子功能储存和数量变更主要发生在工件准备阶段,当改变工件预定状态时会用到运动功能和安全功能。检测一般是协助搬运的一个额外功能。表1.3搬运技术的子功能工件的存放可以通过传送带或皮带、托盘或储存架实现。这些储存选项根据节省量、节省成本和工件预定状态而有所不同。对于“储存”功能,甚至存在堆栈系统可以自动被填充或者清空,DIN19233标准定义了其自动化程度。其中,必须要考虑的问题是安全因素。......
2023-06-15
输入/输出装置是数控机床与外部设备的接口,包括键盘、显示器或示教器、鼠标和相应串口(USB接口/RS232接口和无线路由器等)等,主要负责加工程序的传入和导出、在线编辑、参数的修改和显示等任务。
1.程序的检索和整理
FANUC系统的程序检索用于查询和浏览当前系统存储器内的程序;程序整理用于系统内部程序的管理,如删除一些多余的程序等。
1)将操作模式置于“编辑/EDIT”或“自动/AUTO”状态→按机床操作面板上的[程序/PROG]功能键→显示程序画面。
2)输入地址O和要检索的程序号(如0✕✕✕)→按[OSRH]软键,检索到的目标程序号将显示在屏幕右上角(未找到该程序时产生#071数据未找到报警)→再按[OSRH]软键→检索下一个程序。
3)在AUTO模式的PROG屏幕下,按最右侧[▶]扩展软键→[FL.SDL]软键→再按[目录/DIR]软键,列出当前存储器内已存储的所有程序号。
4)浏览某程序(如O0001)的内容时,先键入被检索的程序号,再按向下的光标键,即可(无此程序号时,则产生#071数据未找到报警)。
5)当机床的存储器容量受限或程序存储已满时,系统将产生#070存储器无程序空间报警;此时可删除不需要的程序,以腾出足够的存储空间。
6)删除程序:确认程序(如O0002)不需再保留,键入该程序号→按[DELETE]键,该程序被删除。当键入“O0010,O0020”并按[DELETE]键时,O0010~O0020之间的程序被删除;当键入“0-9999”并按[DELETE]键时,存储器内的所有程序将被删除。
2.程序的输入与修改
FANUC系统程序的输入与修改操作也是在编辑/EDIT模式下进行的。
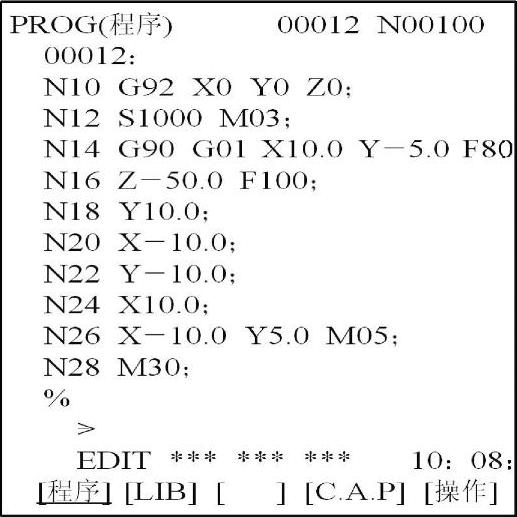
图1-56 手工键入一个新程序
1)手工键入一个新程序(见图1-56):根据程序号的检索结果,选择一个未被使用的程序号→键入该程序号→按[IN-SERT]键,该程序号出现在程序显示区,其后输入相应的程序段且每一程序段/行间用EOB分隔。
2)调用已有的加工程序进行修改/运行:键入待操作的程序号,按向下的光标键,使其成为当前的加工程序。
3)通过计算机输入程序:连接好通信电缆→计算机的通信软件中设置传送端口和波特率等参数→调入欲输入的程序→机床端置EDIT模式且程序保护钥匙处于打开状态→按[PROG]功能键→[操作]软键→最右侧[▶]扩展软键→输入欲保存的程序号(如O0013)→依次按[READ]和[EXEC]软键,程序被读入存储器并在屏幕上显示。若指定的程序号在存储器内已经存在,则产生#073程序号已使用报警。
4)程序的编辑与修改:手工输入/修改程序时,将光标移至修改处→在屏幕的输入区键入地址和数字等字符(存储于键盘缓冲区)→按[CAN]键修改程序行→确认无误后,按[IN-SERT]键或[ALTER]键→插入或改写程序段。
要删除一行程序,需将光标移至该程序行的开始,输入EOB后按[DELETE]键,则该程序行被删除。要删除多行程序,需将光标移至待删除程序行的第一程序段的开始处,在屏幕左下方的命令行键入待删除程序行的最后一个程序段号N✕✕✕✕,并按[DELETE]键,则多行程序将被删除。
3.程序的空运行调试
为了检验程序中有无语法错误和程序轨迹是否符合要求、验证工件装夹是否合理及添加工艺指令等,数控系统需要具有空运行调试功能。
空运行的操作方法:光标移至主程序开头或EDIT模式下→按[RESET]键使光标复位到程序头→在AUTO模式下,按面板上“空运行”按钮至灯亮→再按“循环启动”按钮,机床快速执行程序并伴有机械动作。还可通过图形监控功能(按[GRAPH]按键)观察加工刀具的图形轨迹。若操作中出现报警,可按[RESET]键解除;当超程报警时,需在JOG/MPG模式下反方向移动该伺服轴至有效行程范围内,再按[RESET]键即可解除报警。
有关数控机床FANUC系统模块化维修的文章

子功能储存和数量变更主要发生在工件准备阶段,当改变工件预定状态时会用到运动功能和安全功能。检测一般是协助搬运的一个额外功能。表1.3搬运技术的子功能工件的存放可以通过传送带或皮带、托盘或储存架实现。这些储存选项根据节省量、节省成本和工件预定状态而有所不同。对于“储存”功能,甚至存在堆栈系统可以自动被填充或者清空,DIN19233标准定义了其自动化程度。其中,必须要考虑的问题是安全因素。......
2023-06-15

7)选择软功能键〖可编辑〗,使程序编辑成为允许;接着按软功能键〖结束〗,完成程序属性的修改。3)按软功能键〖N检索〗,光标将定位到指定的程序段上;LCD的右上角将显示程序段号。......
2023-06-25

整体性又称全局性、系统性,是系统的一个最基本的、最重要的性质,是系统的核心。整体性是对系统特性在更高层次上的概括。不同的系统,其整体性的具体形态和内容也有所不同。整体特性对能动改造世界有极大指导作用。2)按照系统整体目标要求,不断提高各个部门特别是关键部门或薄弱部门功能素质,并强调局部服从整体,实现管理系统最佳整体功能。......
2023-07-15

功能转换包括脉冲宽度调制转换和功率因数,进行转换的电子元器件主要是开关管及其他元件,转换的快慢将影响电源的损耗和它的效率。为了弥补这一缺陷,设计出MOSFET快速开关电路,图1-15所示为四种快速开关电路。图1-15 MOS管转换快速开关电路1.RCD快速开关电路RCD快速开关电路是开关电源电路里面应用比较多的,一共只有三个元器件,结构简单,效果很好。......
2023-06-25


相关推荐