如按软功能键〖切换〗,则可重新切换到图9.1-5所示的伺服设定页面。图9.1-6 参数输入操作功能键显示a)电机旋转方向 b)编码器反馈方向2)按MDI面板的功能键选择系统显示模式后,通过软功能扩展键,显示软功能键〖伺服设定〗。图9.1-7 伺服设定参数输入显示图9.1-8 伺服调整显示......
2023-06-25
1.FSSB伺服总线的设定
FSSB是Fanuc Serial Servo Bus的缩写,它能将1台主控器(CNC装置)和多台从控器用光缆连接起来,在CNC控制单元和多个伺服放大器之间用高速串行总线(串行数据)进行通信,从而大幅减少机床总装所需的电缆,并提高伺服运行的可靠性。主控器侧是CNC本体,从控器则是伺服放大器(主轴放大器除外)及分离型位置检测器用的接口装置。图5-128所示为HM1250卧式加工中心(FANUC 31iMA系统)伺服放大器与伺服电动机的主回路连接图。其中,从控器为X、Y、Z和B轴。
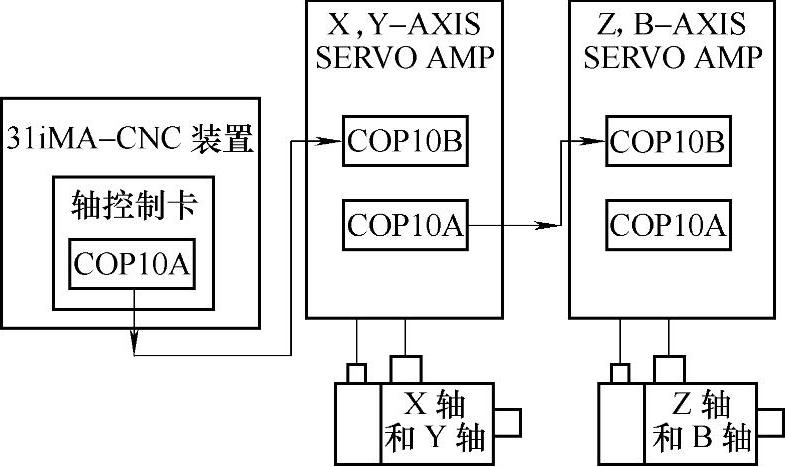
图5-128 HM1250卧式加工中心(FANUC 31iMA系统)伺服放大器与伺服电动机的主回路连接图
(1)FSSB自动设定过程
1)设定系统的总控制轴数。机床处于MDI/手动资料输入模式→按面板上[OFFSET/SET-TING]功能键→按[设定/SETTING]软键→参数写入PARAMETERWRITE=1后同时按住面板上[CAN]和[RESET]键以消除P/S100报警→再按[SYSTEM]功能键→[参数/PARAM]软键→设定CNC参数#1010=4,使系统的总控制轴数为4。
2)进给伺服参数初始化,按实际伺服电动机的连接形式、控制功能和电动机ID代码正确设定伺服参数,执行系统伺服参数初始化操作。操作步骤详见第5.4.3节。
3)设定伺服轴名和伺服轴属性。依次设定CNC参数#1020中X、Y、Z和B轴名为88、89、90和66,CNC参数#1022中X、Y、Z和B轴属性为1、2、3和5。
X/Y/Z轴
参数#1020 各轴的程序名称(axis name)X(88)、Y(89)、Z(90)、U(85)、V(86)、W(87)、A(65)、B(66)、C(67)、E(69)。
X/Y/Z轴
参数#1022
各轴在基本坐标系中属性(axis attribute)
0:旋转轴(既不是基本轴也不是平行轴);1:基本轴中的X轴;
2:基本轴中的Y轴;3:基本轴中的Z轴;5:X轴的平行轴U;
6:Y轴的平行轴V;7:Z轴的平行轴W;
4)设定参数#1902.0/FMD=0和#1902.1/ASE=0,以执行FSSB伺服总线自动设定。

#1(ASE)0:FSSB设定方式为自动设定方式(CNC参数#1902.0=0)时,自动设定尚未结束。1:FSSB设定方式为自动设定方式(CNC参数#1902.0=0)时,自动设定已经结束;自动设定结束时,该位被自动设定为1。
#0(FMD)0:FSSB的设定方式为自动设定方式;当CNC参数#14476.0/DFS=0且通过FSSB设定画面规定轴和放大器的关系时,自动设定参数#1023、#1905、#1936、#1937、#14340~#14349及#14376~#14391.当参数#14476.0/DFS=1且通过FSSB设定画面规定轴和放大器的关系时,自动设定参数#1023、#1905、#1910~#1919及#1936和#1937。
1:FSSB的设定方式为手动设定方式;当CNC参数#14476.0/DFS=0时手动设定参数#1023、#1905、#1936、#1937、#14340~#14349及#14376~#14391。当参数#14476.0/DFS=1时,手动设定参数#1023、#1905、#1910~#1919及#1936和#1937。
5)系统断电再重新上电,完成FSSB伺服总线的自动设定。
(2)伺服放大器FSSB设定 按下面板上[SYSTEM]功能键→最右侧扩展[▶]软键(多次)→出现[FSSB]操作软键并按该键→按[放大器/AMP]操作软键→出现伺服放大器FSSB设定画面(图5-129)并显示以下项目:
1)号(No.):表示某通道下第几从属装置,如1-02为1通道下的第2从属装置。
2)放大器(AMP):表示从属装置所连接的放大器及第几轴,如A1-M为第2从属装置连接至第1放大器的第2轴上。
3)系列(SERIES):表示伺服放大器的系列,图中为αi系列。
4)单元(UNIT):表示伺服放大器是伺服单元SVU还是伺服模块SVM,图中为SVM。
5)电流(CUR):表示该从属装置驱动放大器控制的伺服轴的最大电流(A)。
6)轴(AXIS):表示从属装置的连接顺序号,图中为X→Y→Z→B。
7)名称(NAME):表示从属装置的轴名。
(3)伺服轴FSSB设定按下面板上[SYSTEM]功能键→最右侧扩展[▶]软键(多次)→出现[FSSB]操作软键并按该键→按[轴/AXIS]操作软键→出现伺服轴FSSB设定画面(图5-130)并显示以下项目:

图5-129 FANUC 31iMA系统伺服放大器FSSB设定画面

图5-130 FANUC 31iMA系统伺服轴FSSB设定画面
1)轴(AXIS):被控制轴的编号,表明NC控制轴的安装位置。
2)名称(NAME):被控轴的名称。
3)放大器(AMP):各轴所连接的伺服放大器的形式。
4)M1、M2:分别为分离型检测器接口单元1、2的连接器号,且分别在CNC参数#1936、#1937中设定。
5)轴专有(1-DSP):通常CNC参数#1904.0/DSPx=0,表示1个DSP控制2个轴;若#1904.0/DSPx=1,则该伺服轴使用专门的DSP。该参数在FSSB设定画面上进行设定,通常请勿直接输入。
6)Cs:Cs轮廓控制轴时,CNC参数#1933=1。
7)双电(TNDM):CNC参数#1934的指定值,通常用于M系列,FANUC0i和FANUC0iMate系列不用。
2.FSSB伺服总线设定过程中的常见故障
(1)不能自动设定FSSB
1)检查CNC参数#1902。若#1902=00000000,则设定参数#1905=00000000并将参数#1910~#1919均设为0。
2)当参数#1815.1/OPTx=1(使用分离型检测装置)时,检查参数#1910~#1919是否均设为16(靠近CNC的第1个分离型检测器接口单元)或48(远离CNC的第2个分离型检测器接口单元)。
3)检查传输是否打开(绿色LED亮),若传输未打开,则查放大器电源及光缆连接。
(2)在FSSB画面的轴设定上M1和M2的连接器号码不能设定查看FSSB画面,分离型检测器接口单元的ID是否读取正确;若位置模块ID读取不正确,则检查分离型检测器接口单元的连接。
(3)系统断电重启后FSSB设定画面被取消设定需求的值后,应在放大器设定画面和轴设定画面按下[设定]软键(见图5-131)。
(4)发生伺服电动机与放大器不匹配报警#466(FANUC 16i/18i/21i/0iB/0iC系统)或SV466(FANUC 0iD/30i系统)
1)检测机理。放大器最大电流值(由CNC参数#2165设定)与电动机规格不符。
2)故障原因及处理方法。
①按放大器铭牌的最大电流值,检查与电动机规格连接是否正确。②伺服电动机ID代码设定错误,正确设定电动机ID代码并进行初始化。
③按实际连接重新进行FSSB初始化操作。
④伺服放大器或CNC装置的轴控制卡故障,更换之。
(5)发生伺服设定未完成报警#5138(FANUC16i/18i/21i/0iB/0iC系统)
1)检测机理。伺服设定中未实施轴的设定(位置模块的设定)或CNC参数#1023(各轴的伺服轴号)设定错误。
2)故障原因及处理方法。
①在FSSB轴设定画面实施位置接口的正确设定,并按[设定]软键(见图5-131),系统断电重启。
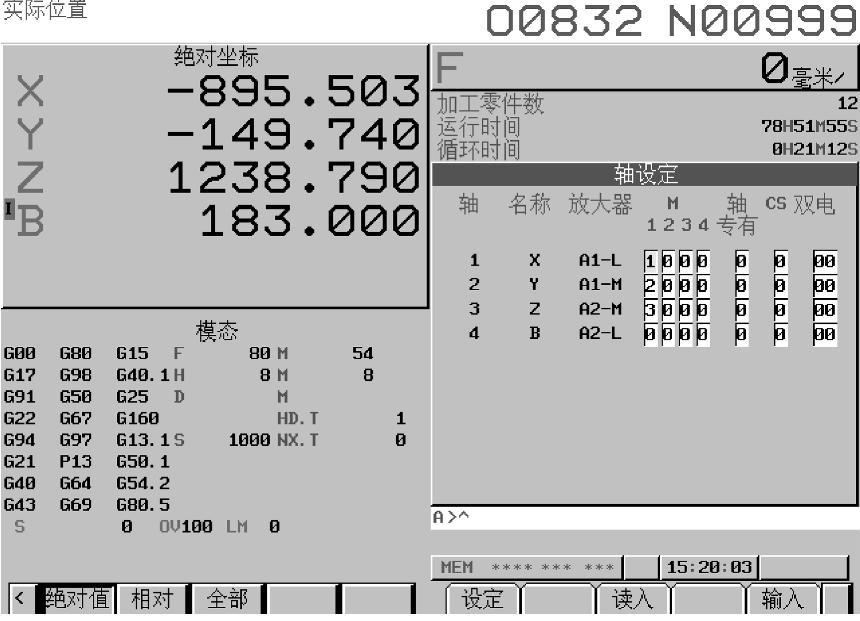
图5-131 FANUC 31iMA系统轴设定画面中的[设定]软键
②设定CNC参数#1023=-1或-128,屏蔽故障的伺服放大器。
③按实际连接重新进行FSSB初始化操作。
④位置模块或CNC装置的轴控制卡故障,更换之。
(6)FSSB伺服放大器数目不足报警#5136(FANUC 16i/18i/21i/0iB/0iC系统)或SV5136(FANUC 0iD/30i系统)
1)检测机理。系统设定的CNC轴数小于实际检测到的伺服轴数。
2)故障原因及处理方法。
①检查CNC参数#1010(FANUC 16i/18i/21i/0iB/0iC系统)或#8130(FANUC 0iD/30i系统)设定的控制轴数与实际伺服轴数是否一致。
②伺服放大器或位置模块控制电路电源故障。
③伺服放大器与CNC轴控制卡之间的FSSB连接光缆不良(如YD4240CNC2数控剃齿机的FSSB光缆线被老鼠咬断而导致5136号报警,见图5-132)。若用手电筒照射光缆一端,另一端的2个光口发光时光缆正常,否则光缆故障。
④按实际连接情况重新进行FSSB初始化。
⑤伺服放大器自身故障(如熔丝烧断等)或CNC装置轴控制卡故障。
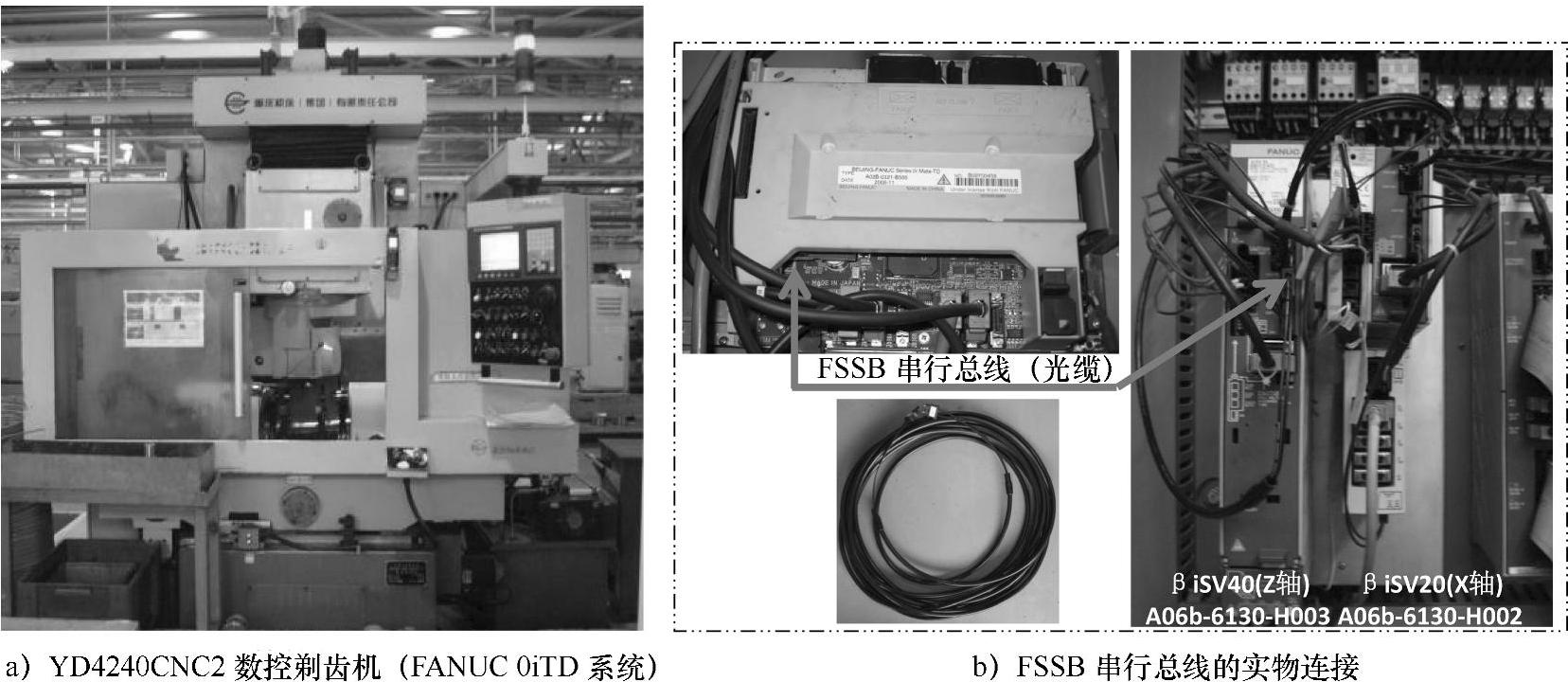
图5-132 YD4240CNC2数控剃齿机及FSSB串行总线连接图
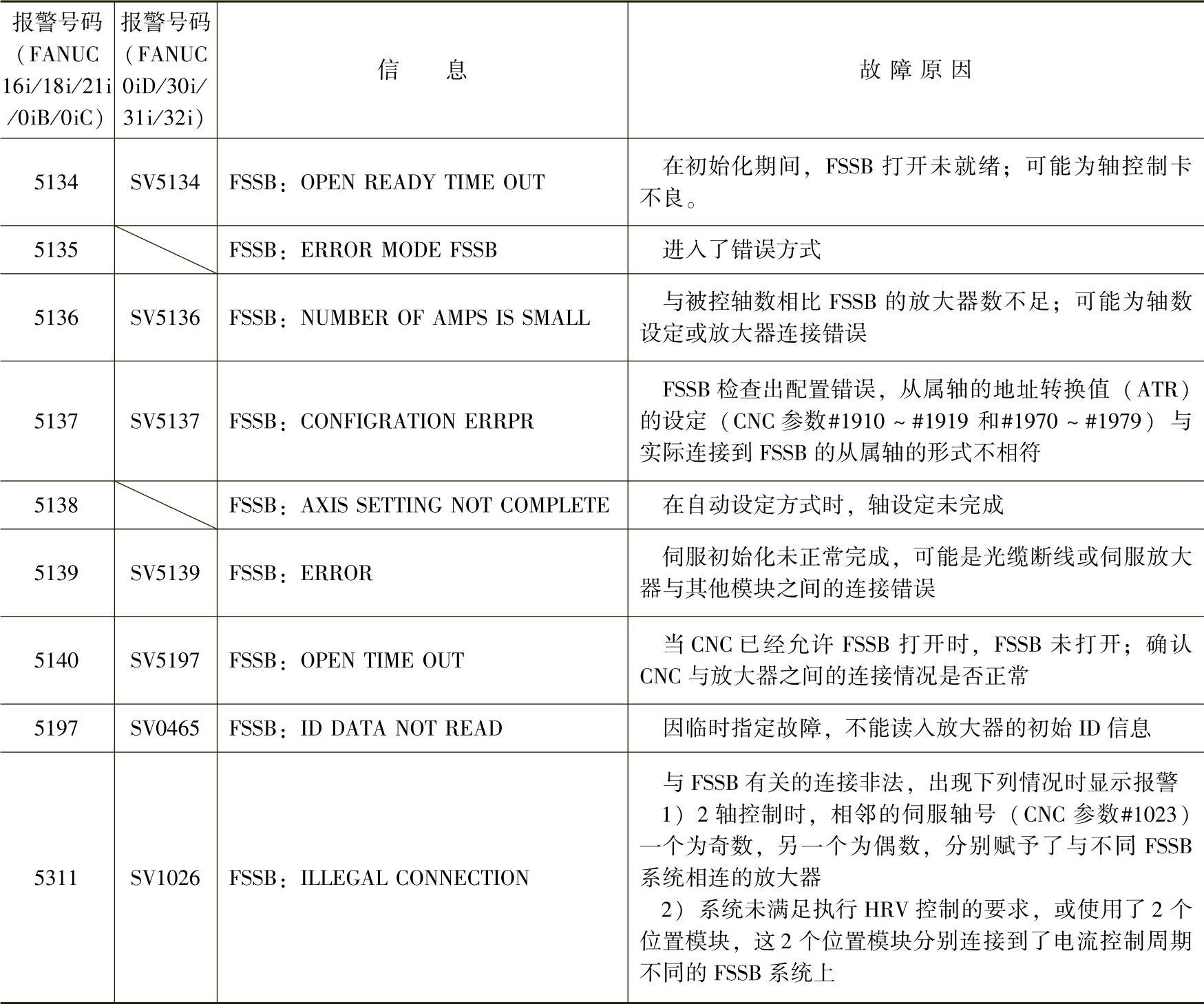
(7)开机时FSSB的运行过程及其报警(FSSB伺服总线报警及故障原因见表5-15)
表5-15 FSSB伺服总线报警及故障原因
1)开机时,CNC对FSSB和伺服进行初始化。
2)伺服返回第1个准备信号。
3)产生第1个ITP中断。
4)CNC等待FSSB变成打开就绪状态。若FSSB未变成打开就绪状态,则发生#5134(FANUC 16i/18i/21i/0iB/0iC系统)/SV5134(FANUC 0iD/30i系统)报警。
5)CNC检测FSSB无配置上的错误。当检测到错误时,发生#5137(FANUC 16i/18i/21i/0iB/0iC系统)/SV5137(FANUC 0iD/30i系统)报警。
6)CNC允许FSSB打开。
7)CNC检查FSSB是否打开。若FSSB在规定的时间内未打开,则发生#5140(FANUC 16i/18i/21i/0iB/0iC系统)/SV5197(FANUC 0iD/30i系统)报警。
8)伺服返回第2个准备信号;若准备信号未在规定时间内返回,则发生#5197(FANUC 16i/18i/21i/0iB/0iC系统)/SV0465(FANUC 0iD/30i系统)报警。
9)遇有故障时,可先检查FSSB相关参数设定是否正确,再检查伺服放大器的电源是否连接至FSSB;若参数和电源无异常,则依次更换连接至FSSB的光缆、伺服放大器和CNC的轴控制卡,以确定故障位置。
有关数控机床FANUC系统模块化维修的文章

如按软功能键〖切换〗,则可重新切换到图9.1-5所示的伺服设定页面。图9.1-6 参数输入操作功能键显示a)电机旋转方向 b)编码器反馈方向2)按MDI面板的功能键选择系统显示模式后,通过软功能扩展键,显示软功能键〖伺服设定〗。图9.1-7 伺服设定参数输入显示图9.1-8 伺服调整显示......
2023-06-25

数控机床伺服进给的控制除上述介绍的主回路外,还涉及机床操作面板上的按钮、各类开关、状态指示灯、I/O单元或模块及中间继电器等组成的辅助控制回路。表5-16所示为快速进给倍率旋钮信号的变换过程,图5-134所示为快速进给倍率控制的PMC梯形图。下面介绍HM1250卧式加工中心JOG进给速度的控制过程。......
2023-06-23

使用替换法进行测试,更换内存条后,故障排除。故障分析与处理:先检查排除了电源系统的问题,打开主机,拆下内存条,擦拭金手指时发现有两个金手指引脚被烧脱落。更换内存条后故障排除。......
2023-11-18

数控机床的滚珠丝杠副与伺服电动机通过联轴器的连接,实现进给传动副的耦合,从而带动工作台移动。根据联轴器对各相对位移有无补偿能力,可将联轴器分为刚性联轴器和挠性联轴器两类。此情况发生时,可拧紧联轴器两端的螺钉看是否能消除松动;若不能,可将锥环切开一条缝再次紧固,看是否能消除松动,否则更换新联轴器。......
2023-06-23

棚料是比较危险的故障之一,因上部炉料不能进入熔池,合金液温度将持续上升,会造成炉衬局部侵蚀严重,甚至引发穿透性漏炉、爆炸等重大事故。倾斜前应先断电,若合金液温度下降,应恢复正常位置并送电升温。为节约排除故障的时间,可以三种方法同时使用。液面凝固后会成一个封闭的熔池,若不迅速将其化开,很容易引发重大安全事故。合金液放出口堵塞出炉时,合金液放出口堵塞、熔体无法放出,是常发生的故障。......
2023-06-22

导致柴油机出现缺缸运行的主要原因如下。③喷油器偶件堵塞或卡死,使该缸不喷油,所以该缸不工作。⑤电控系统因素导致某个气缸的喷油器不喷油。②喷油器故障的判断:可以拆下不工作的气缸的喷油器就机检测,如果不喷油或喷油不良,即可判断该缸喷油器故障。一台490型柴油机出现了缺缸工作现象,该故障的检修过程见表7-2。......
2023-09-19

混凝土输送泵的换向是工作时至关重要的一个环节,良好与可靠的换向性能可确保泵送顺利,且作业效率高、冲击小、噪声低。前两种方式是国产HBT60型混凝土输送泵等的换向系统采用的换向方式。表7-3 换向系统常见故障及其诊断排除方法......
2023-09-20

当数控机床的进给部分发生故障时,维修人员便需要对伺服进给参数进行设定和调整,甚至执行伺服进给参数的初始化。8)机床伺服轴切削进给和快速移动的速度。图5-118 FANUC系统伺服数据加载过程1.伺服进给参数的设定伺服进给参数设定的条件1)确定CNC单元的类型及相应软件(功能),是FANUC 0C/0D系统、FANUC 16/18/21/0iA系统、FANUC 16i/18i/21i/0iB/0iC系统还是FANUC 0iD/30i/31i/32i系统。图5-120 进给伺服画面3)进给伺服画面下的伺服参数设定子画面。......
2023-06-23
相关推荐