图3-21 FANUC 0iMA系统的基本配置CP4:电源单元开/关的触点输入信号,可用于机床面板上的NC启动和NC停止开关。JA2:系统MDI键盘信号。图3-22 FANUC18系统的信号接口图JA8A:模拟量主轴信号接口,将CNC发出的主轴速度信号作为变频器的频率给定信号。图3-23 FANUC 0iA系统的信号接口图JF21~JF24:位置检测装置的反馈信号接口,分别与第1~4伺服轴的位置检测装置连接。......
2023-06-23
1.FANUC 18i系统
FANUC 18i系统属于FANUC公司的中档CNC系统,适用于5轴以上的卧式加工中心、龙门镗铣床和龙门式加工中心等。对于更高的性能要求,可采用FANUC 30i系统和FANUC 31iA5系统。这些CNC系统均带有5轴扩展功能(如刀具回转工作头、圆形工作台或两者都安装等),以实现极复杂的加工过程。通过5轴扩展功能,可使机床进行手动进给(Manual Feed)、刀具长度补偿TCP(Tool Center Point Control)、刀具方向补偿TPC(Tool Posture Control,见图3-33)、刀具半径补偿TRC(Tool Radius Compensation)、工件位置补偿(Workpiece Setting Error Compensation,见图3-34)、机器误差补偿(Machine Error Compensation)、倾斜工作面上加工TWP(Tilted Work-ing Plane)和刀具交会点补偿(Tool Cutting Point Compensation)等。
图3-33 刀具方向补偿

图3-34 工件位置补偿
(1)系统的接口及功能(以FANUC18iMB一体型系统为例,见图3-35)
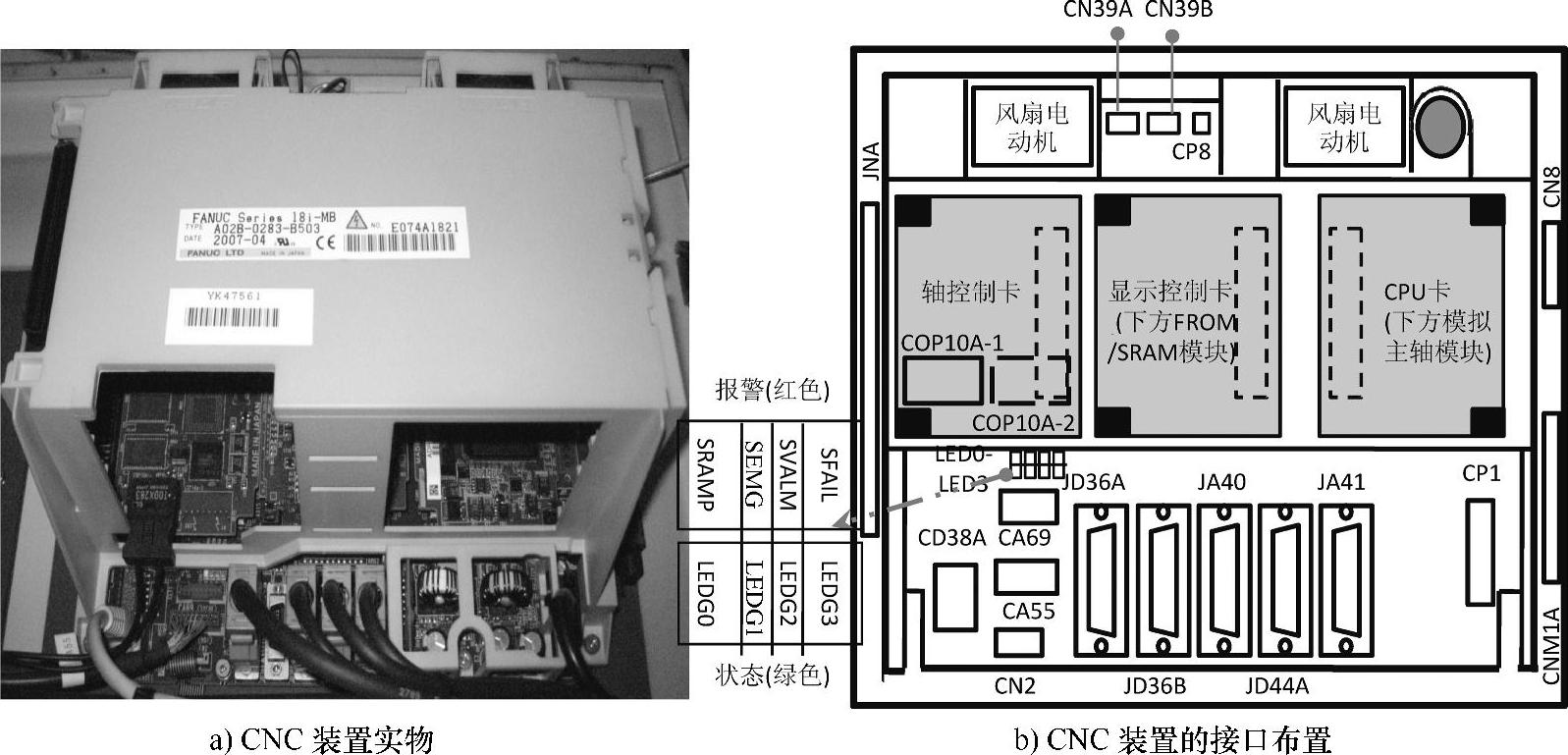
图3-35 FANUC 18iMB一体型系统的接口图
COP10A-1、COP10A-2:伺服串行总线FSSB的2个光缆接口。连接时,CNC侧的FSSB用光缆连接器COP10A与第1级伺服放大器SVM侧的光缆连接器COP10B相连接,该级SVM的光缆连接器COP10A再与后1级SVM的光缆连接器COP10B连接,1个通道最多可连接8个伺服轴。
CD38A:以太网卡接口(IOBASE-T)。
CA69:伺服检查板接口。
CA55:MDI键盘信号。
CN2:屏幕软键接口。
JD36A、JD36B:RS232异步串行通信接口,分别为通道1和通道2的接口。
JA40:用于刀具驱动的模拟量输出信号接口或高速跳跃信号的输入接口。
JD44A:系统I/O Link串行输入/输出接口,用于CNC与各I/O单元的连接,如机床标准操作面板、I/O扩展单元及具有I/O Link接口的伺服放大器连接,以实现附加轴PMC的控制。I/O Link分为主单元和子单元,系统的控制单元为主单元,与CNC连接的各I/O单元为子单元。子单元可分为若干个组,一个I/O Link最多可连接16组子单元。另外,I/O Link子单元的电缆均是从一个单元的JD1A连接到下一个子单元的JD1B,最后一个子单元的插座空置。
JA41:系统串行主轴或主轴位置编码器的信号接口。当机床采用串行主轴时,JA41与主轴放大器的JA7B连接,其中,JA41.3接JA7B.1,JA41.4接JA7B.2,JA41.1接JA7B.3,JA41.2接JA7B.4;当机床采用模拟量主轴时,JA41与主轴独立位置编码器连接,其中,PA、∗PA为位置编码器A相信号,PB、∗PB为位置编码器B相信号,SC、∗SC为位置编码器C相信号。
CP1:DC24V电源输入接口。
CNM1A:存储卡接口,对CNC参数、加工程序、各种补偿值、PMC参数等进行备份/回传以及DNC在线加工。
CN8:系统视频信号接口(标准配置),与LCD显示装置的JA1接口连接。
CP8:系统存储电池,用于SRAM内的零件程序、偏置量和系统参数的断电保持。标准为DC3V锂电池(订货号A02B-0200-K102,FANUC公司内部规格为A98L-0031-0012)。当电池电压低于DC2.6V时,LCD屏幕上出现“BAT”图标闪烁不停;当电池电压下降很多时,因SRAM内的数据被破坏或丢失而在LCD屏幕上出现SRAMECC错误(935号)报警。注意:更换电池需在系统通电状态下进行。
CN39A、CN39B:系统散热风扇的电源供应接口。
JNA:F-BUS接口(后面板的选择性插槽)。
STATUS/ALARM状态指示灯(绿色和红色各4个):显示系统上电初始化的动态过程及故障信息状态。
(2)系统连接图(以FANUC 18iMB一体型系统为例,见图3-36)
2.FANUC 0iB系统
2003年,FANUC公司在分体型的FANUC 21i系统基础上,开发出了高可靠、普及型和性能价格比卓越的FANUC 0iB系统/FANUC 0i MateB系统。
FANUC 0iB系统的控制轴数最多为4轴,可配置αi主轴放大器和αi/αPi/αCi主轴电动机(最多同时配置2台),也可配置αi伺服放大器和αi/αCi伺服电动机,伺服接口均为串行伺服总线FSSB,显示单元可选择配置7.2in单色LCD/9in单色CRT或8.4in/10.4in彩色CRT/LCD。该系统具备PC功能、以太网功能、数据服务器功能以及针对磨床的独特控制功能等。
FANUC 0i MateB系统的控制轴数最多为3轴(M系列)或2轴(T系列)。当系统不配置主轴放大器和主轴电动机时,伺服放大器为单轴型SVU;当系统包含主轴放大器和主轴电动机(最多1台)时,伺服放大器为一体型SVPM。可选配αi主轴放大器和αi/αCi主轴电动机,也可选配βi系列主轴放大器和主轴电动机;可选择αi伺服放大器和αCi伺服电动机,也可选择βi伺服放大器和伺服电动机。
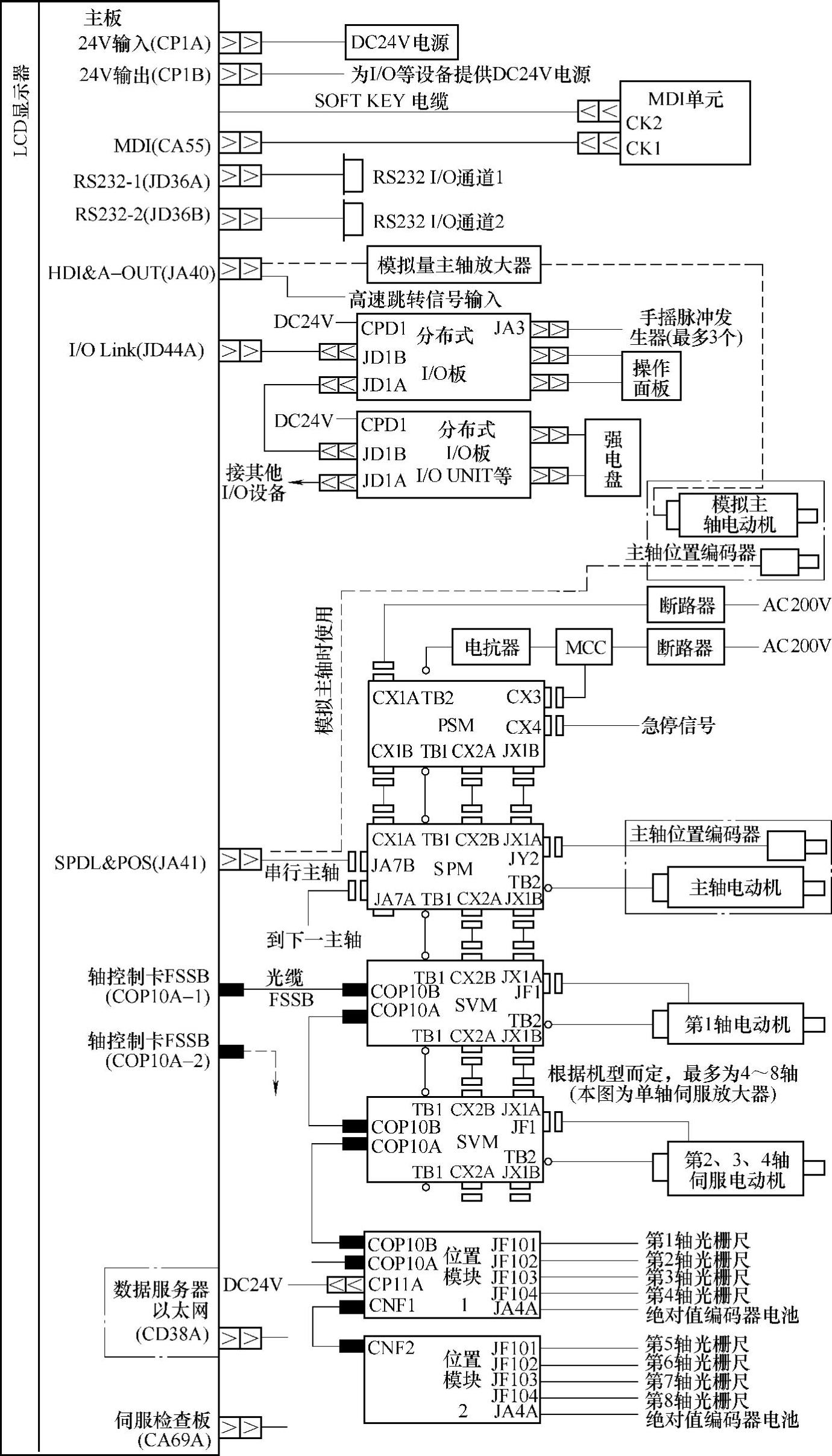
图3-36 FANUC 18iMB一体型系统的连接图
(1)系统的组成及功能FANUC 0iB系统由主模块和I/O模块组成(FANUC 0i MateB系统仅有主模块)。系统主模块由主板PCB(母板)、CPU卡/模块、显卡、伺服轴控制卡、FROM/SRAM模块(在伺服轴控制卡下面)和电源单元等组成(见图3-37)。其中,CPU卡通过BUS总线与各功能块通信,实现CNC的控制;显卡用于系统文字和图形的显示;轴控制卡通过高速串行总线FSSB对伺服单元实现控制;FROM/SRAM模块中的FROM存储CNC、数字伺服、PMC和其他CNC功能用的系统软件和用户软件(如梯形图、宏程序等),SRAM存储CNC参数、加工程序和各种补偿值等;输入电源为DC24V的电源单元为主模块提供直流电源。系统I/O模块包括内置I/O模块输入/输出信号接口(96点输入/64点输出)、手摇脉冲发生器控制及I/O Link控制。
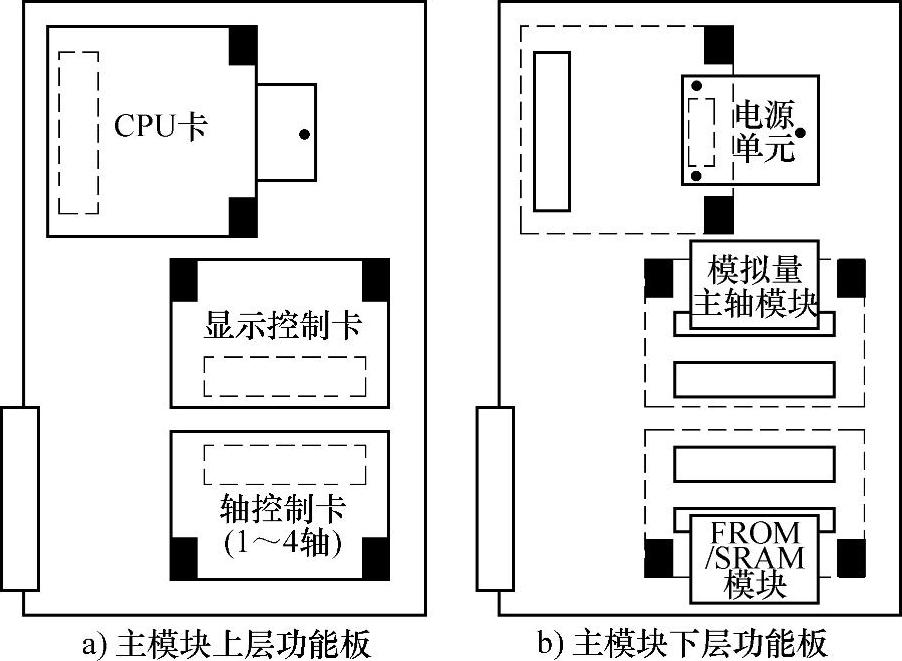
图3-37 FANUC 0iB/0i MateB系统主模块内部结构
(2)系统的接口及功能(见图3-38)
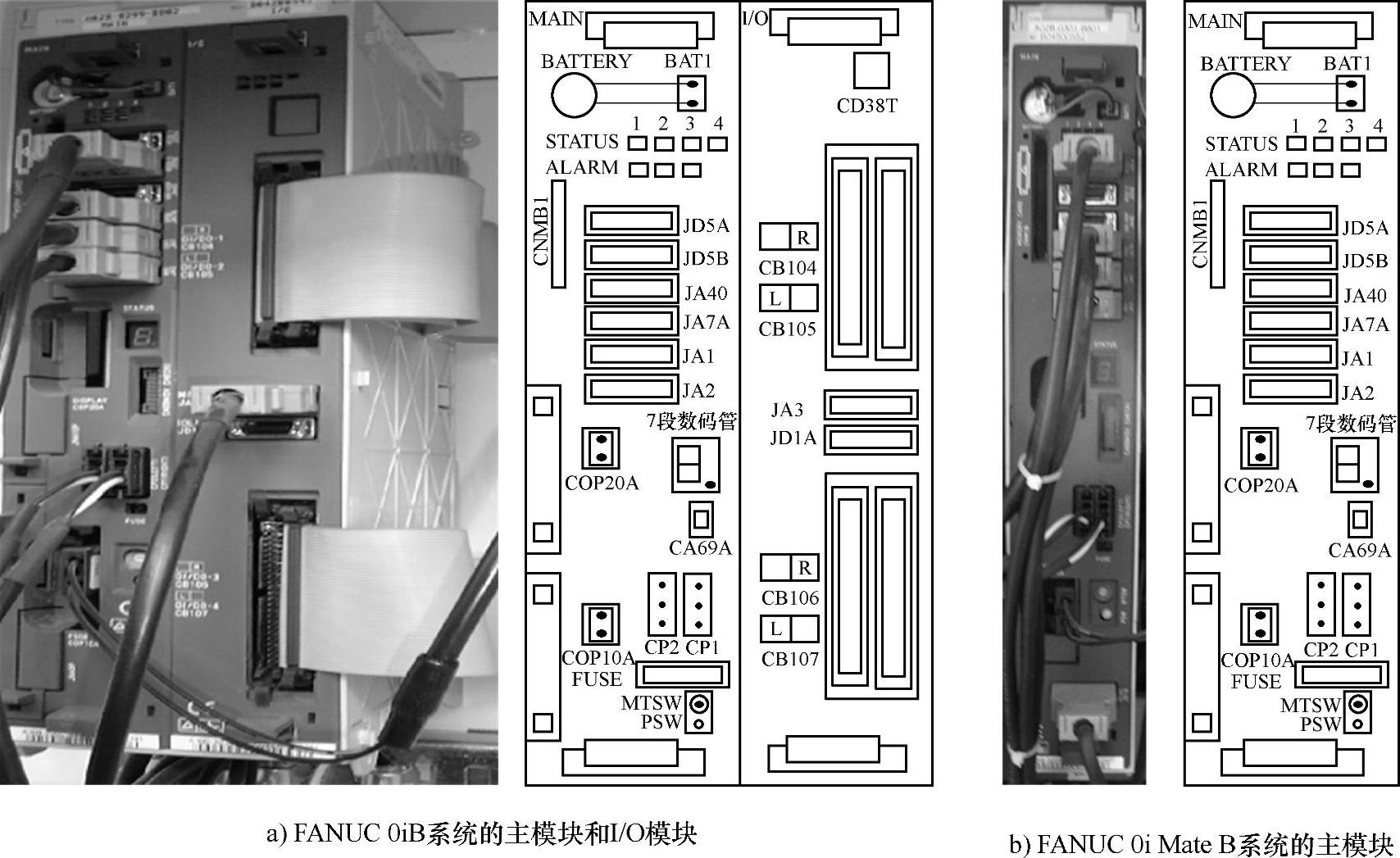
图3-38 FANUC 0iB系统主模块、I/O模块和FANUC 0i MateB系统主模块的接口图
BATTERY-BAT1:系统存储电池,用于SRAM内的零件程序、偏置量和系统参数的断电保持,标准为DC3V锂电池(订货号A02B-0200-K102)。当电池电压低于DC2.6V时,LCD屏幕上出现“BAT”图标闪烁不停;当电池电压下降很多时,因SRAM内的数据被破坏或丢失而在LCD屏幕上出现SRAMECC错误(935号)报警。
STATUS/ALARM状态指示灯(4个绿色和3个红色):显示系统上电初始化的动态过程及故障信息状态。
CNMB1:存储卡接口。
CD38T:以太网卡(为系统选择件)接口。
JD5A、JD5B:RS232串行接口,JD5A为通道1,JD5B为通道2。
JA40:模拟量主轴信号接口,将CNC发出的0~10V主轴速度信号作为变频器的频率给定信号,同时不可连接任何串行主轴。接口信号中,SVC、ES为主轴公共电压和公共线,ENB1、ENB2为主轴使能信号。当主轴命令电压有效时,ENB1、ENB2接通;当使用FANUC主轴伺服单元时,不使用使能信号。注:极性不能接错,否则变频器不能调速。
JA7A:系统串行主轴或主轴位置编码器的信号接口。当机床采用串行主轴时,JA7A与主轴放大器的JA7B连接,其中,JA7A.3接JA7B.1,JA7A.4接JA7B.2,JA7A.1接JA7B.3,JA7A.2接JA7B.4;当机床采用模拟量主轴时,JA7A与主轴独立位置编码器通过A66L-0001-0286电缆连接(不超过20m),其中,PA、∗PA为位置编码器A相信号,PB、∗PB为位置编码器B相信号,SC、∗SC为位置编码器C相信号。
JA1:系统视频信号接口(标准配置),与显示装置LCD的JA1接口或CRT的CN1接口连接。
JA2:系统MDI键盘信号。
CA69A:伺服检测板接口。
7段数码管:系统上电初始化过程及运行状态显示窗口,为16进制代码形式,开机时为F,正常启动后显示0。
COP20A:高速串行总线HSSB接口(选择配置)。当显示装置为LCD时,作为显示信号和MDI键盘信号的串行传输接口(光缆信号接口)。
CP1:DC24V电源输入接口,与外部24V直流稳压电源连接,作为控制单元的输入电源。
CP2:为显示装置CRT/LCD和I/O模块提供DC24V工作电源。
COP10A:伺服串行总线FSSB光缆接口。
MTSW、PSW:维修用的调整开关,正常位置为0。
CB104/CB105、CB106/CB107:系统内置I/O模块的输入/输出信号接口。
JA3:机床面板的手摇脉冲发生器接口。
JD1A:系统I/O Link串行输入/输出接口,用于CNC与各I/O单元的连接,如机床标准操作面板、I/O扩展单元及具有I/O Link接口的伺服放大器连接,以实现附加轴PMC的控制。I/O Link分为主单元和子单元,系统的控制单元为主单元,与CNC连接的各I/O单元为子单元。子单元可分为若干个组,一个I/O Link最多可连接16组子单元。另外,I/O Link子单元的电缆均是从一个单元的JD1A连接到下一个子单元的JD1B,最后一个子单元的插座空置。
(3)系统连接图及各接口信号(见图3-39)
1)电源模块PSM、主轴放大器SPM、伺服放大器SVM之间的短接片TB1用来连接主回路的DC300V电压,务必用大螺钉旋具将其拧紧;若未拧紧,轻则产生报警,重则烧坏PSM和SPM。
2)伺服电动机的动力线和反馈线需屏蔽处理并接地,且信号线和动力线分开接地,否则会因干扰的存在而导致系统产生报警。
3)电源模块PSM的MCC(CX3)不能接错,CX3的端子1、3之间是一个内部触点。若错接成200V,则将烧毁PSM控制板。
有关数控机床FANUC系统模块化维修的文章

图3-21 FANUC 0iMA系统的基本配置CP4:电源单元开/关的触点输入信号,可用于机床面板上的NC启动和NC停止开关。JA2:系统MDI键盘信号。图3-22 FANUC18系统的信号接口图JA8A:模拟量主轴信号接口,将CNC发出的主轴速度信号作为变频器的频率给定信号。图3-23 FANUC 0iA系统的信号接口图JF21~JF24:位置检测装置的反馈信号接口,分别与第1~4伺服轴的位置检测装置连接。......
2023-06-23

一般地,A规格的CNC单元主要用于4轴以内的FANUC0C/0D系统,而B规格的CNC单元适用于5轴及以上的FANUC0C/0D系统。FANUC0D系统的L5无此功能。图3-11 FANUC0C/0D系统存储板的功能连接示意图M3:MDI键盘输入信号,接收系统操作面板的控制。......
2023-06-23

图8-20合并单元定义合并单元按照功能可分为间隔合并单元和母线合并单元。间隔合并单元用于线路或变压器的间隔合并单元,发送一个间隔的电气量数据。通过RP1285/RP1286或RP1296板件上的FT3接口或SMV9-2接口接收来自母线合并单元的数据,并完成切换功能。NSR-386A 间隔合并单元的前面板如图8-21 所示。合并单元通过 RP1296 采集电子式互感器输入电压。......
2023-06-28

FANUC 0iC系统在基本单元的基础上可选择增加两个扩展功能板,FANUC 0i MateC系统仅有基本单元而无扩展功能板。图3-39 FANUC 0iMB系统的连接图及各接口信号1.系统组成2006年6月前的FANUC 0iC/0i MateC系统在2006年6月前的FANUC 0iC/0iMateC系统中,上层功能板有CPU卡、显示控制卡和1~4轴控制卡,下层功能板有模拟主轴模块、闪存FROM/静态存储器SRAM模块、电源单元。新版系统的标准配置主要为主板、FROM/SRAM模块和轴控制卡三块板。......
2023-06-23

2006年6月后,FANUC 0iC/0i MateC系统增加了2个红色报警LED。910号报警和911号报警分别提示低字节和高字节数据报警。......
2023-06-23

复位源有效时I/O端口立即复位为初始值。当引脚 的低电平持续时间大于最小脉冲宽度时,MCU复位。当V CC下降时,只要低于检测门限,RESET信号立即生效。图4-34MCU启动过程,连接到V CC图4-35MCU启动过程, 由外电路控制2.外部复位外部复位由外加于 引脚的低电平产生。外部复位可由RSTDISBL熔丝位禁用。表4-12内部电压基准源的特性为了降低功耗,可以控制基准源仅在如下情况打开:BOD使能,熔丝位BODLEVEL[2~0]被编程。......
2023-06-26

FANUC 0iA系统是由FANUC21系统简化而来,是具有高可靠性、高性价比的数控系统,最多可控制4个轴,联动轴数为4轴,且只有基本单元,无扩展单元。图3-20 显示器选型配置2)FANUC0iMA系统的配置为4轴4联动,可采用α系列伺服驱动装置,以驱动α系列串行主轴电动机和α/αC系列进给伺服电动机。......
2023-06-23

I/O接口是一组电子电路,它是CPU和I/O设备之间交换信息的媒介和桥梁,负责实现CPU通过系统总线把I/O电路和外围设备联系在一起。1)I/O接口的功能由于计算机的外围设备品种繁多,特性各异,每种设备都有各自的接口。PC中常见的接口标准有IDE接口、USB接口、显示器输出接口等,图2.23显示的是机箱背面的I/O接口。图2.23 PC机箱背面的I/O接口IDE接口和SATA接口IDE接口主要用于连接硬盘、光驱和软驱,采用并行双向传送方式,体积小,数据传输速率快。......
2023-10-22
相关推荐