影响数控机床导轨副精度的因素主要有导向精度、接触精度、表面粗糙度及导轨副硬度等。图5-5 导轨间的平行度误差接触精度为保证导轨副的接触刚度和运动精度,导轨副配合表面必须接触良好。对于刮研导轨,以导轨面每25mm×25mm面积内的接触斑点数作为接触精度等级的评定指标;对于磨削导轨,一般用接触面积大小作为评定指标。......
2023-06-23
若两个相对运动的导轨面间的间隙过小,则摩擦阻力大,导轨磨损将加剧;若间隙过大,则运动失去准确性和平稳性,导轨的导向精度降低甚至消失。因此,必须对导轨副进行适当调整,以使其具有合理的间隙。常用的导轨副调隙方法有以下3种:
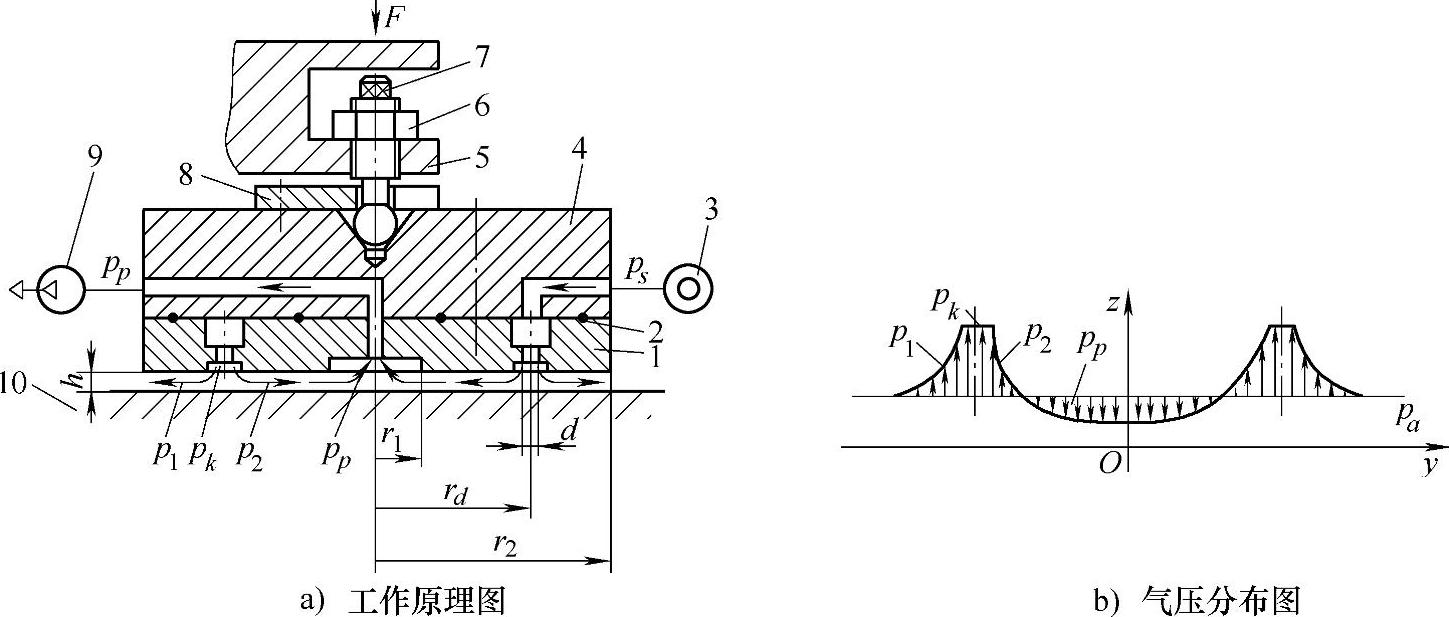
图5-17 气体静压导轨
1—气垫 2—O型密封圈 3—气源 4—垫体 5—工作台 6—螺母 7—球式调节螺钉 8—夹板 9—真空泵 10—导向面
1)压板调整垂直方向导轨间隙(见图5-18):调整垂直方向导轨间隙时,一般用下压板调整其底面间隙。当导轨副间隙过大时,修磨或刮研B面;间隙过小(压板与导轨压得太紧)时,刮研或修磨A面。还可用多规格的薄垫片来调整导轨的间隙。
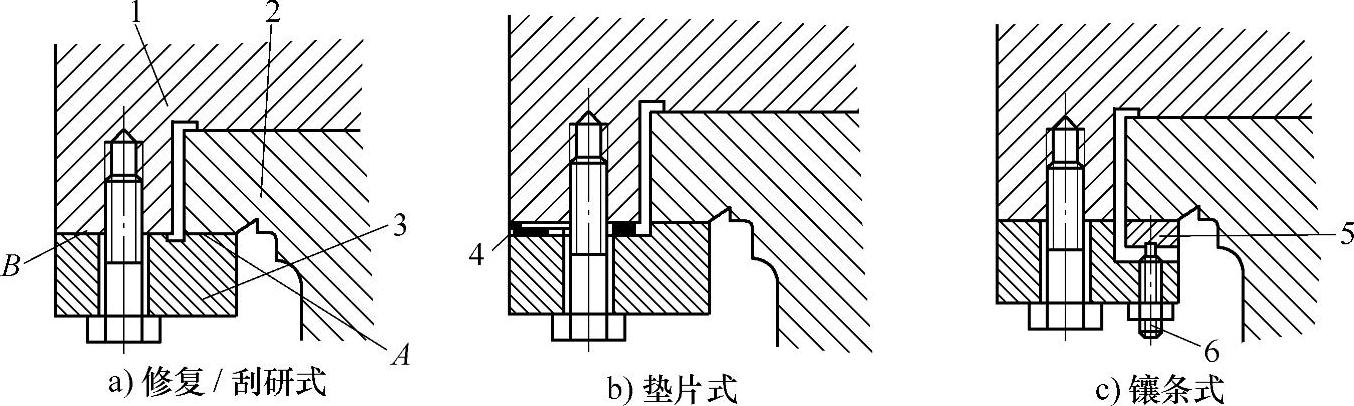
图5-18 垂直方向导轨间隙的调整方法
1—床鞍 2—床身 3—压板 4—垫片 5—镶条 6—螺钉
2)镶条调整矩形滑动导轨和燕尾形滑动导轨的侧向间隙:一般在滑动导轨副不受力或受力较小侧加装镶条,有时两边都放置镶条。导轨镶条主要有平镶条和楔形镶条两种。其中,平镶条(见图5-19)的全长厚度相等、横截面为平行四边形(如燕尾形滑动导轨)或矩形,依靠调节螺钉1使平镶条2横向位移来调整导轨的间隙;其制造容易但易变形,适用于受力较小的滑动导轨。楔形镶条又称楔铁(见图5-20),楔形镶条的全长厚度斜向变化,长的斜度为1∶100、短的斜度为1∶40,且镶条越长斜度越小;依靠调节螺钉使镶条纵向位移来调整导轨的间隙,调整完毕将其固定;其调整容易且受力均匀,但制造较难。
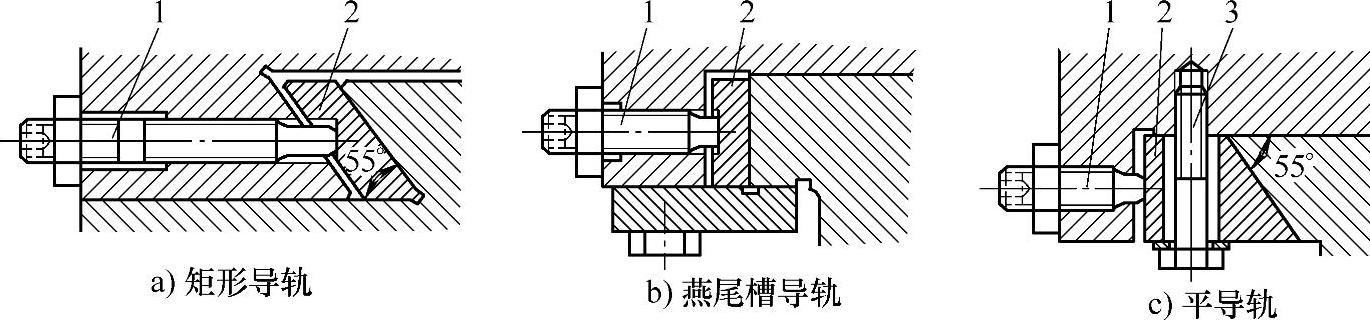
图5-19 平镶条调整滑动导轨间隙
1—调节螺钉 2—平镶条 3—紧固螺钉

图5-20 楔形镶条调整导轨间隙
1、3、5、6—调节螺钉 2、4、7—斜镶条
3)T形压板+楔形镶条调整间隙:是目前通用的标准化导轨调隙方法,属于上述两种方法的综合运用。使用时,T形压板用螺钉固定在运动部件上,在运动部件内侧和T形压板间放置楔形镶条。调整时,借助压板上的调节螺钉使楔形镶条移动,从而调整导轨的间隙。
有关数控机床FANUC系统模块化维修的文章

影响数控机床导轨副精度的因素主要有导向精度、接触精度、表面粗糙度及导轨副硬度等。图5-5 导轨间的平行度误差接触精度为保证导轨副的接触刚度和运动精度,导轨副配合表面必须接触良好。对于刮研导轨,以导轨面每25mm×25mm面积内的接触斑点数作为接触精度等级的评定指标;对于磨削导轨,一般用接触面积大小作为评定指标。......
2023-06-23

数控机床导轨副常见的故障及处理方法见表5-3。3)更换合格的直线导轨后,故障排除。2)将Y轴导轨修磨、刮研后,重新装好,故障排除。故判定X轴的导轨镶条过松引起间隙。......
2023-06-23

气门间隙是柴油机运行中需要定期检查和调整的重要参数。因此,气门间隙必须进行调整。气门间隙的调整方法 以“双排不进”的调整方法为例进行简要说明。气门间隙的调整步骤 在柴油机完全处于冷态时,才能检查和调整气门间隙。④气门间隙调整结束后,将所有调整螺栓全部拧紧一遍并更换气门室密封垫,然后装上气门室盖,至此,调整结束。......
2023-09-23

Step1.选择下拉菜单命令。Step2.此时系统弹出图9.6.9所示的“齿轮副定义”对话框,在该对话框中进行下列操作:输入齿轮副名称:在该对话框中的名称文本框中输入齿轮副名称,或采用系统的默认名。图9.6.8 基准面的选取图9.6.9 “齿轮副定义”对话框定义齿轮1输入齿轮1节圆直径:在图9.6.9所示的对话框中的“节圆直径”文本框中输入30。图9.6.10 齿轮副设置图9.6.11 “齿轮副定义”对话框定义齿轮2Step4.完成齿轮副定义:单击“齿轮副定义”对话框中的按钮。......
2023-06-20

以GJ1-2型钉扣机为例,予以说明。齿轮副 检查蜗轮、蜗杆的磨损情况,两者松动量不得大于0.8mm;检查圆柱、圆锥齿轮的磨损情况,磨损严重时应修复或更换。测量套筒处间隙,针杆与套筒间隙不得大于0.1mm;用千分表测针杆端面处,针杆上、下松动不得大于0.3mm;针杆架松动不大于0.4mm;扣夹左、右和前、后松动不大于0.6mm。最后再检查一下各部安装是否正确,各紧固螺钉有无松动,各定位定时是否符合标准,有无缺件。......
2023-06-22

导轨需要有足够的强度和刚度,以下介绍以有限元分析法进行强度校核的一般方法。由于自动扶梯在运行中,梯级轮对导轨重复施加载荷,因此强度分析主要是对导轨进行疲劳评价。......
2023-06-15

端面磨削的表面粗糙度值为Ra0.4μm,导轨面为凹平面。图17-1 导轨磨削的形式a)端面磨削 b)周边磨削 c)碗型砂轮端面磨削的导轨磨床 常用的有落地式导轨磨床、单臂导轨磨床和龙门导轨磨床三种。图17-2所示为M51100型单臂导轨磨床,有两个磨头。精密导轨面采用单配磨削,以床身导轨为基准,配磨工作台导轨面,以达到导轨的精度要求。目前,数控定梁龙门式导轨磨床可进行高精度导轨的磨削加工。......
2023-06-28

伺服增益调整是CNC根据机械负载情况,设定、计算和优化伺服驱动系统速度调节器增益的过程。伺服增益调整可根据实际情况,选择不同的调整方式,并按以下操作步骤进行。......
2023-06-25
相关推荐