有的数控机床会像组合机床一样设计了多主轴箱,通过更换主轴箱而达到换刀目的。根据加工的需要,先选好所需的主轴箱,待运行小车11和12运行至该主轴箱处时,将它推到小车11上,小车11载着主轴箱与小车12同时运动至机床动力头两侧的更换位置。图6-10 更换主轴箱换刀1—工作主轴箱 2~7—备用主轴箱 8—机械手 9—刀库 10—主轴箱库 11、12—同步运行小车......
2023-06-23
回转刀架是一种由电动机或液压系统来驱动的最简单的自动换刀装置,主要应用于数控车床上。它可以设计成四方刀架(见图6-1)、六角刀架或圆盘式轴向装刀回转刀架(见图6-2)等多种形式,分别安装4把、6把或更多把刀具(常用的工位有8、10、12和16共4种),并按数控系统的规定指令进行换刀。

图6-1 立式四方刀架
1、17—轴 2—蜗轮 3—刀座 4—密封圈 5、6—齿盘 7、24—压盖 8—四方刀架 9、21—套筒 10—轴套 11—垫圈 12—螺母 13—销 14—底盘 15—轴承 16—联轴器 18—套 19—蜗杆 20、25—开关 22—弹簧 23—刀架电动机
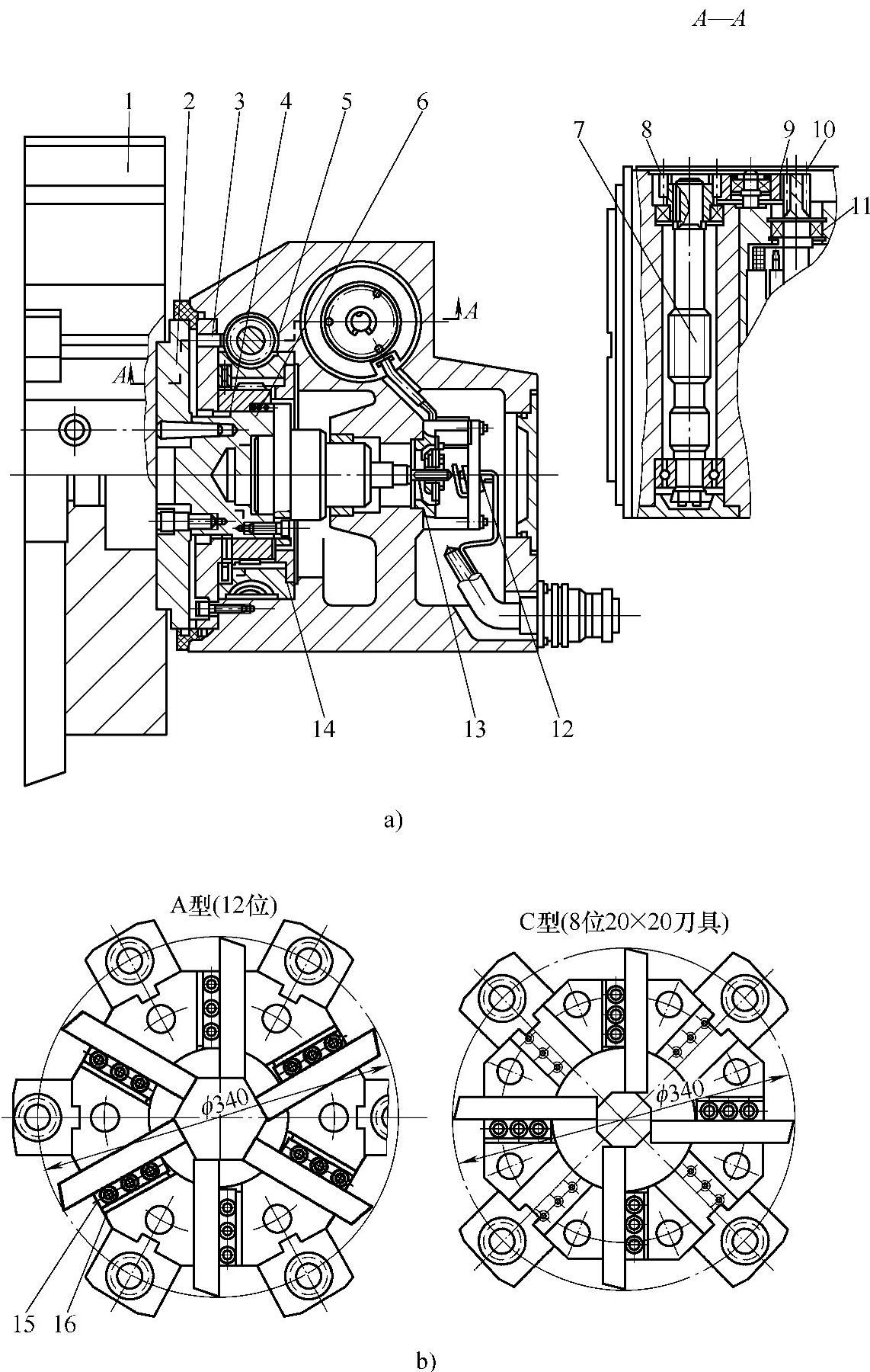
图6-2 圆盘式轴向装刀回转刀架
1—圆盘式刀架 2—活动鼠牙盘 3—鼠牙盘 4—滑块 5—蜗轮 6—轴 7—蜗杆 8、9、10—齿轮 11—电动机 12—微动开关 13—小轴 14—圆盘 15—压板 16—斜铁
回转刀架在结构上必须具有良好的强度和刚度,以承受粗加工时的切削抗力。由于车削加工精度在很大程度上取决于刀尖位置,且加工过程中刀具位置不进行人工调整,因此有必要选择可靠的定位方案和合理的定位结构,以保证回转刀架在每次转位后具有尽可能高的重复定位精度(一般为0.001~0.005mm)。
通常,回转刀架的换刀动作包括刀架抬起、刀架转位及刀架锁紧等。按工作原理分类,回转刀架可分为螺母升降式、十字槽轮式、凸台棘爪式、电磁式和液压式5种。
(1)螺母升降式回转刀架(见图6-3)电动机经弹簧安全离合器9连接到蜗杆副10,从而带动螺母1旋转,螺母1抬起刀架6,使上齿盘3与下齿盘2分离,随即带动刀架6旋转到位;然后向数控系统发送信号,螺母1反转使刀架6锁紧。由于该结构的刀架能实现可靠定位,所以在数控车床上应用较多。
(2)十字槽轮式回转刀架(见图6-4)利用十字槽轮进行刀架1转位和刀架锁紧(加定位销),销钉2每旋转1周,刀架1便回转1/4圈。其刀架的体积大,占用空间多,相对减少了机床的切削区域。
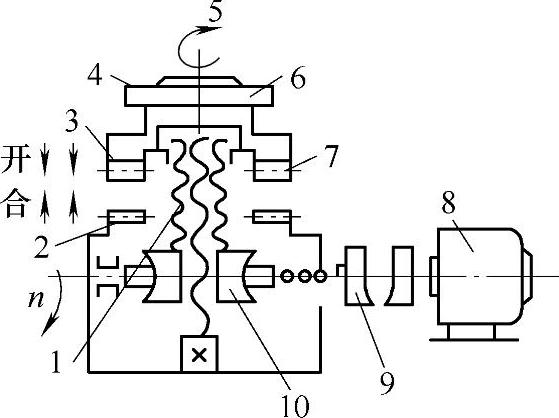
图6-3 螺母升降式回转刀架
1—螺母 2—下齿盘 3—上齿盘 4—内装信号盘 5—转位 6—刀架 7—端齿盘定位 8—电动机 9—弹簧安全离合器 10—蜗杆副

图6-4 十字槽轮式回转刀架
1—刀架 2—销钉
(3)凸台棘爪式回转刀架(见图6-5)由蜗轮带动下凸轮5相对于上凸轮4转动,使刀架3的上、下齿盘1和2分离;然后利用棘轮机构8推动刀架3旋转一定的角度至所需工位;最后利用一个接触开关或霍尔元件发出电动机7反转信号而锁紧刀架。该方式不易获得可靠的定位。
(4)电磁式回转刀架(见图6-6)利用线圈通电时产生10kN左右的电磁力,使刀架定位锁紧。

图6-5 凸台棘爪式回转刀架
1—下齿盘 2—上齿盘 3—刀架 4—上凸轮 5—下凸轮 6—棘爪 7—电动机 8—棘轮

图6-6 电磁式回转刀架
(5)液压式六角回转刀架(见图6-7)主要用于盘类零件的加工,全部动作由液压系统通过电磁换向阀和顺序阀控制。换刀过程包含4个动作:刀架抬起→刀架转位→刀架锁紧→转位液压缸复位。这种刀架转位可靠,但需加装液压系统,有液压油泄漏等问题。
1)刀架抬起:当数控系统发出换刀指令(如T0101)后,压力油由A孔进入锁紧液压缸的下腔,活塞1上升,刀架体2抬起,使定位活动插销10与固定插销9脱开。同时,活塞杆7下端的端齿离合器与空套齿轮5结合。
2)刀架转位:当刀架抬起后,压力油自C孔进入转位液压缸的左腔,活塞6向右移动,通过连接板13带动齿条8移动,使空套齿轮5作逆时针方向转动。通过端齿离合器使刀架转过60°,并由限位开关检测是否到位。活塞的行程为空套齿轮5节圆周长的1/6。

图6-7 六角回转刀架
1—活塞 2—刀架体 3—缸体 4—压盘 5—空套齿轮 6—活塞 7—活塞杆 8—齿条 9—固定插销 10—定位活动插销 11—推杆 12—触头 13—连接板
3)刀架锁紧:刀架转位后,压力油从B孔进入锁紧液压缸的上腔,活塞1带动刀架体2下降。缸体3的底盘上安有6个带斜楔的圆柱固定插销9,利用定位活动插销10消除定位销与销孔的间隙,从而实现反靠定位。刀架体2下降时,定位活动插销10与另一个固定插销9卡紧,同时缸体3与压盘4的锥面接触,刀架在新的位置定位并锁紧,此时端齿离合器与空套齿轮5脱开。
4)转位液压缸复位:刀架锁紧后,压力油从D孔进入转位液压缸右腔,活塞6带动齿条复位。由于此时端齿离合器已脱开,齿条8带动缸体3在轴上空转。
5)若刀架定位和锁紧动作正常,推杆11与相应的触头12接触,发出信号表示换刀过程已结束。
有关数控机床FANUC系统模块化维修的文章

有的数控机床会像组合机床一样设计了多主轴箱,通过更换主轴箱而达到换刀目的。根据加工的需要,先选好所需的主轴箱,待运行小车11和12运行至该主轴箱处时,将它推到小车11上,小车11载着主轴箱与小车12同时运动至机床动力头两侧的更换位置。图6-10 更换主轴箱换刀1—工作主轴箱 2~7—备用主轴箱 8—机械手 9—刀库 10—主轴箱库 11、12—同步运行小车......
2023-06-23

①详细调查拟换刀地点的地层、透水情况,对其稳定性进行综合分析评价,确定合适的压力作业值。③通过观察孔确定土仓开挖面安全情况下,准备空压机通风,选定已交底人员做准备,并分工明确,开仓作业机具及应急物资准备到位后开仓作业。在换刀的作业过程中,须对使用的工具进行管理,防止作业过程中工具遗留在土仓内影响螺旋机及刀具等。......
2023-10-09

圆盘刀库凸轮机械手换刀过程包括刀库找刀和换刀两个独立的动作,涉及圆盘刀库、凸轮机械手和主轴三方面的协作关系。图6-61 BT50-24T圆盘刀库凸轮机械手自动换刀的动作分解图3)当CNC程序处理至M06时,启动整个自动换刀动作。......
2023-06-23

为达到基础二次灌浆的强度,在用垫铁调整或处理标高、垂直度时,应保持基础支承面与钢柱底座板下表面之间的距离不小于40mm,以利于灌浆,并全部填满空隙。5)外露钢材及其预埋件而无防护措施的结构基础。7)使用的工程经常处于环境温度为60℃及其以上的结构基础。2)灌浆前对基础上表面的四周应支设临时模板;基础灌浆时应连续进行,防止砂浆凝固,不能紧密结合。......
2023-08-22

动作轻而迅速,避免震动,争取在短时间内将伤患者送往医院。非紧急情况下,勿用此种方法,以免造成伤者另一次的伤害,容易加重伤情。将伤患者移上椅子、担架或在狭窄地方搬运伤者。不宜运送脊柱损伤的伤员。三名救护员搬运。②颈椎骨折的搬运......
2024-05-01
因而,用经典的对数平均温差的方法来确定换热器的换热能力,显然是不适用的。换热器中另一个重要问题是要求各回路之间的温度非常接近,即换热流体之间的温差非常小。对于理想的换热器,换热温差应接近零。考虑不可逆损失和LNG装置换热器的换热能力的要求,需要尽量减少损失,提高装置运行的经济性,因此使用高效率的换热器是基本原则。......
2023-06-24
(一)西餐餐具的用法图8-3 勺子的用法进餐时,餐盘在中间,刀子和勺子放置在盘子的右边,叉子放在左边。三道菜以上的套餐,必须在摆放的刀叉用完后再放置新的刀叉。进餐时,一般都是左右手互相配合,即一刀一叉成双成对使用的。(三)西餐餐具的使用禁忌忌讳用自己的餐具为他人布菜、舀汤或选取其他食物。吃西餐时,每个人都有自己的餐具,如果是合餐,每个人都可从大盘里取用的话,那么一定有备用的公用叉或勺供大家使用。......
2023-08-11
图解演示图12-34为典型变频器的操作显示面板。图12-40 艾默生TD3000型变频器的菜单级数在第一级菜单中,包含了变频器的16个功能项,在变频器停机或运行状态下,按动一下“MENU/ESC”,即会进入第一级菜单,用户使可选择所需要的功能项。表12-4 艾默生TD3000型变频器中的各项功能参数组、功能码含义图12-40 艾默生TD3000型变频器的菜单......
2023-06-24
相关推荐