下面是几种常见的与变频器有关的电梯故障及其处理方法。根据电源的不同异常情况采取相应的处理措施。(九)变频器一旦运行,漏电断路器便工作由于变频器内部的高速开关运行,因此有漏电流。如果漏电断路器选择不当,会造成在变频器正常运行时,漏电断路器也切断电源。......
2025-09-29
数控机床的滚珠丝杠副与伺服电动机通过联轴器的连接,实现进给传动副的耦合,从而带动工作台移动。根据联轴器对各相对位移有无补偿能力,可将联轴器分为刚性联轴器和挠性联轴器两类。其中,刚性联轴器又可分为套筒联轴器、凸缘联轴器、夹壳联轴器和紧箍夹壳联轴器4种;挠性联轴器根据有无弹性元件及所使用的弹性元件材料,又可分为无弹性元件挠性联轴器、非金属弹性元件挠性联轴器和金属弹性元件挠性联轴器3种。
数控机床广泛采用无键锥形环弹性联轴器(见图5-69),联轴套6与丝杠轴1、电动机轴5之间用内、外锥形环4(经相互配研接触良好的一对弹性锥形胀套)连接。当螺钉2通过压圈3压紧锥形环4时,内锥环的内孔缩小、外锥环的外圈胀大,以产生弹性变形,从而消除配合间隙;同时被连接轴与内锥环、内锥环与外锥环、外锥环与联轴器的结合面上产生很大的接触压力,依靠该接触压力产生足够大的摩擦力,再由柔性弹簧片7传递转矩。两端联轴套6的位置误差(同轴度和垂直度误差)可由柔性弹簧片7的变形抵消。
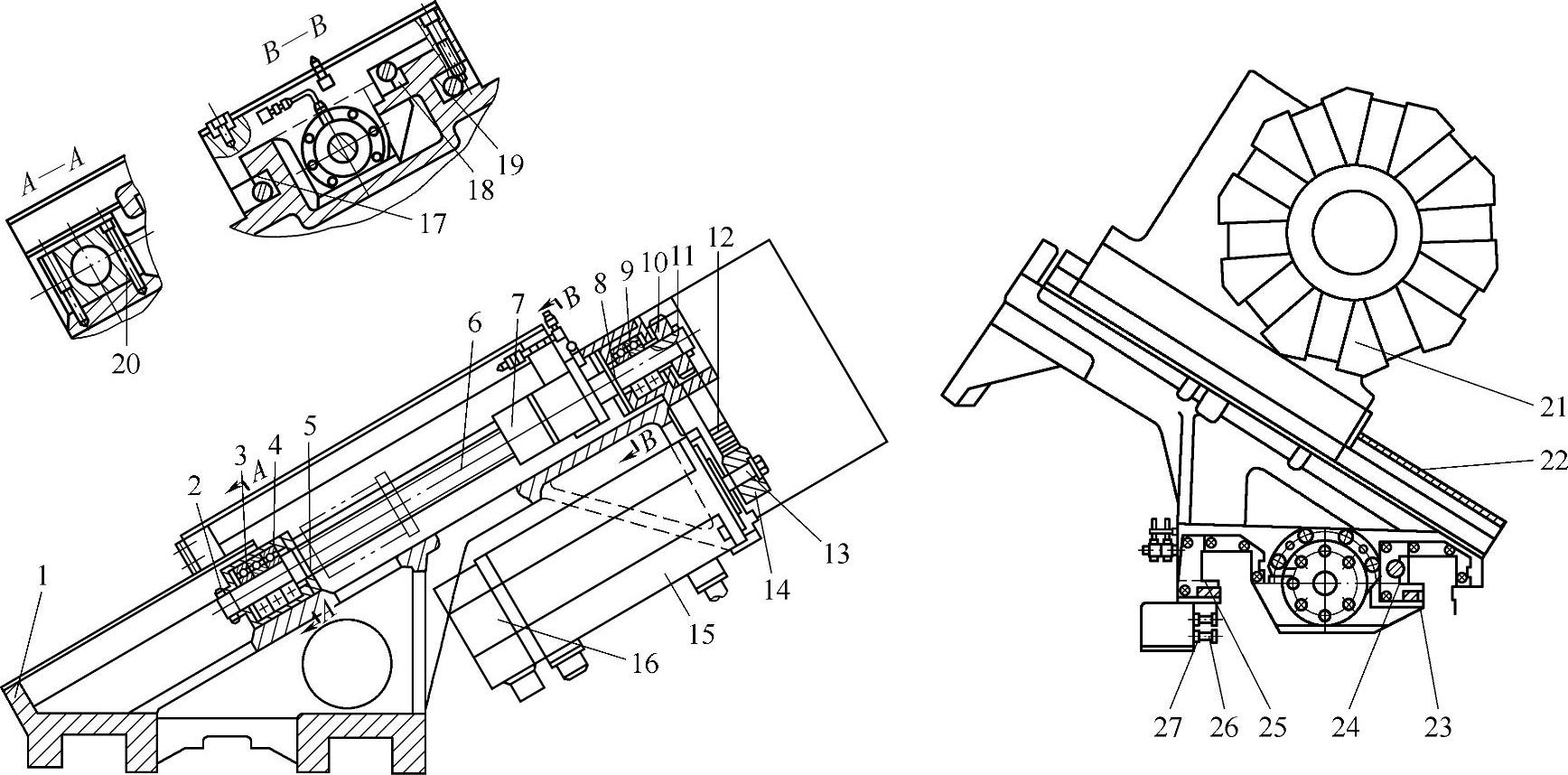
图5-68 MJ-50型数控车床X轴的同步带进给传动结构
1—滑板 2、7、11—螺母 3—前支承 4—轴承座 5、8—缓冲块 6—滚珠丝杠副 9—后支承 10、14—同步带轮 12—同步带 13—键 15—伺服电动机 16—脉冲编码器 17、18、19、23、24、25—镶条 20—螺钉 21—刀架 22—导轨护板 26、27—限位开关及撞块(https://www.chuimin.cn)
因数控机床进给速度较快(快进/快退时≥20m/min)、加工过程中正反转频繁切换,故联轴器所承受的瞬间冲击较大,久而久之出现联轴器松动和扭转变形等故障。实际加工时,虽然各方向的运动和编码器的反馈正常且CNC系统无报警,但是运动值却始终无法与指令值相符合,加工误差值也越来越大,甚至造成工件的报废。此情况发生时,可拧紧联轴器两端的螺钉看是否能消除松动;若不能,可将锥环切开一条缝再次紧固,看是否能消除松动,否则更换新联轴器。
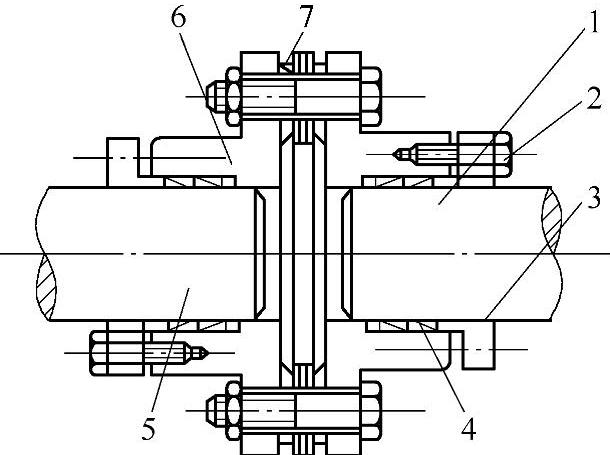
图5-69 无键锥形环弹性联轴器
1—滚珠丝杠轴 2—螺钉 3—压圈 4—锥形环 5—电动机轴 6—联轴套 7—柔性弹簧片
相关文章

下面是几种常见的与变频器有关的电梯故障及其处理方法。根据电源的不同异常情况采取相应的处理措施。(九)变频器一旦运行,漏电断路器便工作由于变频器内部的高速开关运行,因此有漏电流。如果漏电断路器选择不当,会造成在变频器正常运行时,漏电断路器也切断电源。......
2025-09-29

数控机床串行数字主轴的控制可分为主回路和辅助控制回路两部分。图4-127 TMV1100A立式加工中心主回路连接图2)PSM启动未就绪的故障原因及处理方法见表4-34。CX2A、CX2B:DC24V的输出接口,为主轴放大器、伺服放大器和显示装置提供DC24V电源,正常由CX2B输出且与主轴放大器的CX2A连接,不能接反。该接口与主轴放大器和伺服放大器的主电路直流输入端连接。......
2025-09-29

棚料是比较危险的故障之一,因上部炉料不能进入熔池,合金液温度将持续上升,会造成炉衬局部侵蚀严重,甚至引发穿透性漏炉、爆炸等重大事故。倾斜前应先断电,若合金液温度下降,应恢复正常位置并送电升温。为节约排除故障的时间,可以三种方法同时使用。液面凝固后会成一个封闭的熔池,若不迅速将其化开,很容易引发重大安全事故。合金液放出口堵塞出炉时,合金液放出口堵塞、熔体无法放出,是常发生的故障。......
2025-09-29

数控机床导轨副常见的故障及处理方法见表5-3。3)更换合格的直线导轨后,故障排除。2)将Y轴导轨修磨、刮研后,重新装好,故障排除。故判定X轴的导轨镶条过松引起间隙。......
2025-09-29

电气故障的排除,通常没有固定的模式,但一般情况下还是有一定规律的。二是在一般情况下,以产生故障的主次原因为排除故障的分析、检测次序。四是对于特殊故障,特殊分析处理。六是借鉴电气“反措”、故障处理的经验教训,灵活试用。这样故障原因即可找出排除。出现此种故障后,适当增加热脱扣时限即可。如故障仍未排除,再更换控制回路所怀疑的元件。......
2025-09-29
处理复杂控制系统故障的方法一是要把复杂系统的安装说明书详细解读,二是要把复杂系统解剖使其成为各个电路或组件,三是要机电分离、强电与弱电分离、主次分离。当然这里将复杂控制系统故障排除方法一一列出,供读者参考。自动装置、自动控制系统,继电保护二次回路、自动化仪表检测等复杂系统的故障排除方法较为复杂,一般采用化整为零、各个击破的方法。......
2025-09-29
某2050mm热轧厂运输线系统的作用是将热轧钢卷运送至精整钢卷库及冷轧厂,而液压升降台的作用是将钢卷从1号运输线摆渡到2号运输线向冷轧厂方向运送钢卷。液压升降台每次故障都会不同程度地影响钢卷直送率,造成冷轧来料吃紧。通过调节单向节流阀9流量,使锁紧销拔出速度与升降台瞬间上升速度匹配后故障排除。......
2025-09-29
某数控机床主轴电动机的功率为15kW,电动机通过传动带传到主轴箱,再经主轴齿轮换挡传到主轴。图4-4 三位液压拨叉换挡原理图1、5—液压缸 2—活塞杆 3—拨叉 4—套筒LC34×3000卧式数控车床主轴箱液压拨叉换挡的控制过程1)齿轮换挡的CNC参数设定。当PMC发出齿轮换挡请求信号R20.1后,相应的电磁阀线圈得电,使液压拨叉动作,实现挡位的切换;同时主轴电动机正反转摆动控制,以防止齿轮啮合时出现“顶齿”或“打齿”。......
2025-09-29
相关推荐