NB-800A立式加工中心配置了BT50-24T圆盘刀库凸轮式单臂双爪机械手自动换刀装置。该换刀装置主要由钩手手臂、凸轮机械手装置和圆盘式刀库3部分组成。......
2023-06-23
带刀库的自动换刀装置由存放刀具的刀库、选刀机构、刀具交换机构和刀具在主轴上的自动装卸机构4部分组成,目前应用最广泛。刀库1可安装在主轴箱4的侧面或上方,与机床融为一体(见图6-11);也可作为单独部件安装在机床之外(见图6-12),并由搬运装置完成刀库与主轴间刀具的运输。刀具交换机构根据刀具交换方式的不同,可分为无机械手换刀和机械手换刀两大类。无机械手换刀机构需先将用过的刀具送回刀库后,再从刀库中取出新刀具,这两个动作不能同时进行,故其换刀时间较长。机械手换刀机构需先把加工过程中要用到的全部刀具分别安装在标准刀柄上,并在机床外进行尺寸预调整后,按一定的方式插入刀库中。换刀时,根据选刀指令(如T22M06)在刀库中选刀,由换刀机械手将刀具从刀库和主轴上取下,再将新刀具装在主轴上,同时将用过的刀具放回刀库中。因为机械手换刀的时间重叠,故换刀时间短,加工效率高。
1)采用带刀库的自动换刀,不仅需要增加刀具的自动夹紧/松开机构、刀库运动和定位机构,而且还需要增加刀柄、刀座和主轴锥孔清洁装置(吹气),故其结构较复杂。
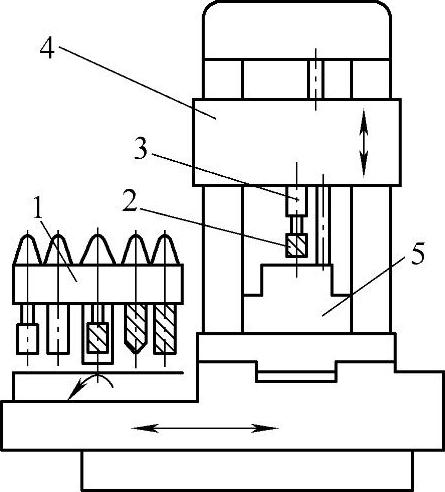
图6-11 刀库与机床为整体式无机械手换刀
1—刀库 2—刀具 3—主轴 4—主轴箱 5—工件

图6-12 刀库与机床为分体式机械手换刀
2)采用带刀库的自动换刀,主轴箱内仅有1根主轴,设计主轴部件时可充分增强主轴的刚度,使其满足精密加工的要求。
3)采用带刀库的自动换刀,其刀库可存放数量很多的刀具,故可进行复杂零件的多工序加工,从而显著提高数控机床的加工适应性和生产效率。该换刀装置主要用于数控钻床、铣床、镗床及加工中心等机床上。
4)采用带刀库的自动换刀,其刀库和刀具交换机构的结构较复杂,工作中的频繁运动使换刀系统故障率较高。据不完全统计,机床上有50%以上的故障都与之有关,如刀库运动故障、刀具定位误差过大、机械手夹持刀柄不稳定或动作误差过大等。
有关数控机床FANUC系统模块化维修的文章

NB-800A立式加工中心配置了BT50-24T圆盘刀库凸轮式单臂双爪机械手自动换刀装置。该换刀装置主要由钩手手臂、凸轮机械手装置和圆盘式刀库3部分组成。......
2023-06-23

Stage1.生成第一个刀路轨迹Step1.在工序导航器中展开节点,可以看到三个刀路轨迹,双击节点,系统弹出如图8.2.26所示的“Internal Trim Rough”对话框。图8.2.28 “Internal Trim Backburn”对话框图8.2.29 刀路轨迹Step3.单击“确认”按钮,系统弹出“刀轨可视化”对话框,调整动画速度后单击“播放”按钮,即可观察到动态仿真加工。Step4.分别在“刀轨可视化”对话框和“Internal Trim Finish”对话框中单击按钮,完成刀路轨迹的演示。图8.2.30 “Internal Trim Finish”对话框图8.2.31 刀路轨迹......
2023-06-18

圆盘刀库凸轮机械手换刀过程包括刀库找刀和换刀两个独立的动作,涉及圆盘刀库、凸轮机械手和主轴三方面的协作关系。图6-61 BT50-24T圆盘刀库凸轮机械手自动换刀的动作分解图3)当CNC程序处理至M06时,启动整个自动换刀动作。......
2023-06-23

Stage1.生成刀路轨迹Step1.进入区域切削模式。图3.5.10 “区域切削模式”对话框(一)注意:加工区域在“区域切削模式”对话框(一)中排列的顺序与选取切削区域时的顺序一致。此时“区域切削模式”对话框如图3.5.16所示,在下拉列表中选择选项,图形区中显示所有加工区域正投影方向下的刀路轨迹,如图3.5.17所示。图3.5.15 “往复切削参数”对话框图3.5.16 “区域切削模式”对话框(二)Step3.生成刀路轨迹。......
2023-06-18

全球新技术革命和产业变革正在给制造业带来巨大冲击,快速发展的新一代信息与通信技术、取得重要突破的人工智能技术与制造技术的深度融合,正引发制造模式、流程、手段、生态系统等的重大变革。调度问题研究的是将资源分配给在一定时间内的不同任务,其目的是优化一个或多个目标。调度是一个决策过程,在大多数的生产制造系统以及信息处理环境中扮演着重要的角色,同样存在于运输和配送设施以及其他类型的服务业中。......
2023-06-28

多臂开口机构适用于小花纹组织的织造,如提花府绸、床单、浴巾等,尤其适合织制各种毛料织物。多臂开口机构主要由提综执行和提综控制两大部分组成。 积极式多臂开口机构则通过共轭凸轮、沟槽凸轮等使综框积极下降,其工艺性能和运动性能较好,但结构较复杂。在织制两种花纹交替配置的织物时,采用双花筒多臂开口机构,可节省纹板。......
2023-06-16

首先,SiO2掩膜沉积于GaN层上,随后条带通过衬底腐蚀,衬底还能阻止高温时的GaN成核。晶粒在相遇前只能横向生长,此后传统的ELO生长发生。横向层在SiO2表面扩张,SiO2表面沉积于GaN层之上。悬空外延技术还有一些变种,例如无需SiO2掩膜的悬空外延[GEH00],以及选择性悬空外延,也称为“空气桥”ELO[KID 00]。图2-26 GaN在SiC上的悬空外延生长,图片摘自文献[DAV 01]。......
2023-06-15
修订后的新标准增强了铸造用自硬呋喃树脂技术的实用性和先进性,符合我国大多数树脂生产厂家和铸造厂家的实际情况。JB/T 7526—2008《铸造用自硬呋喃树脂》是一项具有国际先进水平的标准,它的颁布与实施标志着我国的铸造用自硬呋喃树脂生产技术已经进入了国际先进水平行列,有些技术指标已经达到了国际领先的水平。......
2023-06-23
相关推荐