表17-3 万能外圆磨床的床身加工工艺(续)在导轨面经过粗刨、人工时效热处理和精刨后,进行导轨磨削,以达到导轨的精度要求。2)导轨磨削是复杂零件的平面磨削,平面的精度要求高。导轨周边磨削法属于成形磨削法,导轨的形面精度由砂轮修整器保证,故精确修整成形砂轮即可满足导轨的加工精度要求。表17-4 常用国产导轨磨床的参数导轨磨削时的受热变形也会影响到导轨的精度。......
2023-06-28
滚动导轨(见图5-10)是在导轨工作面之间安装滚动体(如滚珠、滚柱或滚针,其特点及应用范围见表5-1),使两导轨面间形成滚动摩擦的一种导轨副。滚动导轨主要有滚动导轨支承块和直线滚动导轨两种形式。目前,数控机床的导轨普遍采用直线滚动导轨。

图5-10 数控机床用的直线滚动导轨
1)近代中等载荷数控机床导轨采用的独立标准部件——滚动导轨支承块(见图5-11)。其结构刚度高、承载能力大、便于拆装,可直接装在任意行程长度的运动部件上。当运动部件移动时,滚珠或滚柱在支承部件的导轨面与本体间滚动,同时绕本体循环滚动。导轨块的数目取决于导轨长度和负载的大小。
表5-1 滚动体的特点及应用范围

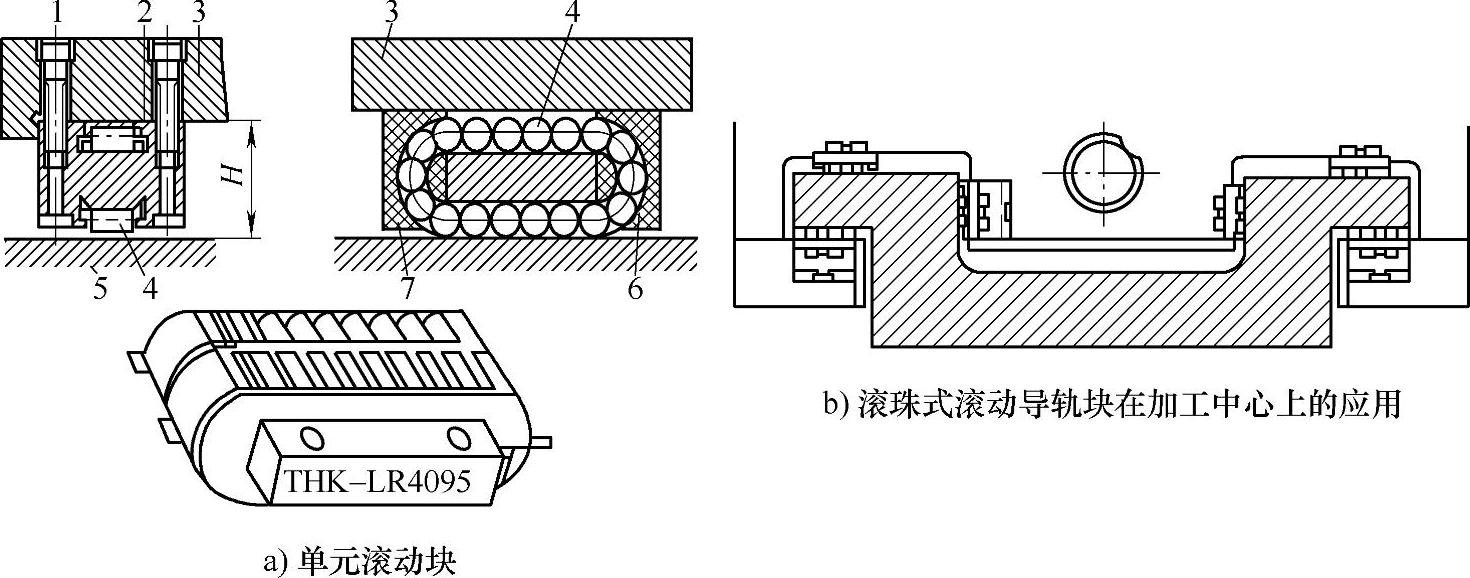
图5-11 滚动导轨支承块的结构及应用
1—固定螺钉 2—导轨块 3—动导轨体 4—滚动体 5—支承导轨 6、7—带返回槽的挡板
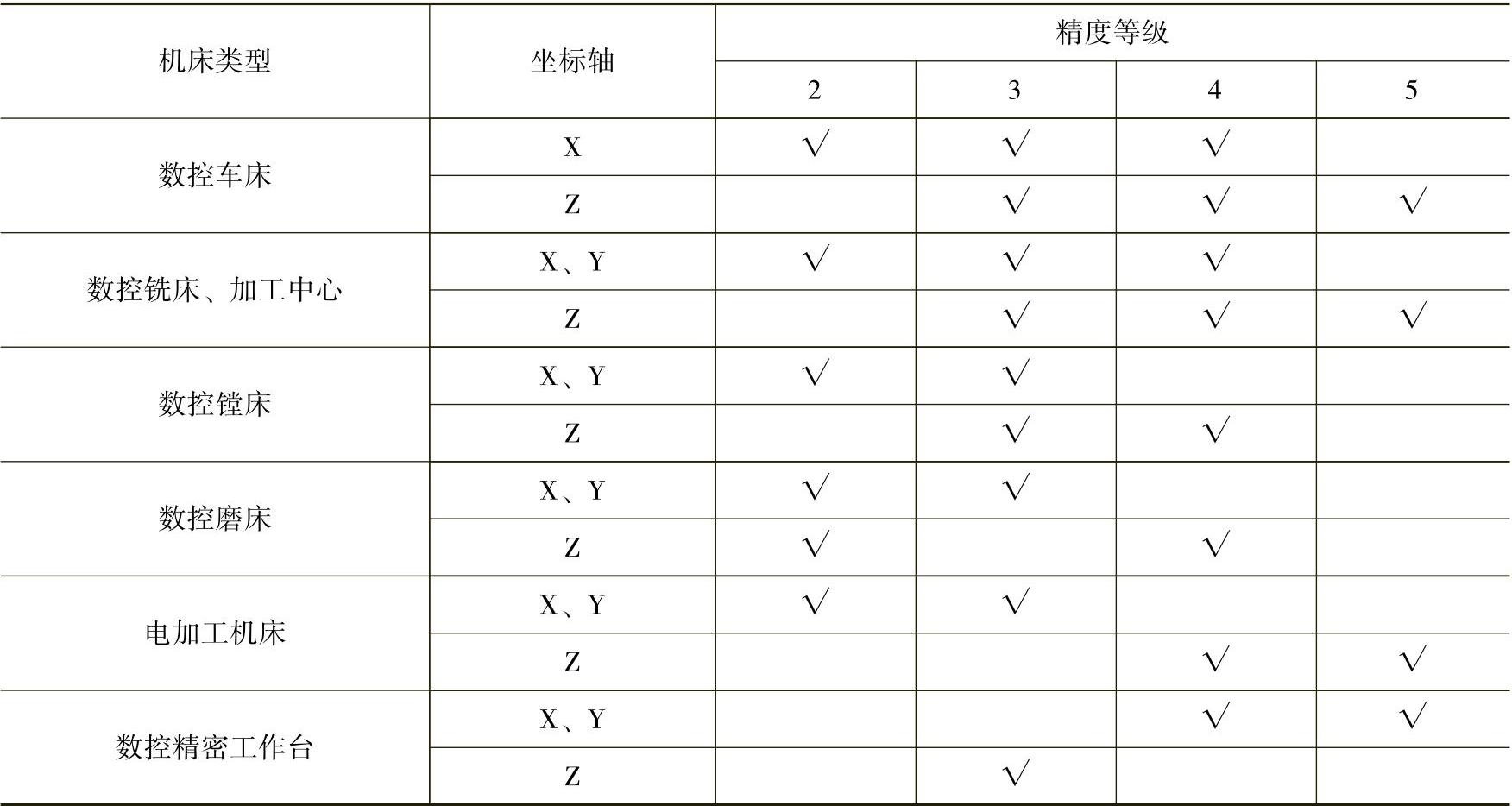
2)现代数控机床广泛采用直线滚动导轨(又称为低噪音型滚动直线导轨),它的导向性好,可承受颠覆力矩;能长时间高速运行且保持精度,预加负载可提高其刚性,具有误差自调均化能力;安装基面允许误差较大,采取精铣或精刨加工即可。数控机床直线滚动导轨的精度等级及选用见表5-2。
表5-2 数控机床直线滚动导轨的精度等级及选用
1.直线滚动导轨副的工作原理
直线滚动导轨副主要由导轨体/滚道1、滚动体保持架3、承载滚珠列4、端部密封5、端盖6、滑块7和润滑油杯8等组成(见图5-12)。其中,导轨体1固定在不动部件上,滑块7固定在运动部件上。当滑块7与导轨体1相对移动时,承载滚珠列4在导轨体1和滑块7之间的循环圆弧直槽内滚动,并通过端盖6内的滚道,从工作负荷区移动至非工作负荷区,再滚动回工作负荷区不断循环,从而完成进给传动部分所要求的支承和导向任务。为防止灰尘和脏物进入导轨副的滚道,滑块两端及下部均装有塑料密封垫;为减小阻尼系数,导轨副的滑块上安装润滑油杯以随时润滑。直线滚动导轨副的导轨体和滑块上通常有4列圆弧滚道,因此它可承受4个方向的负荷和翻转力矩。导轨体承受能力随滚道中心距的增大而加大,不同规格的滚动直线导轨有不同的承载能力,可根据所承受负荷的大小来选择。

图5-12 直线滚动导轨副的结构
1—导轨体/滚道 2—侧面密封垫 3—滚动体保持架 4—承载滚珠列 5—端部密封 6—端盖 7—滑块 8—润滑油杯
2.直线滚动导轨副的安装和预紧
(1)直线滚动导轨副的安装(见图5-13)通常,两根或多根直线滚动导轨副并行使用,以适应各种行程(短导轨接长)和用途的需要。其中一条为基准导轨,可安装为水平、垂直或倾斜姿态。
1)安装前,检查并修复导轨副及装配面的毛刺、碰伤和锈蚀等,并清洗干净表面附着的防锈油等污物。
2)预先检查装配连接部位的螺栓孔是否吻合,避免错位而强行拧入螺栓使导轨副的精度降低。
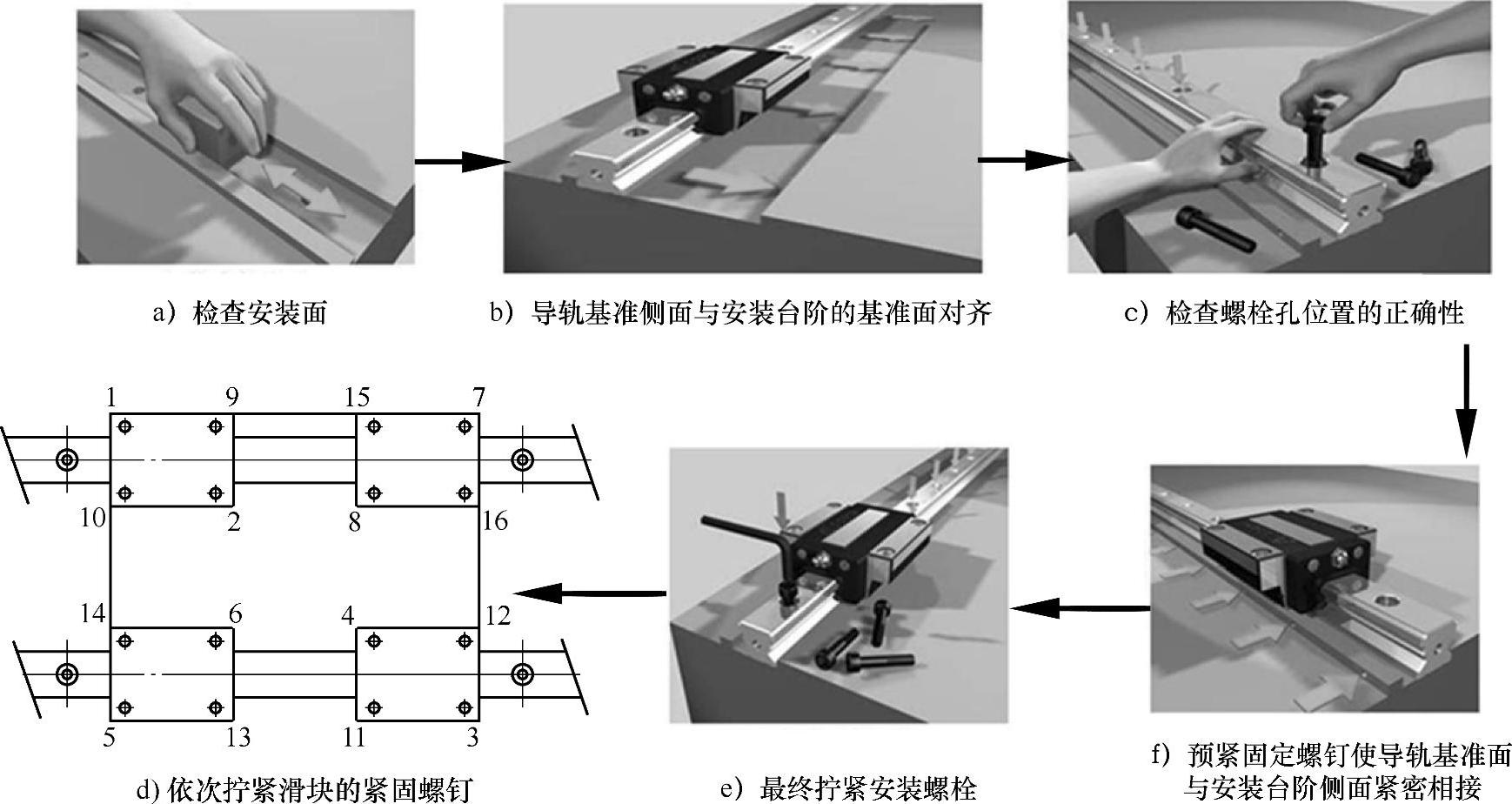
图5-13 直线滚动导轨副的安装过程
3)安装时,务必采取正确的安装固定方式(见图5-14),先安导轨体,再装滑块;要确保运动部件相对于支承元件的正确导向性。
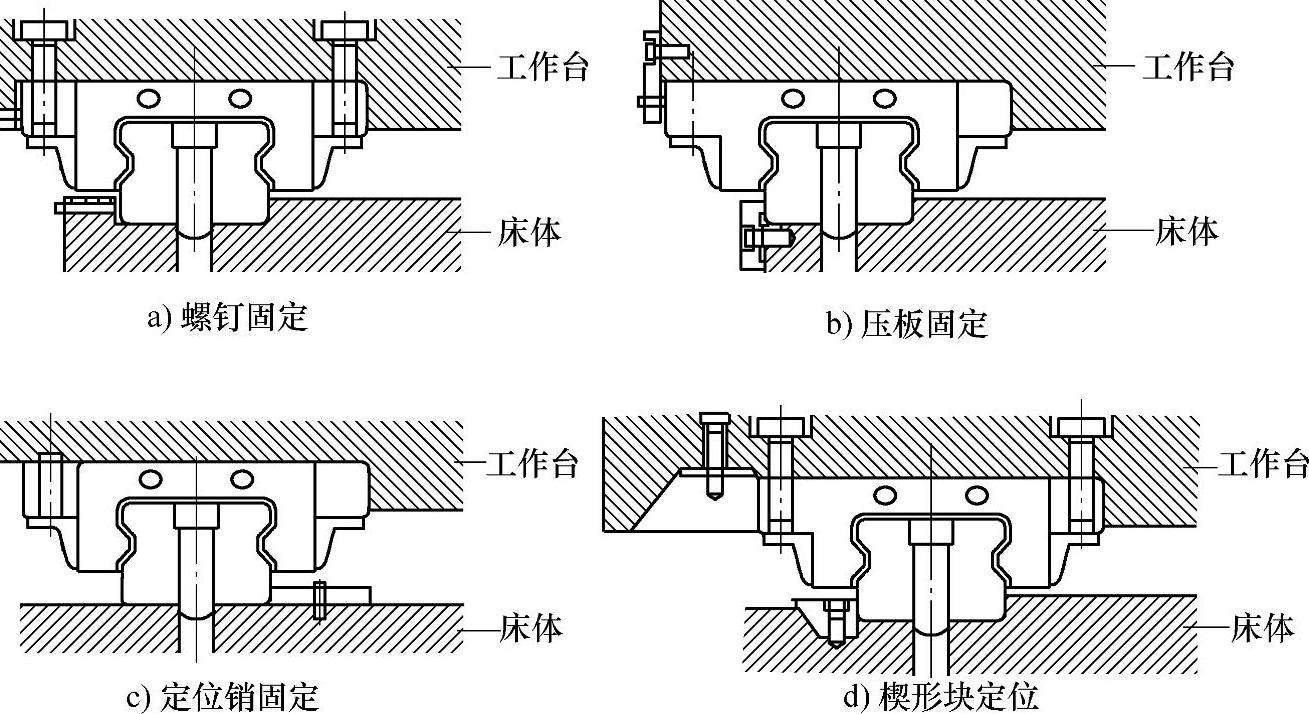
图5-14 直线滚动导轨副的四种安装固定方式
(2)直线滚动导轨副的预紧为了提高直线滚动导轨副的刚度及消除其间隙、防止立式导轨上的滚动体脱落或歪斜等,可采用过盈配合法或调整法对其进行适当预紧(见图5-15)。过盈配合法是施加一定的且大于外载荷的预加载荷,使导轨副产生2~3μm的过盈量,当运动部件较重时,可靠自身重力提供预加载荷。调整法是利用螺钉、斜块或偏心轮等对导轨副进行预紧。
有关数控机床FANUC系统模块化维修的文章

表17-3 万能外圆磨床的床身加工工艺(续)在导轨面经过粗刨、人工时效热处理和精刨后,进行导轨磨削,以达到导轨的精度要求。2)导轨磨削是复杂零件的平面磨削,平面的精度要求高。导轨周边磨削法属于成形磨削法,导轨的形面精度由砂轮修整器保证,故精确修整成形砂轮即可满足导轨的加工精度要求。表17-4 常用国产导轨磨床的参数导轨磨削时的受热变形也会影响到导轨的精度。......
2023-06-28

任务要求1.了解滚动轴承的结构及其特点。图4.52减速器3.能合理地进行滚动轴承的组合设计。滚动轴承的代号由前置代号、基本代号和后置代号3个部分代号所组成。表4.15滚动轴承代号尺寸系列代号尺寸系列代号是由轴承的直径系列代号和宽(高)度系列代号组合而成,用两位数字表示。......
2023-06-30

随着载荷的增大,塑性变形量也逐渐增大。实验证明,即使在很小的载荷作用下,轴承中也产生塑性变形。图2-51 δ与Q2/3的关系图图2-52 塑性变形δs与载荷Q的关系图2.塑性变形的计算公式滚动轴承中塑性变形的计算公式为对点接触:式中 δs——滚动体和一个滚道接触处总的塑性变形量;Q——滚动体载荷;Dw——滚动体直径;ρⅠ1;ρⅡ1;ρⅠ2;ρⅡ2——接触物体Ⅰ、Ⅱ在主平面1、2中的主曲率。......
2023-06-26
滚动轴承振动按产生机理可分为以下三种类型:轴承结构的固有振动1)把外圈看作是弹性体引起的固有振动,如表5-1所示。表5-1 套圈弹性固有振动类型表5-2 套圈刚体固有振动类型表5-3 滚动体固有振动强迫振动1)滚动体通过振动 当轴承运转时滚动体周期通过载荷作用线引起的振动,如表5-4所示。表5-6 滚道表面缺陷引起的轴承振动频率滚动轴承的振动往往是以上各类振动共同作用的结果。......
2023-06-26

端面磨削的表面粗糙度值为Ra0.4μm,导轨面为凹平面。图17-1 导轨磨削的形式a)端面磨削 b)周边磨削 c)碗型砂轮端面磨削的导轨磨床 常用的有落地式导轨磨床、单臂导轨磨床和龙门导轨磨床三种。图17-2所示为M51100型单臂导轨磨床,有两个磨头。精密导轨面采用单配磨削,以床身导轨为基准,配磨工作台导轨面,以达到导轨的精度要求。目前,数控定梁龙门式导轨磨床可进行高精度导轨的磨削加工。......
2023-06-28

滚动轴承的应用设计围绕轴承代号选择和支承结构设计两大内容进行,并且贯穿全过程。本章主要介绍在应用设计中所涉及到的一些问题,主要内容有:滚动轴承的支承结构形式;滚动轴承配合的选择;与滚动轴承相配零件的加工精度和表面粗糙度;滚动轴承游隙的选择;滚动轴承的密封装置;滚动轴承的轴向紧固装置;滚动轴承的安装尺寸。......
2023-06-26
据编者了解,把熔点低于232℃的合金称为低熔点合金较为普遍。低熔点合金具有熔点低、强度高、浇注后冷却膨胀、合金材料可长期反复使用等特点,在模具中得到广泛应用。用低熔点合金制作模具,可使制模周期缩短80%,模具成本降低60%~80%,模具改型方便。低熔点合金材料的种类很多,但能够用来制作模具的材料并不多。低熔点合金中,锑的熔点为630℃,铅的熔点为327℃,铋为271℃,锡为231℃。......
2023-06-26
图4-16 变频器与电源再生变频器组合时的连接电路图4-17 回馈电网制动原理图回馈制动技术性能及特点回馈制动技术性能见表4-5。目前,深圳佳能电子公司采用加拿大技术,已开始专门从事变频制动装置的制造和应用,还有深圳英腾电气有限公司,也生产能耗制动及回馈制动产品。在以下行业的设备上,使用回馈制更为迫切:1)制药厂内葡萄糖结晶用的高速分离机。......
2023-06-19
相关推荐