还可用多规格的薄垫片来调整导轨的间隙。楔形镶条又称楔铁,楔形镶条的全长厚度斜向变化,长的斜度为1∶100、短的斜度为1∶40,且镶条越长斜度越小;依靠调节螺钉使镶条纵向位移来调整导轨的间隙,调整完毕将其固定;其调整容易且受力均匀,但制造较难。......
2023-06-23
数控机床的导轨副是支承和引导运动部件沿一定轨道直线或圆周方向运动的机械部件,主要起导向和支承作用(即支承运动部件并保证其能在外力的作用下准确地沿着规定的方向运动),是进给传动部分的基本结构要素之一。导轨副由支承导轨(与支承件连成一体的固定不动的导轨)和动导轨(与运动部件连成一体的导轨)两部分组成。
数控机床要求所配置的导轨副具有高速进给不振动、低速进给不爬行、重载荷下可长期连续耐磨(不耐磨是导轨副原始精度丧失的主要原因)且精度保持性高等性能。影响数控机床导轨副精度的因素主要有导向精度、接触精度、表面粗糙度及导轨副硬度等。
(1)导向精度主要指导轨在垂直平面和水平面内的直线度及导轨间的平行度。
1)导轨的直线度误差:指垂直平面和水平面内导轨面弯曲不直的允许误差。
①垂直平面内的直线度误差δ1(见图5-3):沿导轨长度方向作一假想垂直平面M与导轨相截,其包容曲线OPQ与距离最小的两平行线间的坐标值。
②水平面内的直线度误差值δ2(见图5-4):沿导轨水平方向作一假想水平平面H与导轨相截,其包容线OFG间的坐标值。
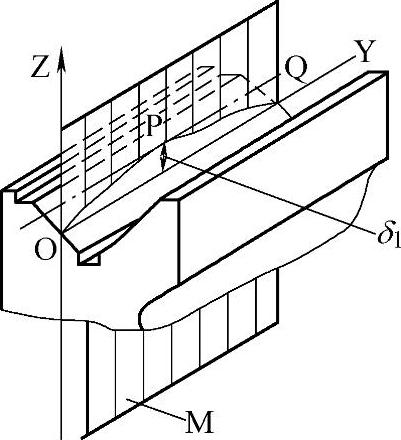
图5-3 导轨垂直平面内的直线度误差
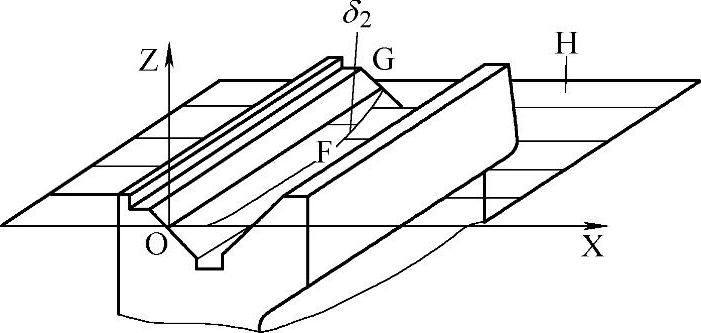
图5-4 导轨水平面内的直线度误差
③导轨的直线度误差有两种表示法:导轨1m长度内的直线度允许误差和导轨全长内的直线度允许误差。一般机床导轨的直线度允许误差为(0.015~0.02)mm/1000mm。
2)导轨间的平行度误差(见图5-5):指一组导轨(如平导轨—V形导轨)间的平行度允许误差,用横向宽度上的倾斜角度误差 表示。一般机床导轨的平行度允许误差为(0.02~0.05)mm/1000mm。
表示。一般机床导轨的平行度允许误差为(0.02~0.05)mm/1000mm。

图5-5 导轨间的平行度误差
(2)接触精度为保证导轨副的接触刚度和运动精度,导轨副配合表面必须接触良好。对于刮研导轨,以导轨面每25mm×25mm面积内的接触斑点数作为接触精度等级的评定指标;对于磨削导轨,一般用接触面积大小作为评定指标。
(3)表面粗糙度刮研滑动导轨面的表面粗糙度值Ra≤1.6μm,磨削导轨和精刨导轨的表面粗糙度Ra≤0.8μm。
(4)导轨副硬度导轨磨损是机床原始精度丧失的主要原因。为减小导轨磨损,导轨表面采取淬火、镀铬或涂钼等方式,使其硬度超过170HBW且全长内硬度均匀一致。同时为保持导轨的精度,与之相配的另一滑动件的硬度应比导轨硬度稍低些,即使用不同的材料匹配,如铸铁-淬火钢、铸铁-塑料、钢-青铜等。
有关数控机床FANUC系统模块化维修的文章

还可用多规格的薄垫片来调整导轨的间隙。楔形镶条又称楔铁,楔形镶条的全长厚度斜向变化,长的斜度为1∶100、短的斜度为1∶40,且镶条越长斜度越小;依靠调节螺钉使镶条纵向位移来调整导轨的间隙,调整完毕将其固定;其调整容易且受力均匀,但制造较难。......
2023-06-23

数控机床导轨副常见的故障及处理方法见表5-3。3)更换合格的直线导轨后,故障排除。2)将Y轴导轨修磨、刮研后,重新装好,故障排除。故判定X轴的导轨镶条过松引起间隙。......
2023-06-23
导轨是机床中运动部件的重要结构要素。3)前后导轨的平行度。图17-12 床身与工作台导轨配磨误差方向a)床身误差方向 b)工作台导轨误差方向2.导轨的制造精度检验床身导轨的技术要求 床身导轨的技术要求包括导轨在垂直平面内的直线度、导轨在水平面内的直线度及导轨的平行度公差要求。上述计算经线性换算,水平仪每格读数为 ,即Δmax=图17-14 用作图法求导轨的直线度误差2)用计算法求导轨的直线度误差见表17-1、表17-2。......
2023-06-28

Step1.选择下拉菜单命令。Step2.此时系统弹出图9.6.9所示的“齿轮副定义”对话框,在该对话框中进行下列操作:输入齿轮副名称:在该对话框中的名称文本框中输入齿轮副名称,或采用系统的默认名。图9.6.8 基准面的选取图9.6.9 “齿轮副定义”对话框定义齿轮1输入齿轮1节圆直径:在图9.6.9所示的对话框中的“节圆直径”文本框中输入30。图9.6.10 齿轮副设置图9.6.11 “齿轮副定义”对话框定义齿轮2Step4.完成齿轮副定义:单击“齿轮副定义”对话框中的按钮。......
2023-06-20

为了提高和保证加工精度,可以通过采取一定的工艺措施和其他方法来减少或消除这些误差对加工精度的影响。图3-18 刀具转位误差的转移5.就地加工法有些零件或产品的精度在加工和装配中难以达到或者根本不可能,如果采用就地加工法,就有可能很快地解决看似非常困难的精度问题。......
2023-06-25

返回导轨与工作导轨不同,施加到导轨上的载荷几乎是固定的,梯级自重载荷Ws均等分布在4个梯级滚轮上,一个梯级距的梯级链重量的载荷Wc均匀分布在梯级主轮上。因返回主轮导轨和副轮导轨是分离设置的,下面以受力较大的主轮返回导轨为例讲解强度校核。要注意的是返回导轨的上曲线段与工作导轨上曲线段类似的法线张力,因此有必要对其进行强度和磨损分析,方法与工作导轨上曲线区段相同。......
2023-06-15
为了获得稳定的实验结果,将上述对训练数据集和测试数据集的随机划分独立重复进行100次,每次独立划分进行一次独立的实验,并计算这100次独立实验结果的平均值,将其作为最终的纹理识别精度。但是,在纹理图像识别领域,目前还不存在一个大规模的、专用于纹理图像识别任务的纹理图像数据库,因此无法对深度学习模型进行充分的训练。......
2023-06-29

机械加工后,零件实际几何参数与理想零件相符合的程度称为加工精度。这是人为地制造一种误差,去抵消另一种原始误差,从而达到加工精度的目的。用刀具的相应尺寸来保证加工表面的尺寸精度。加工工件时,获得形状精度的方法有下列三种。常见的滚齿、插齿等齿轮加工方法均属展成法。......
2023-06-28
相关推荐