尤其不能将扶手带折弯,否则扶手带的使用寿命将缩短50%。当扶手带表面有发热情况时,应尽快对扶手带的驱动装置和导向机构进行检查和调整,排除不良因素。变形 反复弯曲导致开口尺寸变大,扶手带与导轨的配合发生松动,与导轨的侧隙超过8mm。......
2023-06-15
在带有旋转刀具的数控机床中,更换主轴头换刀是一种比较简单的换刀方式。主轴头有立式(见图6-8)和卧式(见图6-9)两种。通常由转塔的转位更换主轴头,实现自动换刀。在转塔的各个主轴上,预先装有各工序所需的旋转刀具。当数控系统发出换刀指令时,各主轴头依次地转到加工位置,并接通主运动,使相应的主轴带动刀具旋转;其他处于不加工位置上的主轴均与主运动脱开。每次转位包含5个动作:脱开主传动→转塔头脱开→塔头转位→转塔头定位锁紧→主传动接通。转塔头的转位、定位和锁紧方式与鼠齿盘式分度工作台极为相似。
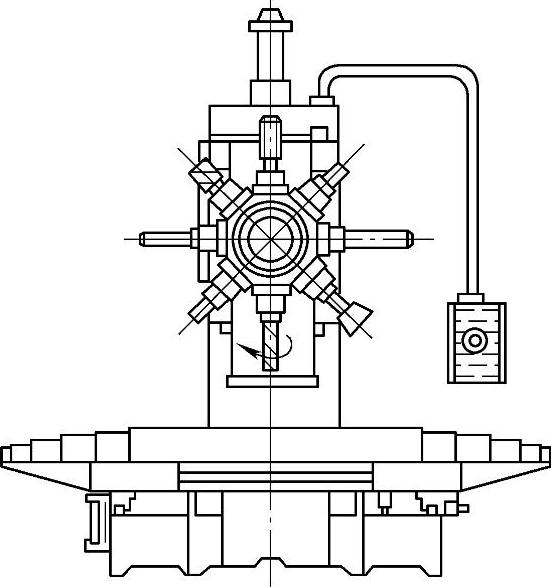
图6-8 立式八轴转塔头换刀
图6-9的卧式八轴转塔头换刀中,转塔头上径向分布着8根结构完全相同的主轴7,主轴7的回转运动由齿轮12输入。当数控系统发出换刀指令时,先通过液压拨叉移动齿轮3与齿轮12使其脱离啮合,同时中心液压缸14的上腔通压力油。由于活塞杆和活塞15固定在底座上,因此中心液压缸14带着由推力轴承17和16支承的转塔刀架体18抬起,离合器2和1脱离啮合。然后压力油进入转位液压缸,推动活塞齿条,再经中间齿轮使大齿轮4与转塔刀架体18一起回转45°,将下一工序的主轴转到工作位置。转位结束后,压力油进入中心液压缸14的下腔,使转塔头下降,离合器2和1重新啮合,实现精确定位。在压力油的作用下,转塔头被锁紧,转位液压缸退回原位。最后通过液压拨叉移动齿轮3,使其与新更换完主轴的齿轮12相啮合。为改善主轴结构的装配工艺性,整个主轴部件装在套筒5内,只要卸去螺钉10,就可将整个部件抽出。主轴前轴承9为锥孔双列圆柱滚子轴承,调整时先卸下端盖6,然后拧紧螺母8,使内环轴向移动以消除轴承径向间隙。为便于退卸主轴锥孔内的刀具,每根主轴都有操纵杆13,只要按压操纵杆,就能通过斜面推动杆11顶出刀具。
转塔主轴头换刀方式的主要优点在于省去了自动松夹、装刀、卸刀、锁紧及刀具搬运等一系列的复杂操作,从而缩短了换刀时间,提高了换刀的可靠性。但由于空间位置的限制,主轴部件结构尺寸不能太大,从而影响主轴系统的刚性。为保证主轴的刚性,需限制主轴数目。因此,转塔主轴头通常仅用于工序较少、精度要求不太高的数控钻床和铣床上。
有关数控机床FANUC系统模块化维修的文章

尤其不能将扶手带折弯,否则扶手带的使用寿命将缩短50%。当扶手带表面有发热情况时,应尽快对扶手带的驱动装置和导向机构进行检查和调整,排除不良因素。变形 反复弯曲导致开口尺寸变大,扶手带与导轨的配合发生松动,与导轨的侧隙超过8mm。......
2023-06-15
墙壁开关是家里必不可少的东西,用的次数多了难免会坏。方法/步骤准备好要更换的新的开关,一把小一字螺丝刀和一把十字螺丝刀。断路器变成下图状态,确定断电后才能去拆开关。实践活动好习惯养成记良好行为习惯的养成,对一个人的成长有着至关重要的作用。......
2023-11-09

如需更换牙盘组,则需要预先考虑以下问题。大多数牙盘组拥有为其单独设计的中轴组。在购买时,最好选择牙盘可换型牙盘组,且最好选择铝合金制牙盘。某些价格便宜的牙盘组使用钢制牙盘,与铝合金牙盘相比更沉,在换档时也会发出更大的噪声,但某些山地车上用的牙盘组除外。因此,更换牙盘组时应衡量价格和质量因素,挑选自己喜欢的牙盘组。为获得个别牙盘组的具体信息,请向出售该产品的自行车店咨询或自行查阅制造商网站。......
2023-08-30

若经过检测,确定导风板驱动电动机本身损坏引起空调器故障,则需要对损坏的导风板驱动电动机进行代换,在代换之前,需要将损坏的导风板驱动电动机取下。对电控盒进行拆卸电控盒一般安装在导风板组件侧面,并挡住导风板组件,因此,拆卸导风板组件前,需要先将电控盒取下。......
2023-06-23

人体可更换的器官科学技术的高度发达,使人体器官移植、更换成为可能。随着科学技术的发展,在基因工程的协助下,一种体形细小的“迷你猪”终于有望在不久的将来为人类提供各种重要器官,以解决移植器官不敷使用的问题。这种专门繁殖作生物医学研究之用的“迷你猪”,除体积只及一般猪三分之一、重量只有135公斤外,与我们常见的食用猪无异,其器官大小与成人相若,其内脏可为人类提供取之不竭的移植器官。......
2023-12-04

电容器是电子产品中使用数量较多的一种元件,其故障发生率要比电阻器要高,而且检测要比电阻器麻烦。电容器漏电电容器漏电是指电容器两极板间介质的绝缘性能下降,存在漏电阻。因此,及时发现电容器的老化程度并及时更换,是非常重要的。一般电容器的电容量比额定容量下降10%之后,就应予以更换。......
2023-06-28

1 拆卸旋飞的原因有:最常见的就是辐条折了,或者你觉得另一种飞轮片组合更适合自己的骑行需求。在尝试拆卸旋飞之前,要确定你有正确的拆卸工具。将飞轮一侧的轴杆紧固螺母或快拆杆完全拆卸,并将拆卸工具套在轴杆上,插入飞轮本体(见下图)。旋飞的拆卸与更换(续)3 将车轮直立起来,使飞轮一侧朝外。小心地将飞轮螺纹对准花鼓螺纹,首先逆时针旋转,使两者的螺纹能够对齐。......
2023-08-30

三相电流互感器一相在运行中损坏,更换时要选用电压等级、电流比、二次绕组、二次额定输出、准确级、准确限值系数等技术参数相同,保护绕组伏安特性无明显差别的互感器,并进行试验合格,以满足运行要求。系统有自动切除对地故障保护时,允许在1.9倍额定电压下运行30s。......
2023-06-24
相关推荐