卧式数控车床的主轴轴线为水平布置,它是所有数控机床中结构最简单,产量最大、使用最广泛的机床。图1.1-4 全功能数控车床a)外形 b)刀架3.车削中心车削中心是在数控车床的基础上发展起来、可用于回转体零件表面铣削和孔加工的车铣复合加工机床,以卧式为常见。......
2023-06-25
齿轮传动具有传动比准确、传递力矩大、效率高、结构紧凑和可靠耐用等优点,因而被广泛应用于各种机械传动中。常见的齿轮类型有用于两平行轴传动的圆柱齿轮、用于两相交轴传动的圆锥齿轮和用于垂直交叉轴传动的蜗轮蜗杆三种(见图1-49)。随着现代科学技术和工业水平的不断提高,用户对齿轮制造质量的要求越来越高,齿轮的需求量也日益增加,这就要求机床制造业制造高精度、高效率和高自动化的齿轮数控加工机床,以满足生产发展的需要。

图1-49 常见齿轮的类型
1.常见的齿形加工方法
从齿轮的加工原理分类,主要有成形法和展成法两种齿形加工方法。
(1)成形法是采用切削刃形状与被切齿轮齿槽截面形状相同的单齿廓或多齿廓成形刀具切出齿形的一种加工方法,如铣齿或成形法磨齿等。其中,铣齿的运动形式主要有铣刀旋转B1和铣刀沿齿坯轴向移动A2两种(见图1-50)。模数m<8时,使用盘状铣刀;模数m≥8时,使用指形齿轮铣刀。
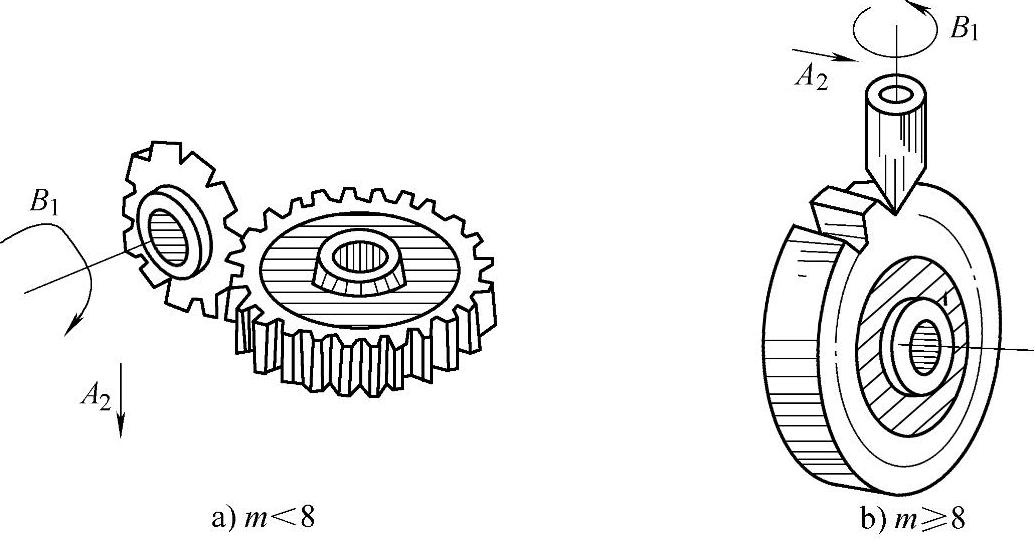
图1-50 不同模数的铣齿运动形式
(2)展成法(范成法)是利用齿轮啮合原理进行齿轮加工,将齿轮啮合副中的一件齿轮作为刀具、另一件作为工件,强制刀具和工件做严格的啮合运动,从而展成切出齿廓的一种加工方法。展成法齿轮加工的刀具多采用滚齿刀、插齿刀和剃齿刀等。
2.齿轮加工机床的类型及用途
根据被加工齿轮的种类,可将齿轮加工机床分为圆柱齿轮加工机床和锥齿轮加工机床两类。
(1)圆柱齿轮加工机床包括滚齿机、插齿机、剃齿机、珩齿机和磨齿机等。
1)滚齿机(见图1-51):利用齿轮啮合原理进行直齿、螺旋齿、圆柱外齿轮和蜗杆的加工,被加工齿轮的齿形面为滚刀齿面的运动轨迹包络线。滚齿加工涉及的传动链有主运动传动(即滚刀的旋转运动)、展成运动传动(即滚刀和工件间的啮合运动)、垂直进给传动(沿工件轴连续进给运动以切出齿宽)、附加运动传动、径向进给传动及切向进给传动。
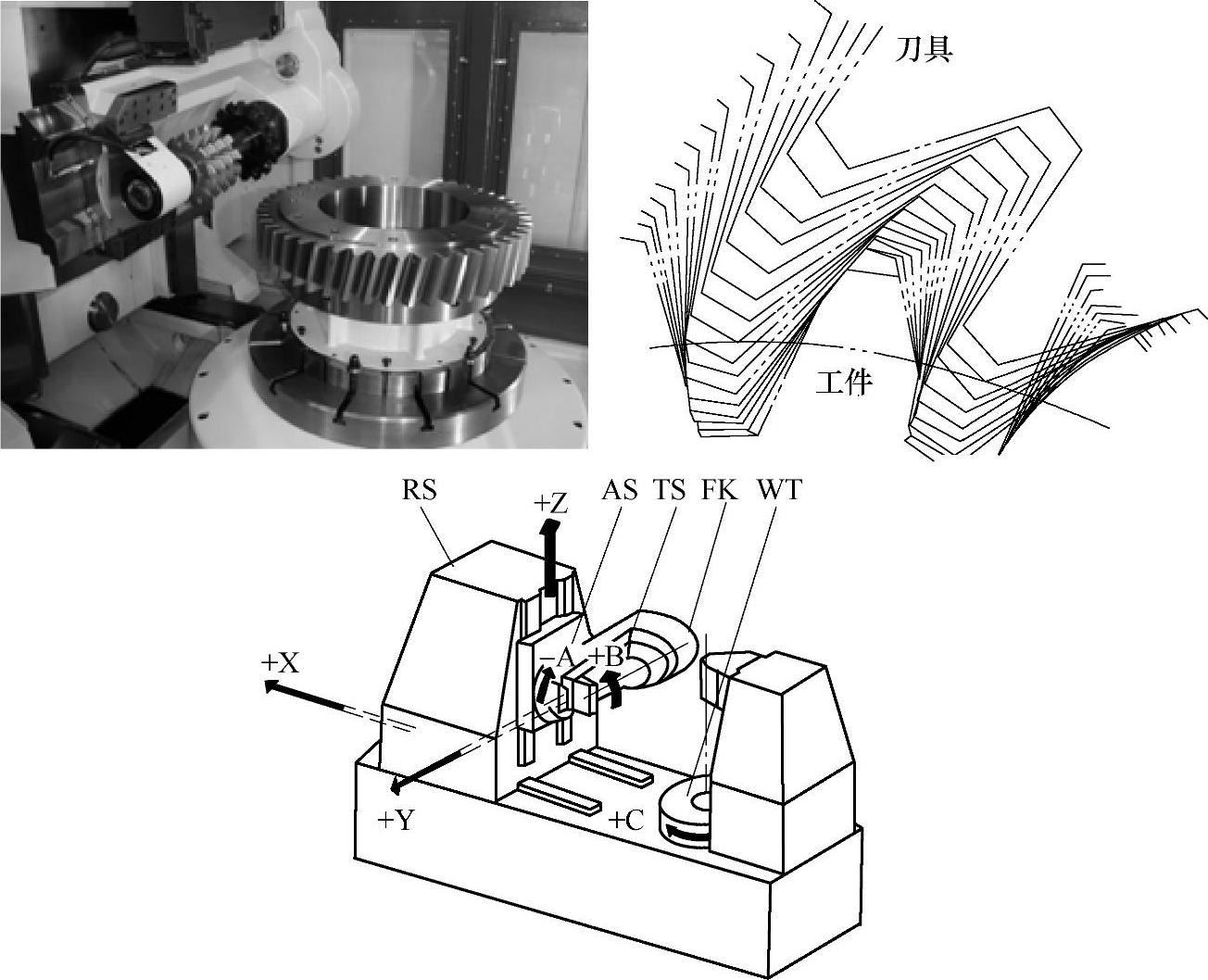
图1-51 滚齿机
RS—径向滑座 AS—轴向滑座 TS—切向滑座 FK—滚刀架 WT—工作台 C—工作台旋转轴 X—径向滑座 Y—切向滑座 Z—轴向滑座
2)插齿机(见图1-52):利用齿轮啮合原理进行直齿圆柱内、外齿轮和齿条的加工,尤其适于内齿轮和多联齿轮的加工,被加工齿轮的齿形面为刀齿面运动轨迹的包络线。插齿类似于一对圆柱齿轮相啮合,其中一件齿轮为工件,另一件为特制刀具(即模数和压力角与被加工齿轮均相同的齿轮)。
3)剃齿机:利用齿轮啮合时齿面间的相互滑动(剃齿原理示意图见图1-53),对淬火前的直齿和斜齿圆柱齿轮的软齿面齿廓进行精加工。加工时,齿坯与剃齿刀直接啮合,不需要外加传动作用于齿坯上,如此可将原齿轮的加工精度提高一个精度等级。剃齿加工涉及的传动链有主运动传动(即剃齿刀的旋转运动)、展成运动传动(即剃齿刀和工件间的啮合运动)、径向进给传动(刀架Z轴的移动)和轴向进给传动(工作台X轴的移动)。

图1-52 插齿机
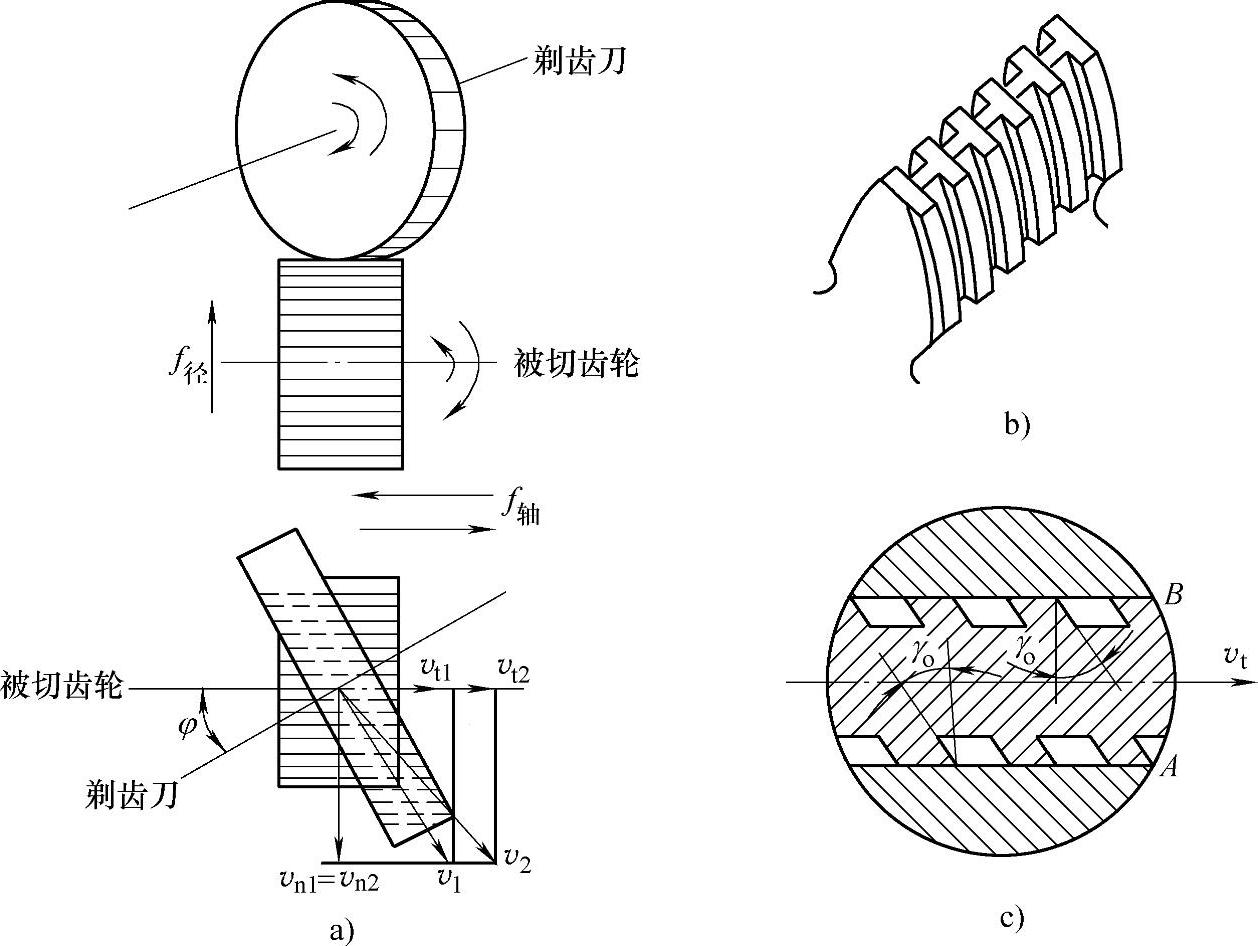
图1-53 剃齿原理示意图
a)示意图一 b)示意图二 c)示意图三
4)珩齿机(见图1-54):加工时,珩磨轮与被珩齿轮做自由啮合运动,相当于一对交错轴斜齿轮传动。其原理主要是利用两齿面间的相对滑动速度和压力,对热处理后直齿和斜齿圆柱齿轮的硬齿面齿廓进行珩削精加工。
5)磨齿机:有成形砂轮磨齿和展成法(齿轮或齿条啮合)磨齿两种类型,主要用于淬火后圆柱齿轮的齿廓精加工。
(2)锥齿轮加工机床可分为直齿锥齿轮加工机床和弧齿锥齿轮加工机床两类。其中,直齿锥齿轮加工机床包括刨齿机、铣齿机、拉齿机和磨齿机等,弧齿锥齿轮加工机床包括弧齿锥齿轮铣齿机、拉齿机和磨齿机等。
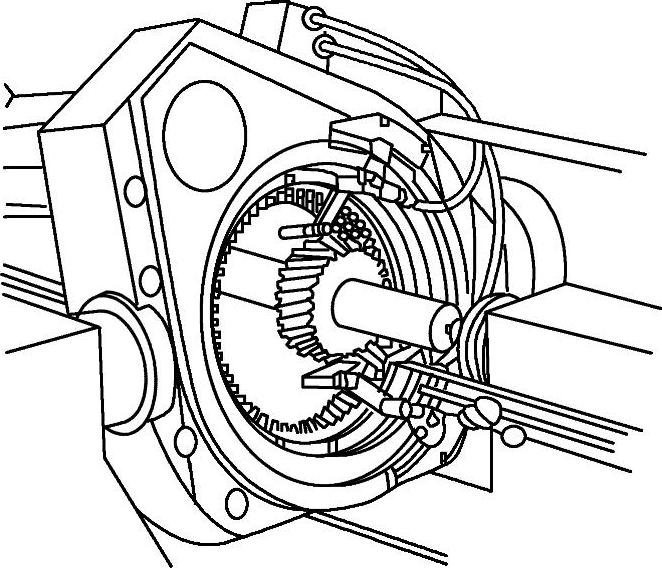
图1-54 珩齿机
有关数控机床FANUC系统模块化维修的文章

卧式数控车床的主轴轴线为水平布置,它是所有数控机床中结构最简单,产量最大、使用最广泛的机床。图1.1-4 全功能数控车床a)外形 b)刀架3.车削中心车削中心是在数控车床的基础上发展起来、可用于回转体零件表面铣削和孔加工的车铣复合加工机床,以卧式为常见。......
2023-06-25

经运算处理由数控装置发出各种控制信号,控制机床的动作,按图样要求的形状和尺寸自动地将零件加工出来。由上述数控机床的工作过程可知,数控机床的基本组成包括数控加工程序、数控装置、伺服驱动装置、机床主体和其他辅助装置。......
2023-06-28

精加工阶段精加工阶段的任务是保证各主要表面达到规定的尺寸精度和表面粗糙要求。划分加工阶段的目的在于以下几个方面。如果不划分加工阶段,粗、精加工混在一起,就无法避免上述原因引起的加工误差。加工阶段的划分也不应绝对化,应根据零件的质量要求、结构特点和生产纲领灵活掌握。......
2023-06-26

精加工机床主要包括剃齿机、珩齿机及各种圆柱齿轮磨齿机等。锥齿轮加工机床除加工直齿锥齿轮的刨齿机、铣齿机和加工弧锥齿轮的铣齿机外,还有加工齿长方向为摆线或渐开线和外摆线或标准渐开线的铣齿机以及精加工机床。此外,锥齿轮加工机床包括加工锥齿轮所需的倒角机、淬火机、滚动检查机等设备。传动链的两端件是滚刀与工件,两者应准确地保持一对啮合齿轮的传动比。......
2023-06-29

图1.2-2 数控机床的一般组成1)程序编制:根据被加工零件的图样与工艺方案,用规定的代码和程序格式,将刀具的移动轨迹、加工工艺过程、工艺参数、切削用量等编写成CNC能够识别的指令。CNC根据加工程序的要求,将坐标轴的运动量,微分为ΔX、ΔY等的微小运动,这一微小运动量称为CNC的插补单位。......
2023-06-25

不适应类1)生产批量大的零件。2)普通机床难加工,质量也难保证的内容应作为重点选择内容。3)普通机床加工效率低,工人手工操作劳动强度大的内容,可在数控机床尚有加工能力的基础上进行选择。2)加工余量极不稳定,且数控机床上又无法自动调整零件坐标位置的加工内容。此外,在选择和决定数控加工内容时,还要考虑生产批量,生产周期,工序间周转情况等。......
2023-06-26

零件数控车削加工方案的拟订是制订车削工艺规程的重要内容之一,其主要内容包括选择各加工表面的加工方法,安排工序的先后顺序,以及确定刀具的走刀路线等。在数控车床上加工零件,应按工序集中的原则划分工序,安排零件车削加工顺序一般应遵循下列原则。......
2023-06-26

相关推荐