【摘要】:CNC在线监控机床故障时,不仅在屏幕上显示故障报警,还以多页诊断地址和诊断数据的形式提供状态信息和机床参数的检查。图2-7 FANUC系统的STATUS画面2.参数检查机床参数是经试验和调整而获得的重要参数,是机床正常运行的保证,一般包括增益、加速度、轮廓监控和各种补偿值等。
CNC在线监控机床故障时,不仅在屏幕上显示故障报警,还以多页诊断地址和诊断数据的形式提供状态信息和机床参数的检查。
1.接口检查
在屏幕上显示输入/输出信号(CNC、PMC与机床MT)的通断状态[FANUC系统的STA-TUS(状态监控)画面(见图2-7)],如此可查Y信号是否输出到MT侧,MT侧的X信号是否输入到PMC或CNC中,从而确定故障位于MT侧还是PMC或CNC侧。
画面中,0表示信号未激活(常开触点未接通,常闭触点未释放),1表示信号已被激活(常开触点已接通,常闭触点已释放)。注释符号前面的∗号,表示该地址为非信号,即常闭触点。
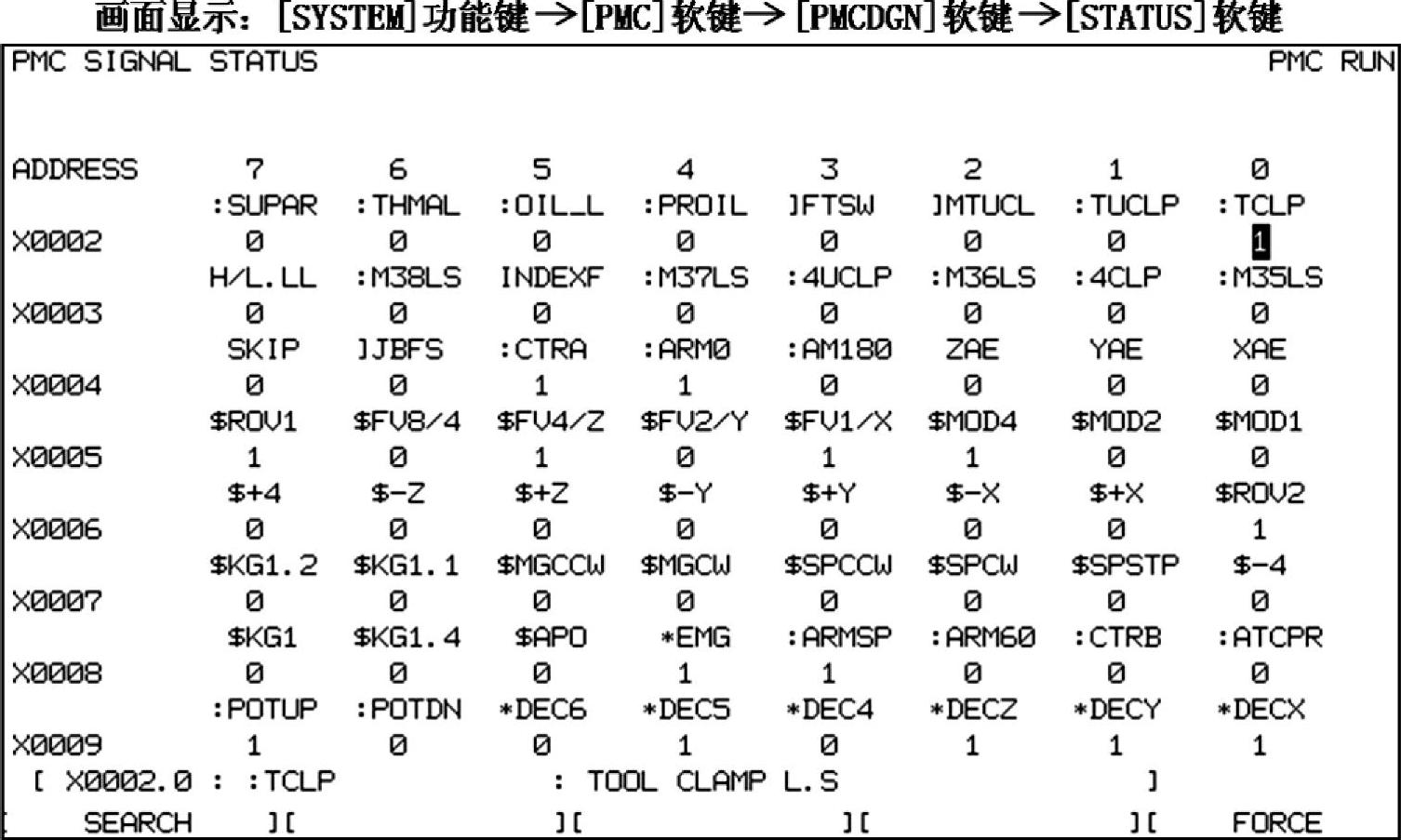
图2-7 FANUC系统的STATUS(状态监控)画面
2.参数检查
机床参数是经试验和调整而获得的重要参数,是机床正常运行的保证,一般包括增益、加速度、轮廓监控和各种补偿值等。参数通常存放在由电池供电保持的RAM中,一旦电池电压不足、机床长期闲置不用或受到外部干扰时,参数会丢失或混乱,机床将不能正常工作。所以,机床安装调试完毕或更改参数后,应通过存储卡在系统开机引导画面下(见图2-8)进行SRAM和FROM数据的系列备份,以便当机床参数丢失或发生混乱时,可进行数据的回装操作。
注意:回装数据前,应执行系统数据的初始化处理(如FANUC系统上电时,同时按下MDI面板上的[RESET]和[DELETE]按键进行数据全清)。
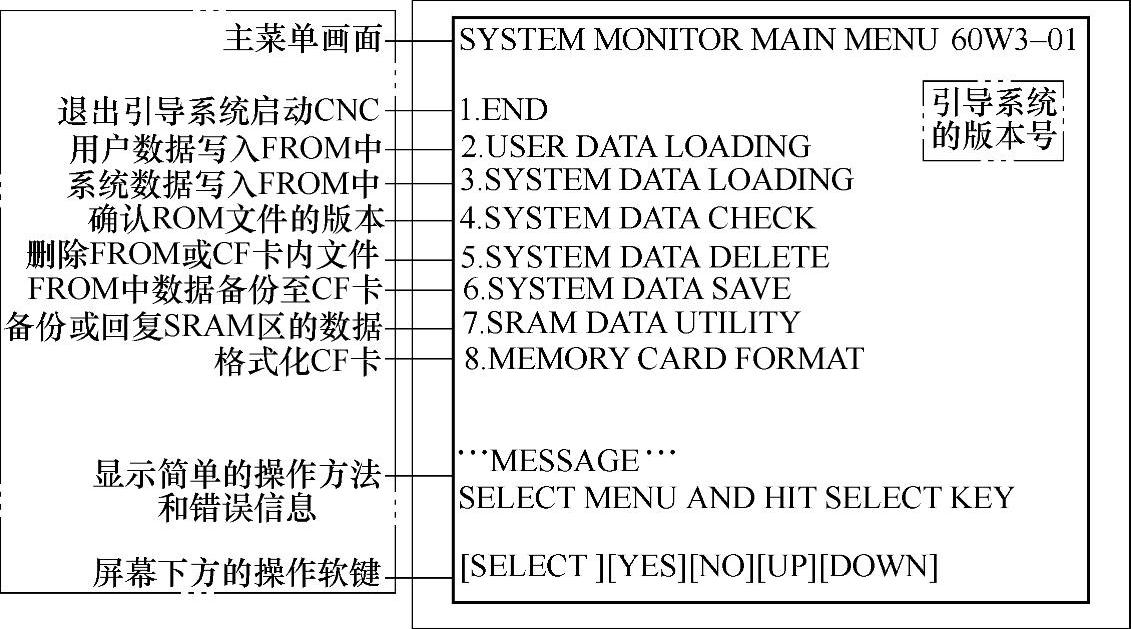
图2-8 FANUC0iD系统的开机引导画面






相关推荐