【摘要】:所有保存的系统报警信息可以从IPL画面输出至存储卡中。图3-76 FANUC 0iMD/30iA系统报警画面2)在IPL监控器画面上选择“5.SYSTEM ALARM UTILITY”。
1.系统主板上LED显示及指示灯的含义
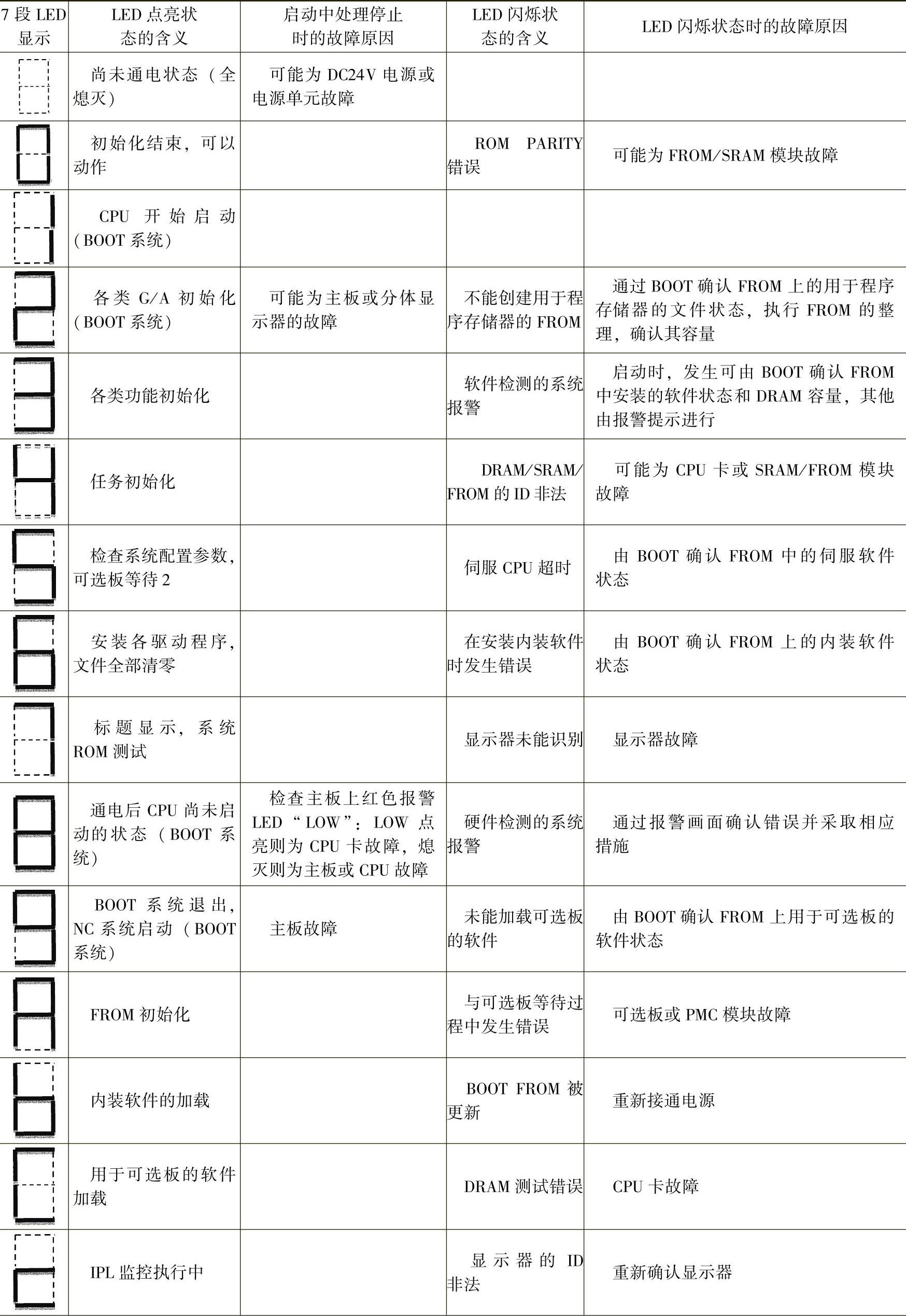
FANUC 0iD系统和FANUC 30i/31i/32i系统(一体型的8.4in或10.4in显示器)的主板上有4个用于CNC系统报警的红色报警LED[LOW(FANUC 0iD为LOWV)、ALM1、ALM2和ALM3],1个用于CNC启动和运行监控的7段LED,2个以太网状态LED(黄色的COM和绿色的LINK);而FANUC 30i/31i/32i系统(一体型15in显示器)的主板上除了这7个LED之外,增加了3个绿色状态LED(DNV1、DNV2和DNV3)以显示控制状态、1个用于显示控制系统报警的红色LED(DNV4)和1个用于监控显卡供电的绿色LED(DNV5)。各指示灯的含义及故障原因见表3-10~表3-12。
表3-10 系统报警时红色LED和以太网状态LED的显示
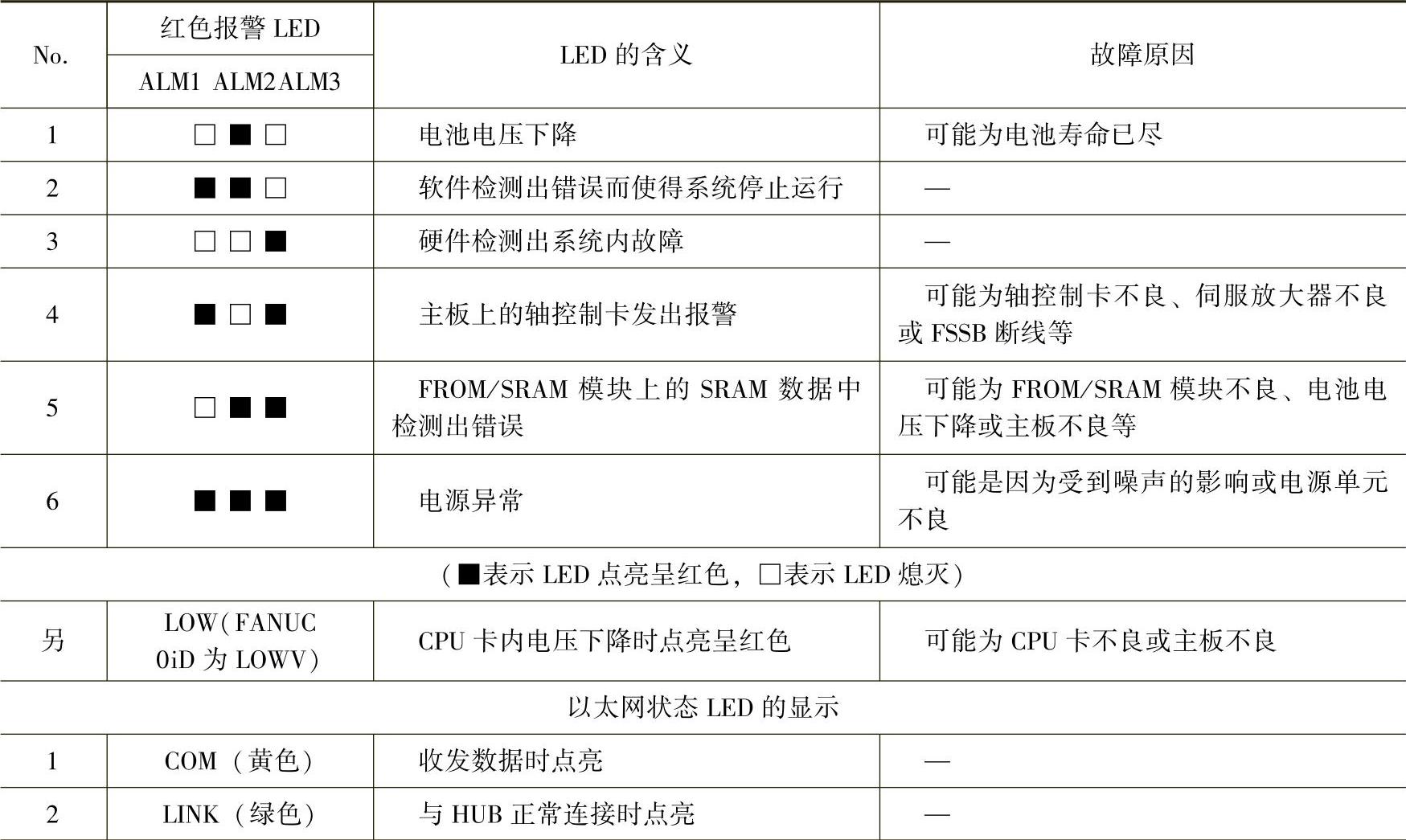
表3-11 FANUC 30i/31i/32i系统15in显示器控制状态LED和报警LED的显示
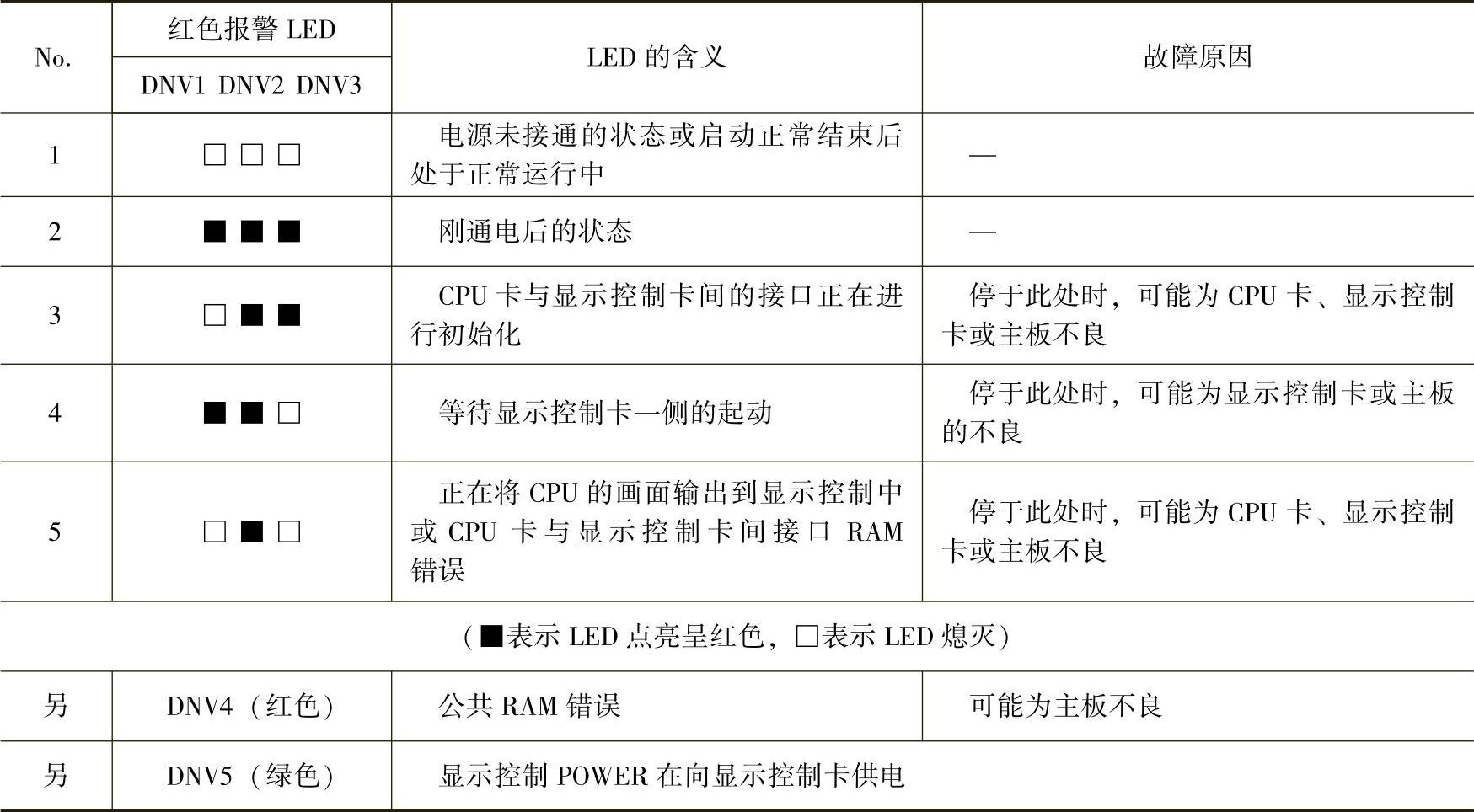
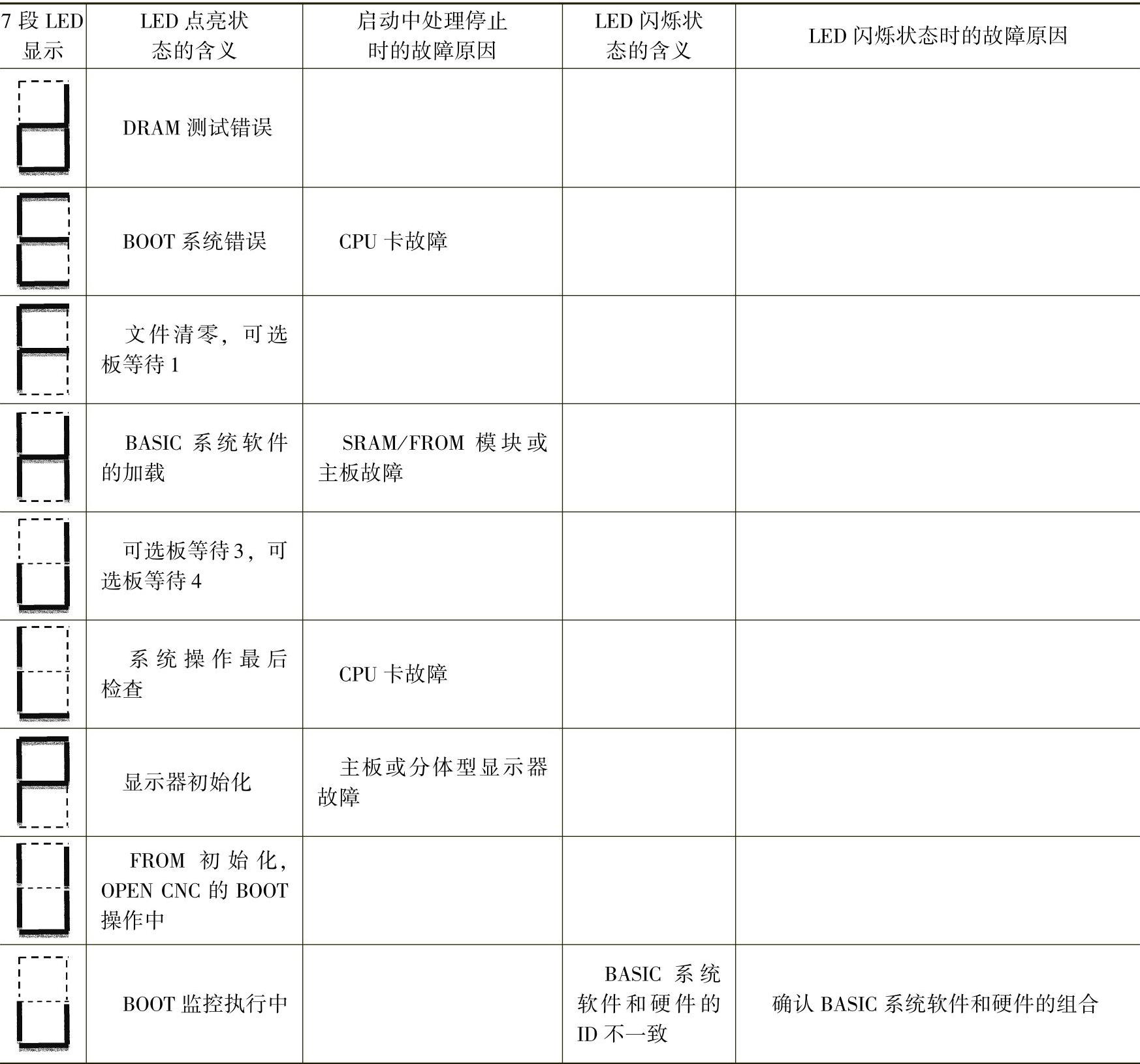
表3-12 CNC启动过程中7段LED点亮状态和闪烁状态的显示及其故障原因
(续)
2.系统报警的显示、操作和分类
FANUC 0iD/30i/31i/32i系统在检测出不能维持系统正常动作的状态时,将转移到系统报警状态的特殊处理状态。进入系统报警状态时,切换至CNC系统报警画面(见图3-76)并断开伺服放大器和主轴放大器的励磁及切断I/O Link的通信。
系统报警画面由多页信息构成,通过MDI面板的[PAGEUP]和[PAGEDOWN]功能键可切换页面,按[RESET]键执行IPL监控。
发生系统报警时的各类信息保存至SRAM中,但SRAM中仅保存最近发生过2次的系统报警信息;当发生第3次系统报警时,将放弃保存的发生最早的系统报警信息而保存新的报警信息。所有保存的系统报警信息可以从IPL画面输出至存储卡中(对于FANUC 300i/310i/320i/300is/310is/320is系统报警信息保存至外部介质时,需使用NC BOOT32的SRAM批保存功能)。
(1)输出系统报警信息的操作方法
1)启动IPL监控器:发生系统报警且显示出系统报警画面的情况下,按下MDI面板上[RESET]键;断开系统电源后同时按住“-”和“.”,系统再上电,便启动IPL监控器进入MENU界面(见图3-77)。
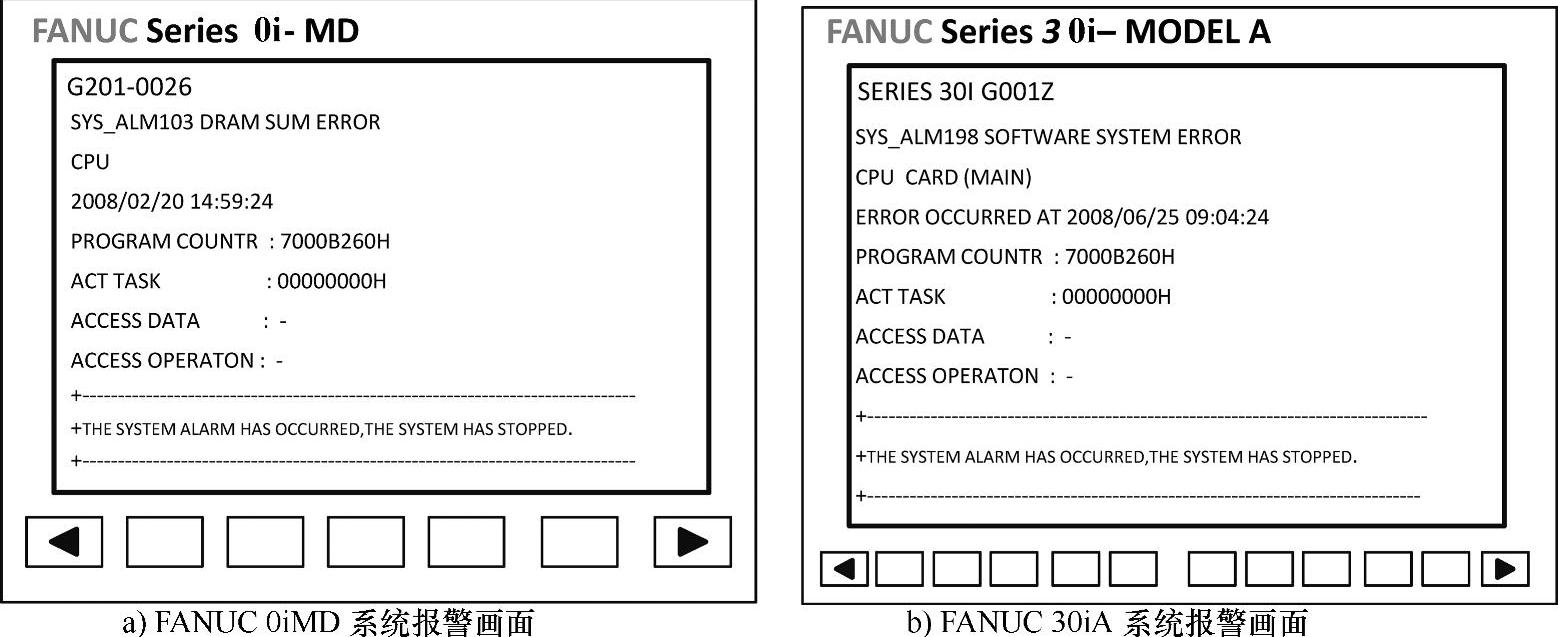
图3-76 FANUC 0iMD/30iA系统报警画面
2)在IPL监控器画面上选择“5.SYSTEM ALARM UTILITY”(系统报警公用程序)。
3)在“SYSTEM ALARM UTILITY MENU”(系统报警公用程序目录)中选择“2.OUTPUT SYSTEM ALARM FILE”(输出系统报警文件)(见图3-78)。

图3-77 IPLMENU画面

图3-78 系统报警公用程序目录
4)从系统报警画面执行IPL监控器时,选择“2.OUTPUT SYSTEM ALARM FILE FROM DRAM”(从DRAM输出系统报警);断开电源后输入“1”,选择“1.OUTPUT SYSTEMA-LARM FILE FROM FILE-RAM”(从文件RAM输出系统报警)(见图3-79)。
5)在图3-79的画面中选择“1”时,显示出所保存的系统报警列表,可输入希望输出的文件号,然后输入存储卡保存的文件名并执行输出(见图3-80)。

图3-79 输出系统报警文件
(2)系统报警的分类及故障原因(见表3-13)
3.系统401号报警(外部总线地址非法)
(1)报警说明CNC的总线发生故障,其报警画面见图3-81。
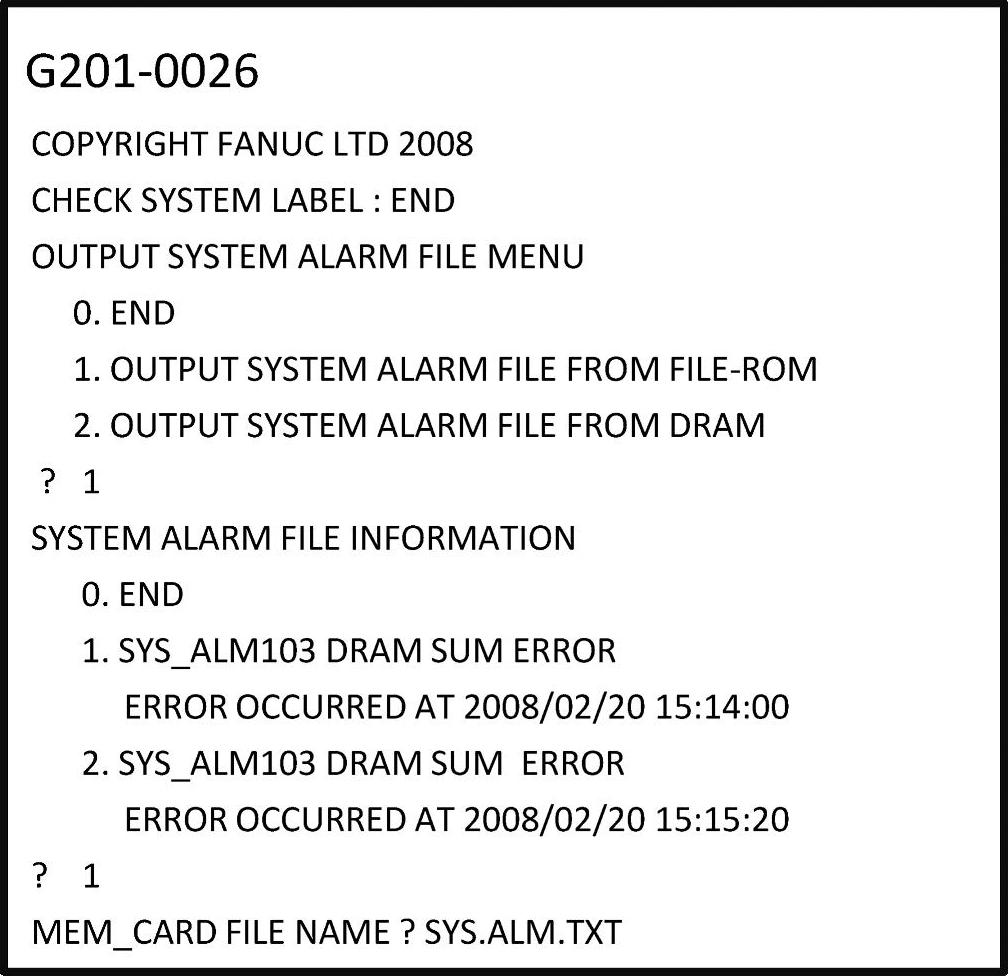
图3-80 系统报警文件信息
表3-13 FANUC 0iD/30i/31i/32i系统报警的分类及故障原因

(2)故障原因可能是印制电路板不良或外来噪声的影响。
(3)处理方法根据系统报警画面中“可能性最大的不良部位”的提示来更换相应的部件;除此之外,有可能为画面上MASTER PCB或SLAVE PCB显示的控制板不良,需更换PCB。当机床附近存在干扰源时,应考虑外来噪声干扰的可能性,此时应认真检查系统的接地是否良好。
4.系统403号报警(总线存取超时)
(1)报警说明CNC的总线发生故障,其报警画面见图3-82。
(2)故障原因可能是印制电路板不良。
(3)处理方法根据系统报警画面中“可能性最大的不良部位”的提示来更换相应的部件;除此之外,有可能为画面上MASTER PCB或SLAVE PCB显示的控制板不良,需更换PCB。
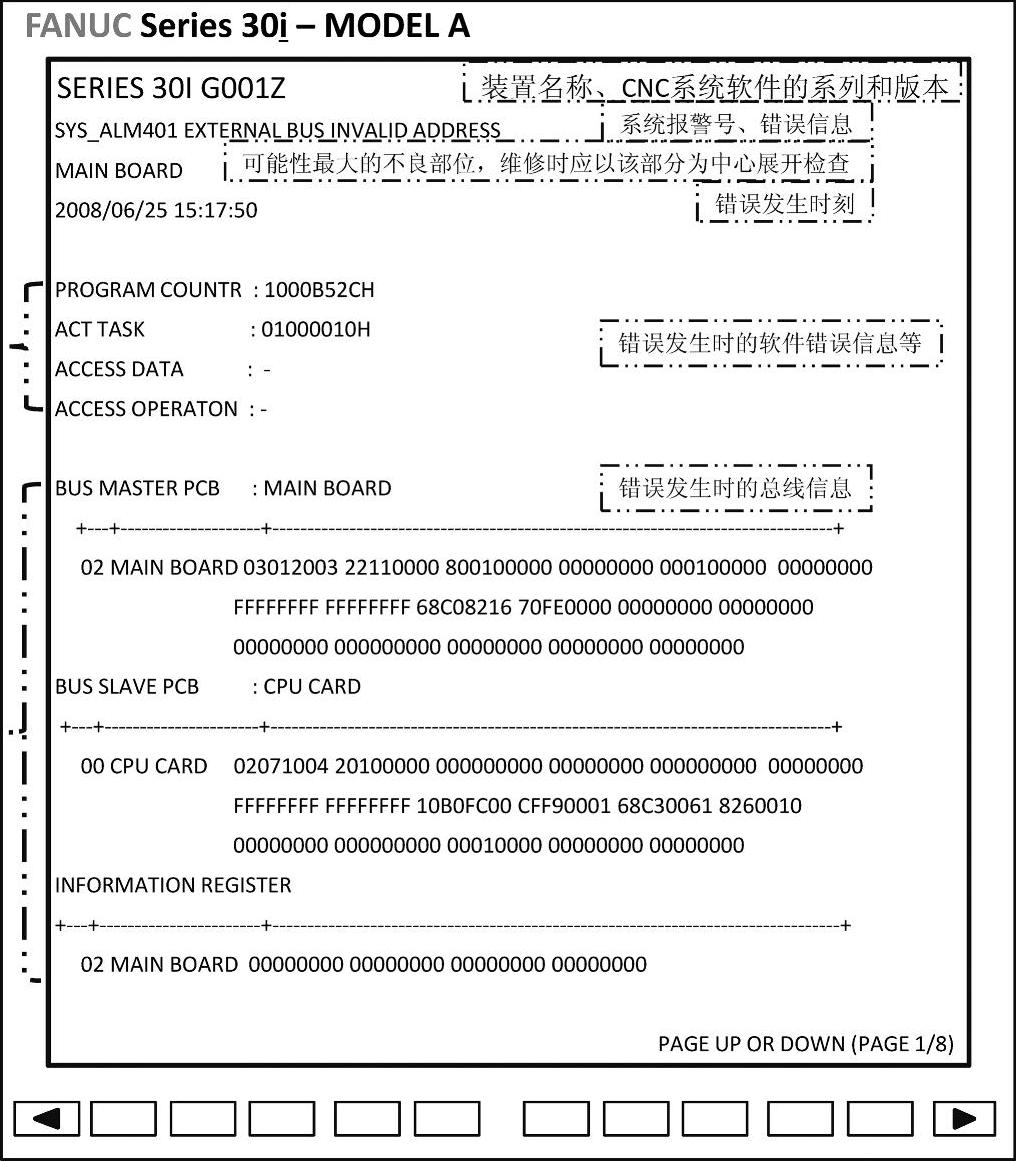
图3-81 系统401号报警画面
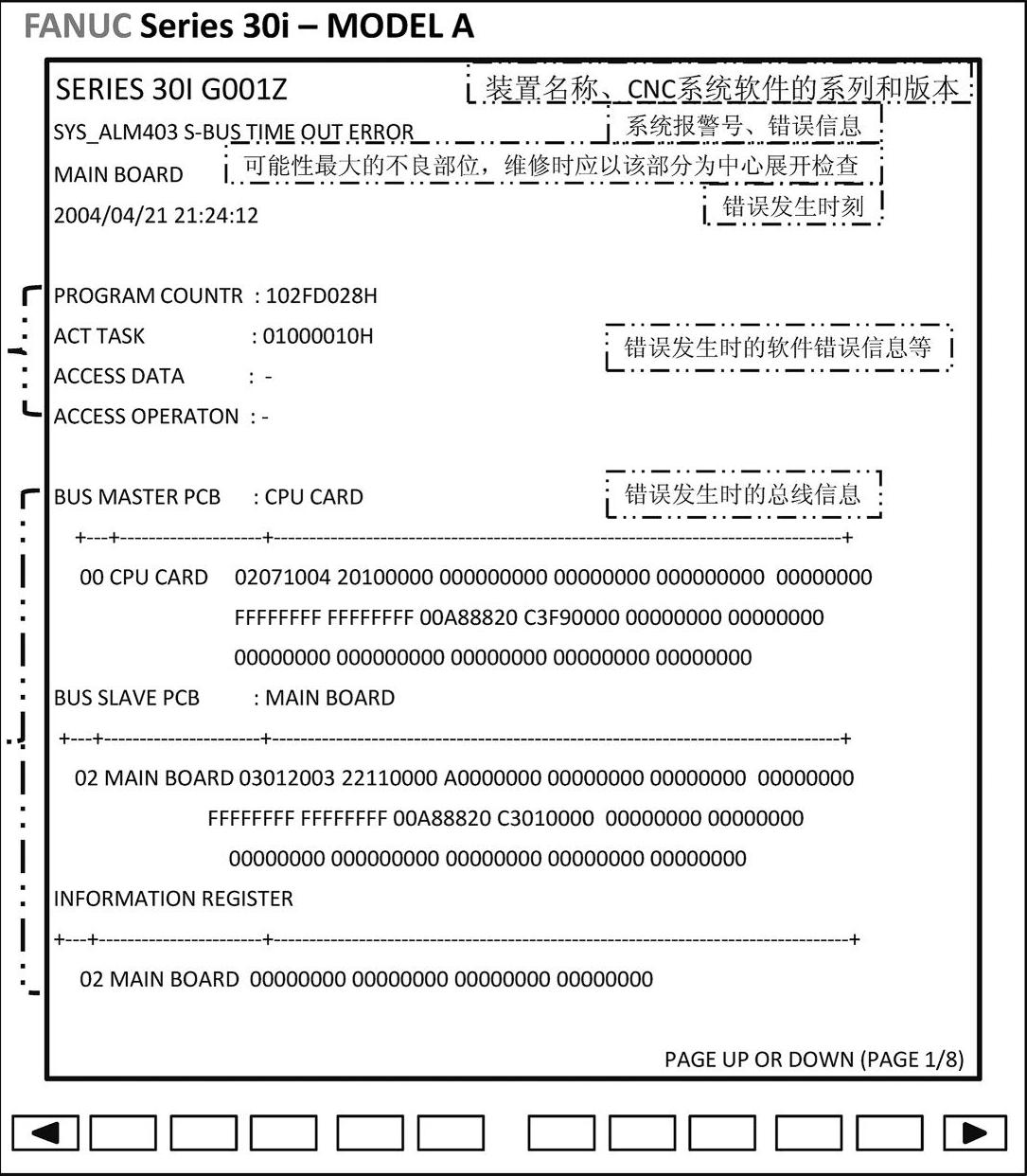
图3-82 系统403号报警画面
5.系统404号报警(数据ECC错误)
(1)报警说明CNC的总线发生故障,其报警画面见图3-83。
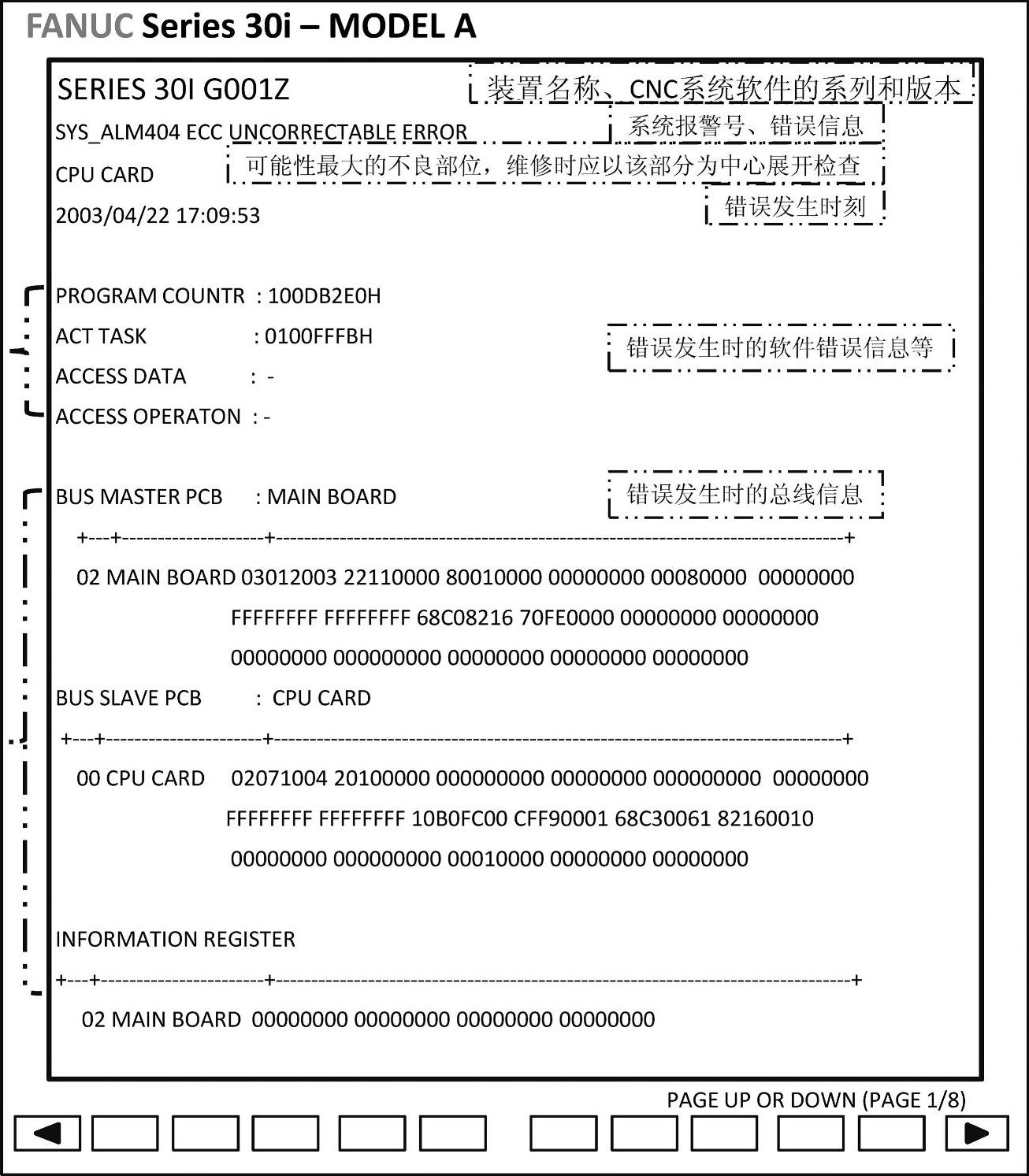
图3-83 系统404号报警画面
(2)故障原因可能是印制电路板不良或外来噪声的影响。
(3)处理方法根据系统报警画面中“可能性最大的不良部位”的提示来更换相应的部件;除此之外,有可能为画面上MASTER PCB或SLAVE PCB显示的控制板不良,需更换PCB。当机床附近存在干扰源时,应考虑外来噪声干扰的可能性,此时应认真检查系统的接地是否良好。
6.系统500号报警(SRAM数据错误)
(1)报警说明FROM/SRAM模块上与SRAM数据间的数据传输错误,其报警画面见图3-84。
(2)故障原因可能是FROM/SRAM模块或主板不良。
(3)处理方法根据系统报警画面中“可能性最大的不良部位”的提示来更换FROM/SRAM模块;如果更换后系统500号报警仍存在,可通过更换主板排除故障。
7.系统502号报警(电源噪声错误)
(1)报警说明CNC的电源产生了噪声或瞬时断电,其报警画面见图3-85。
(2)故障原因可能是电源系统异常或SRAM的数据被破坏。
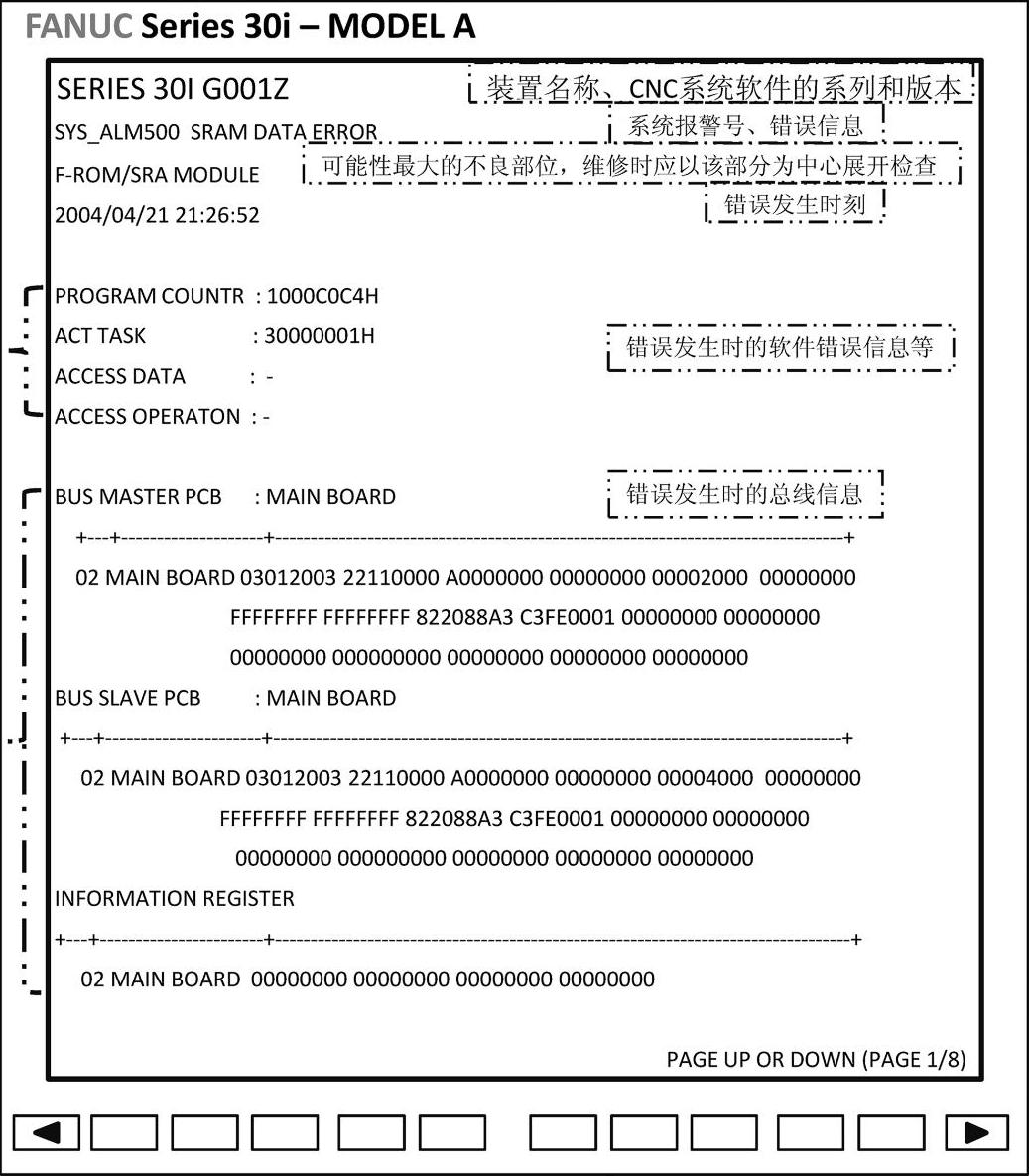
图3-84 系统500号报警画面
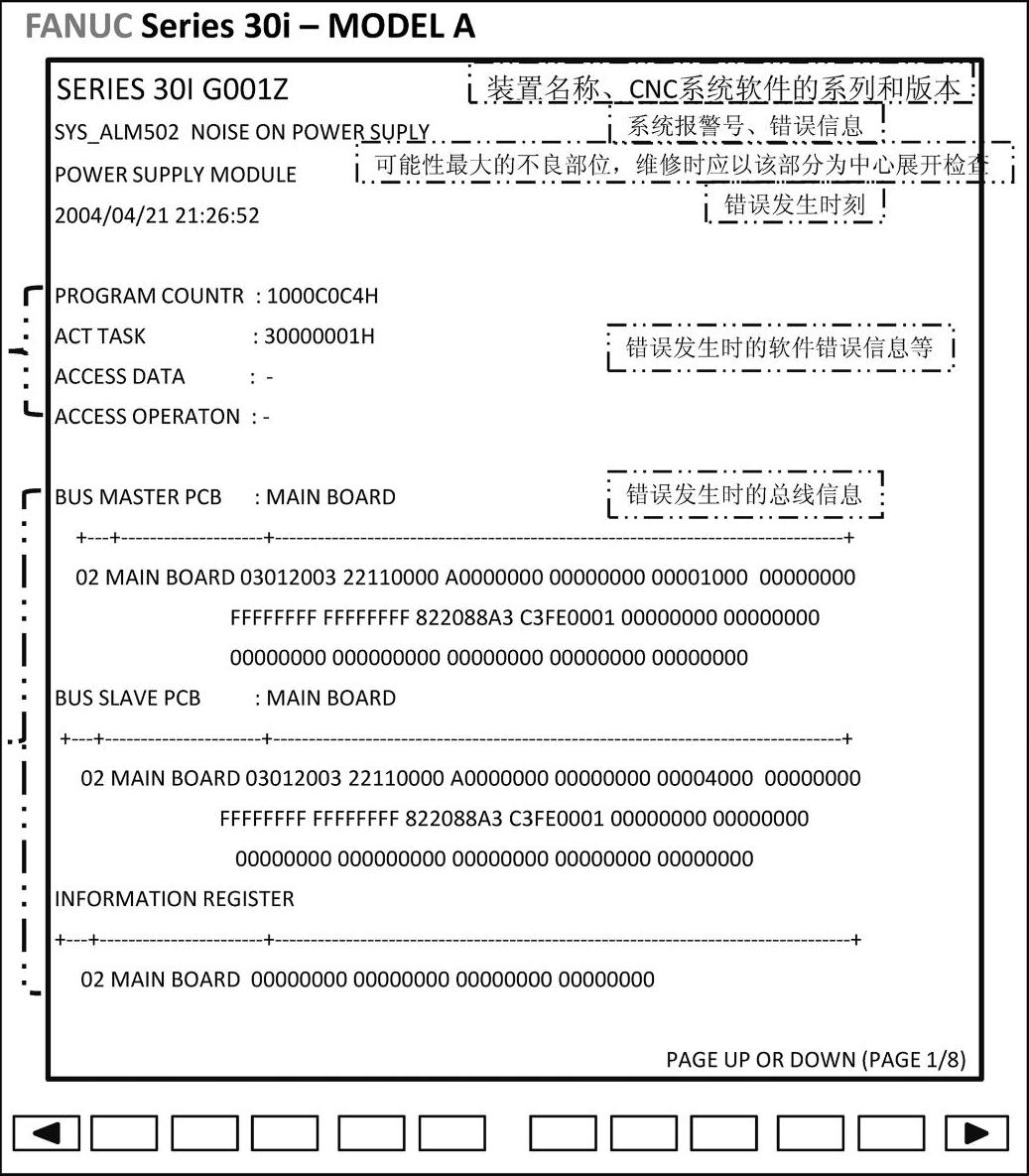
图3-85 系统502号报警画面
(3)处理方法根据系统报警画面中“可能性最大的不良部位”的提示来更换电源模块;如果更换后系统502号报警仍存在,应进行SRAM全清操作并回装数据;如果仍不能消除502号报警,需要更换主板,以排除故障。
8.系统503号报警(电源单元异常)
(1)报警说明主板上的电源发生异常,其报警画面见图3-86。
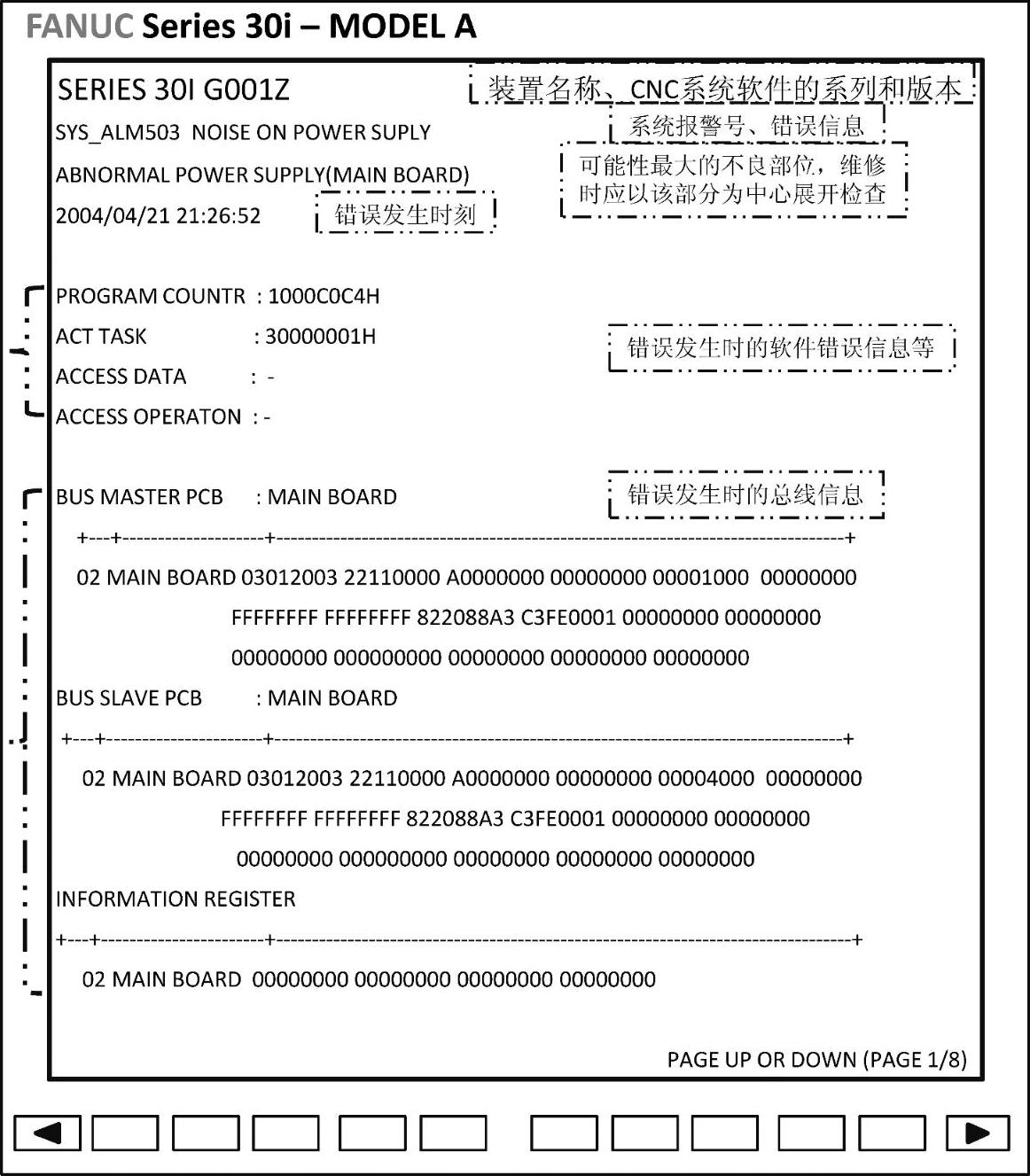
图3-86 系统503号报警画面
(2)故障原因电源模块不良。
(3)处理方法根据系统报警画面中“可能性最大的不良部位”的提示来更换电源模块。
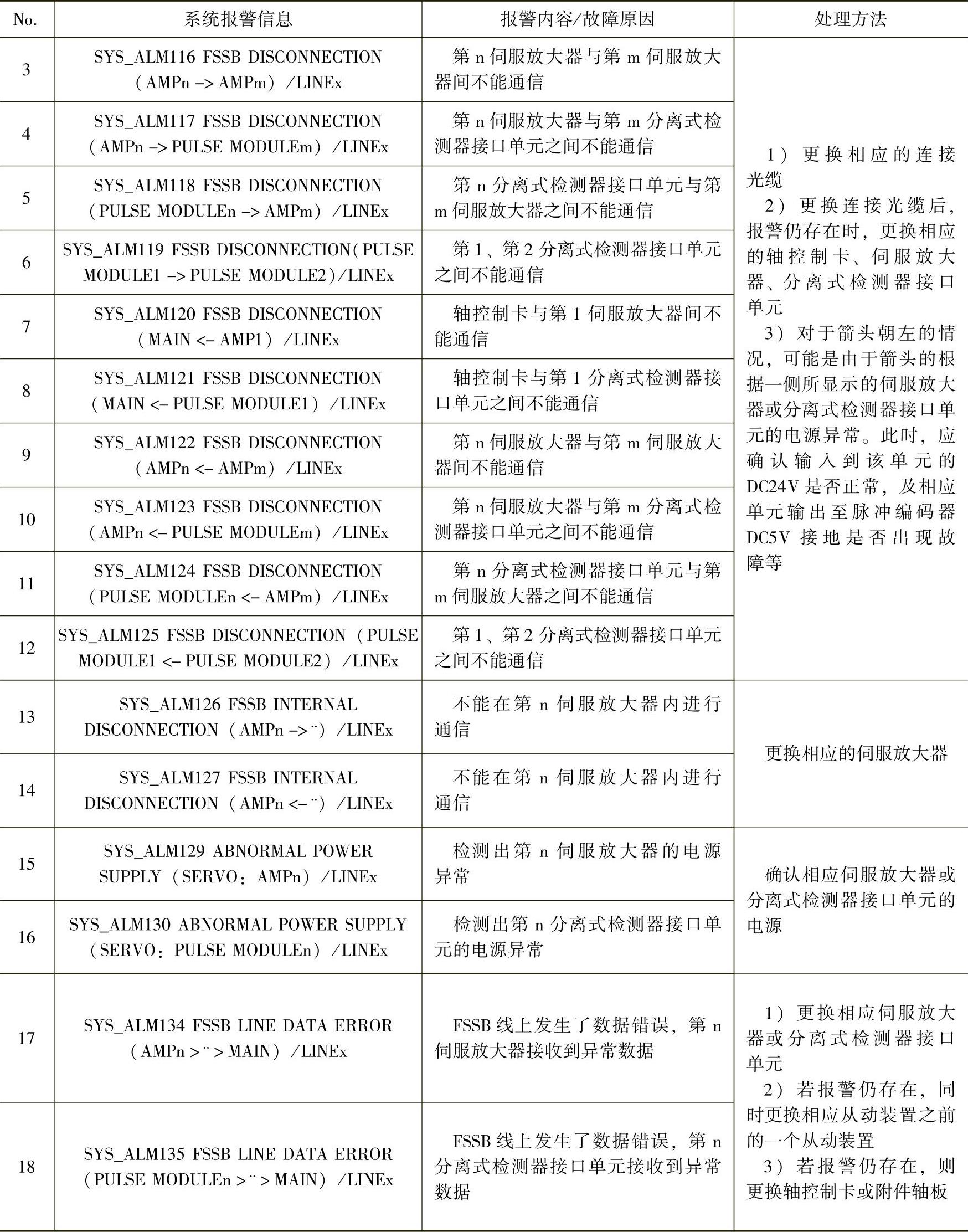
9.系统114~137号报警(FSSB检测出报警)
当伺服放大器、轴控制卡或连接光缆故障时,CNC检测出伺服串行总线FSSB异常时将出现系统114~137号报警。系统114~137号报警信息及处理方法见表3-14(注:信息后面显示的“/LINEx”表示轴控制卡上的光缆连接器号,其中,LINE1为轴控制卡上的COP10A-1、LINE2为轴控制卡上的COP10A-2、LINE3为附加轴板上的COP10A-3)。
表3-14 系统114~137号报警信息及处理方法

(续)
10.系统197号报警(与PMC、I/O Link的报警)
(1)报警说明:与PMC、I/O Link相关的系统报警,其报警画面见图3-87。
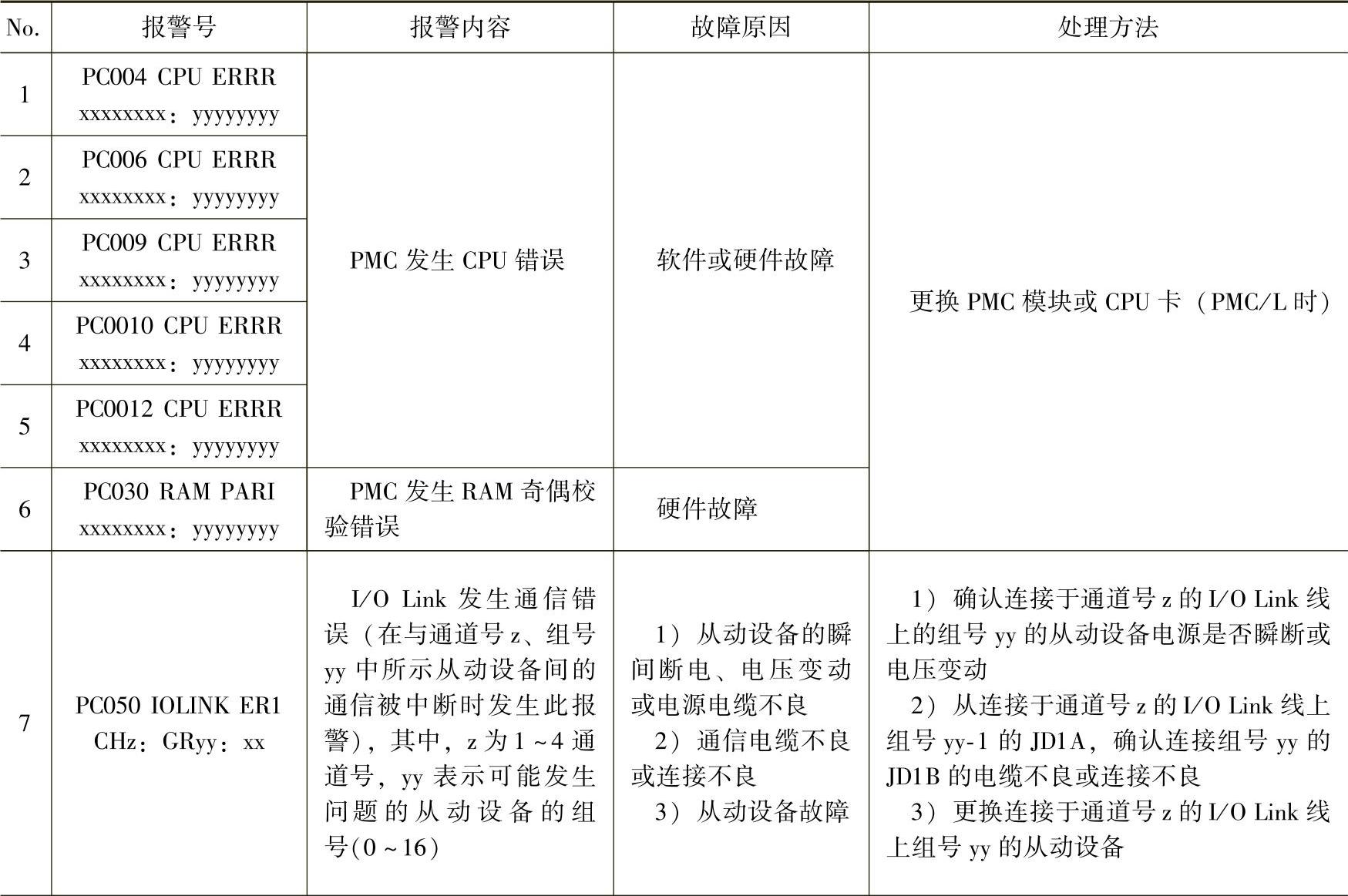
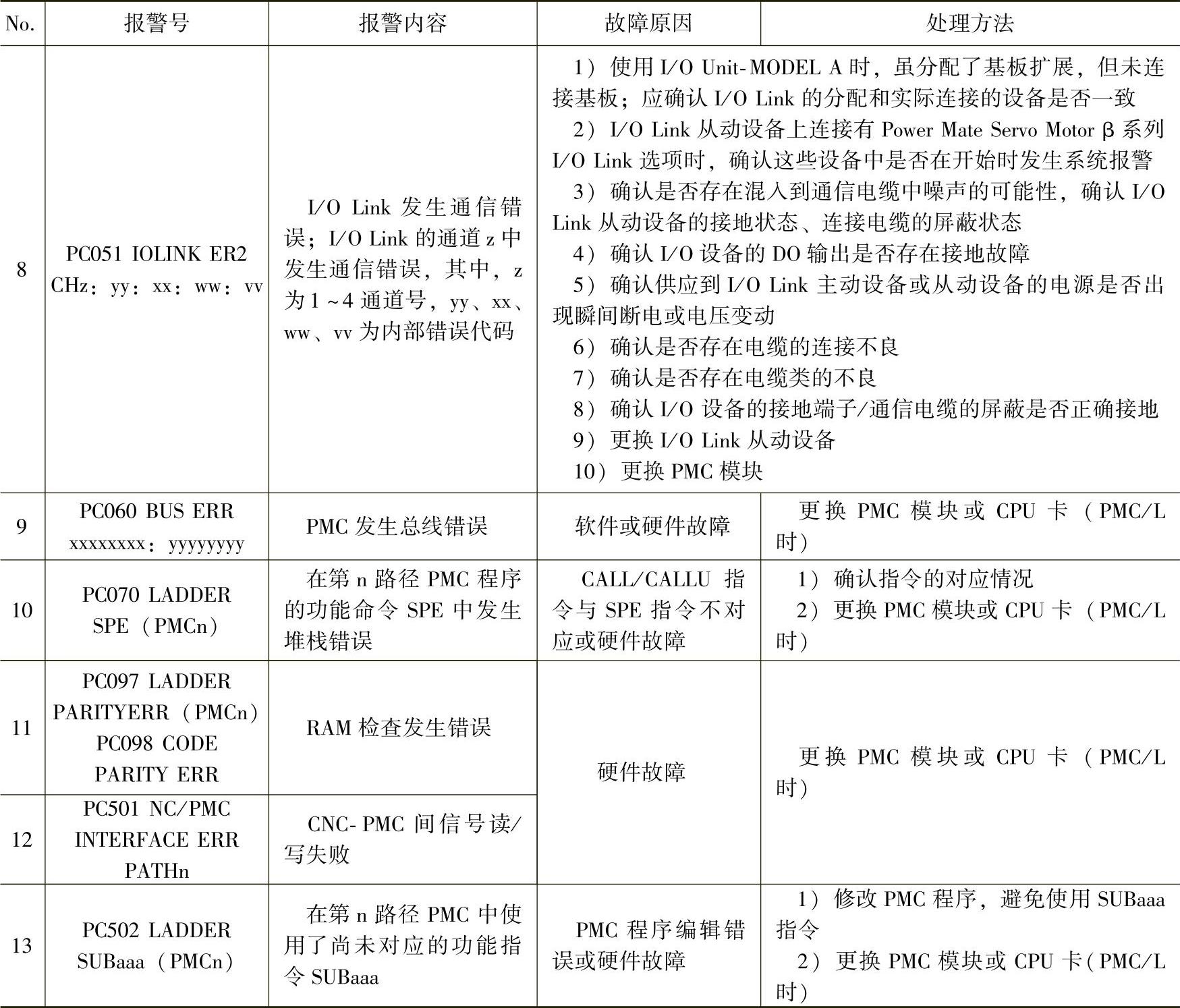
(2)故障原因及处理方法:I/O Link通信异常或PMC控制电路故障等,详情还需参照系统报警画面第2页的“PCxxx”报警进行相应处理(见表3-15)。
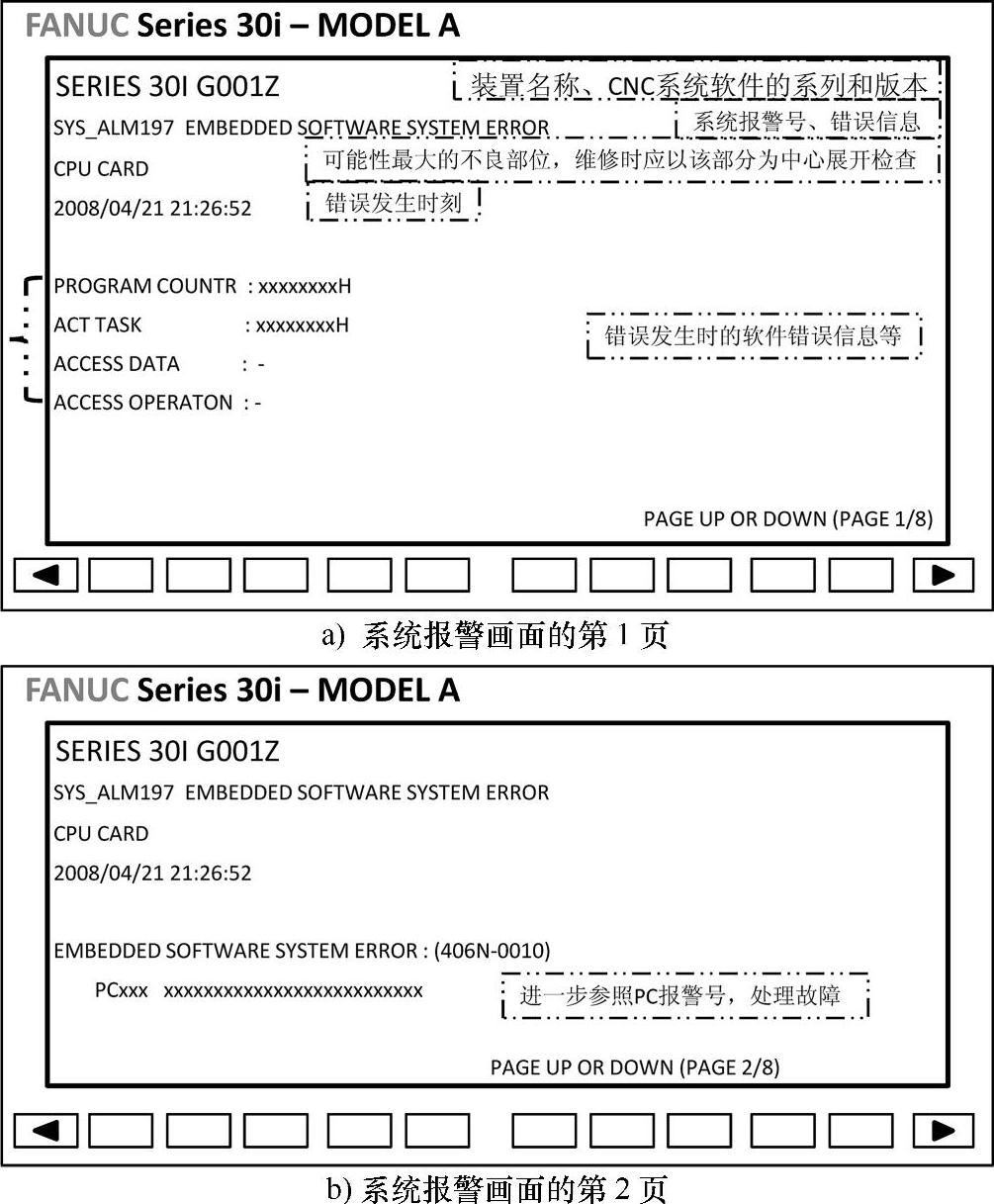
图3-87 系统197号报警画面
表3-15 系统197号报警时的报警号及处理方法
(续)





相关推荐