同其他哺乳动物一样,啮齿动物的身体可分为头、颈、躯干、尾和四肢等。在颅部两侧生有一对外耳,其耳壳的长、短和形状因不同鼠种营不同的生活方式而差异很大。啮齿动物的体躯较长而略呈弓形弯曲。雌性的生殖口,阴门位于肛门前方,其前方另有一尿道口。因此,通常需用剖检法确认此年龄段鼠类的性别。......
2023-11-22
这是根据注塑装置和合模装置的相对位置进行的分类,据此注塑机分为卧式注塑机、立式注塑机和直角式注塑机。
(1)卧式注塑机 图4-2所示为卧式注塑机,其合模装置和注塑装置的轴线呈一直线水平排列。这种注塑机的注塑机构和定模板设置在一侧,而合模机构、推出机构及动模板均设置在另一侧。这种卧式形式是注塑机中最普通、最主要的形式。其优点是:机身低,易于操作和维修;塑件脱模后可自动落下,便于实现全自动化生产;由于机器重心位置低,安装稳定。其缺点是:模具安装麻烦;嵌件安装不当容易倾斜跌落;机器占地面积也较大。
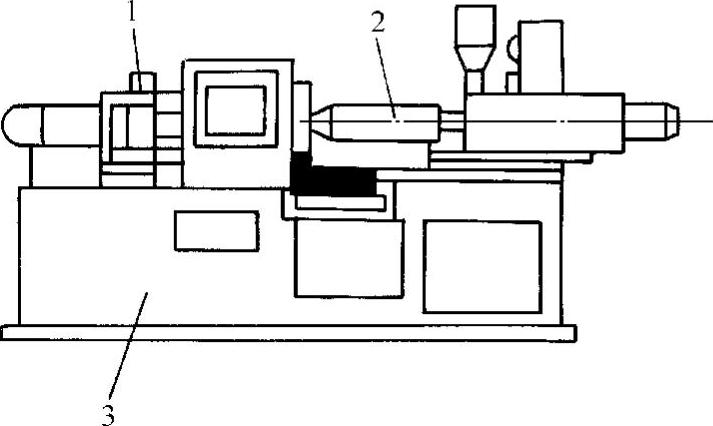
图4-2 卧式注塑机
1—合模装置 2—注塑装置 3—机身
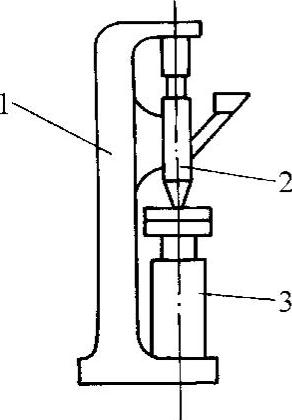
图4-3 立式注塑机
1—机身 2—注塑装置 3—合模装置
(2)立式注塑机 图4-3所示为立式注塑机,其合模装置和注塑装置的轴线呈一直线垂直排列。这种注塑机的注塑机构和定模板设置在上面,而合模机构、推出机构及动模板均设置在下面。其优点是:占地面积小;模具装拆方面,容易安放嵌件,不会倾斜或跌落,安装活动型芯简便可靠;由料斗供给的原料能均匀地压入分流梳的周围。其缺点是:塑件自模具中推出以后,通常要用手工取出,不易自动化操作。目前这种立式结构主要用于注塑量在60g以下的小型注塑机。
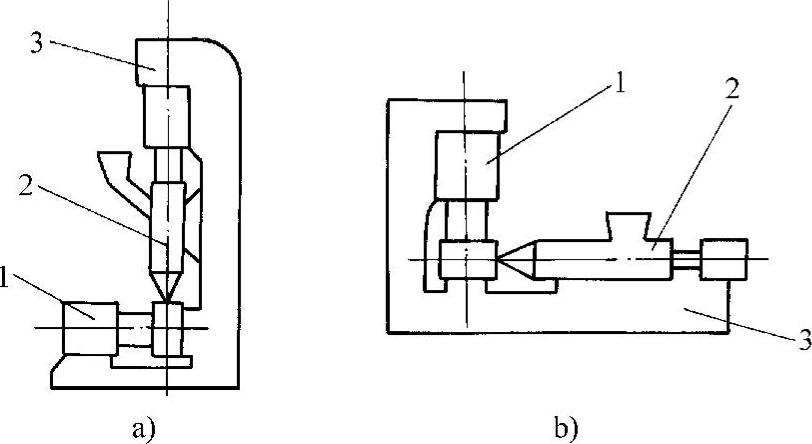
图4-4 直角式注塑机
a)立式 b)卧式
1—合模装置 2—注塑装置 3—机身
(3)直角式注塑机 直角式注塑机按注塑机布置又可分为立式及卧式两种,图4-4a所示为立式结构,其注塑装置和合模装置的轴线互成垂直排列,即注塑机构为直立布置,合模、推出机构及动、定模板按卧式排列,两者互成直角。这种机型适用于中心部分不允许留有浇口痕迹的平面塑料制件。其缺点是:加料比较困难;嵌件、活动型芯安放不便;只适用于小注塑量的制件(注塑量一般为20~45g)。与立式布置不同的另一种是直角卧式注塑机,如图4-4b所示。
(4)多工位注塑机 上述注塑机也可称单工位注塑机。多工位注塑机的特点是注塑装置或合模装置具有两个以上的工作位置,分为单注塑头多模位注塑机、多注塑头单模位注塑机和多注塑头多模位注塑机三种。
图4-5所示为单注塑头多模位注塑机,图4-6所示为三注塑头单模位注塑机,图4-7所示为双注塑头两模位水平旋转注塑机。这些注塑机主要用来成型两种以上颜色或物料的制件,可实现多模注塑,适应大批量生产,能提高生产效率。
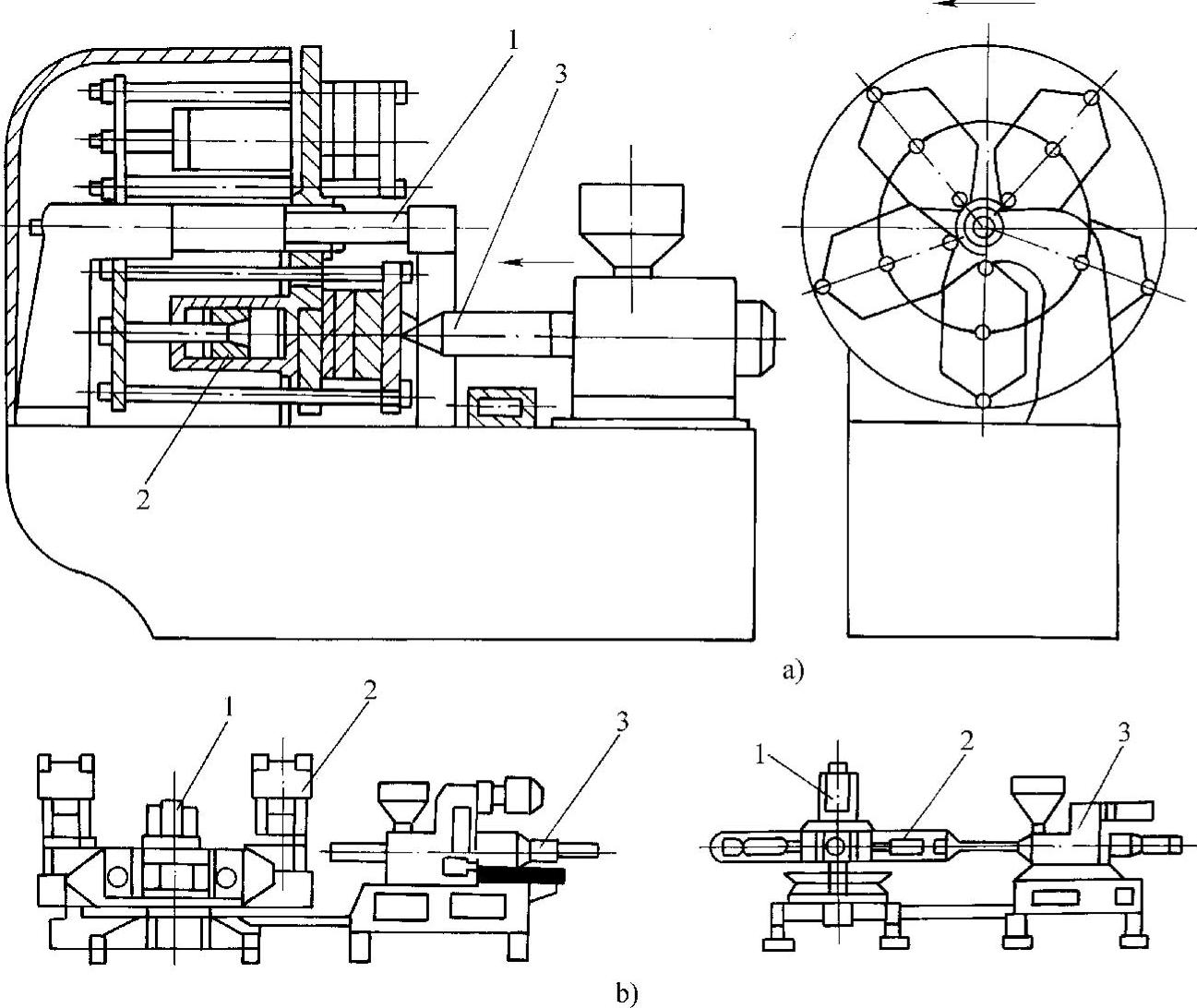
图4-5 单注塑头多模位注塑机
a)合模机构绕水平轴转动 b)合模机构绕垂直轴转动
1—转盘轴 2—合模装置 3—注塑装置
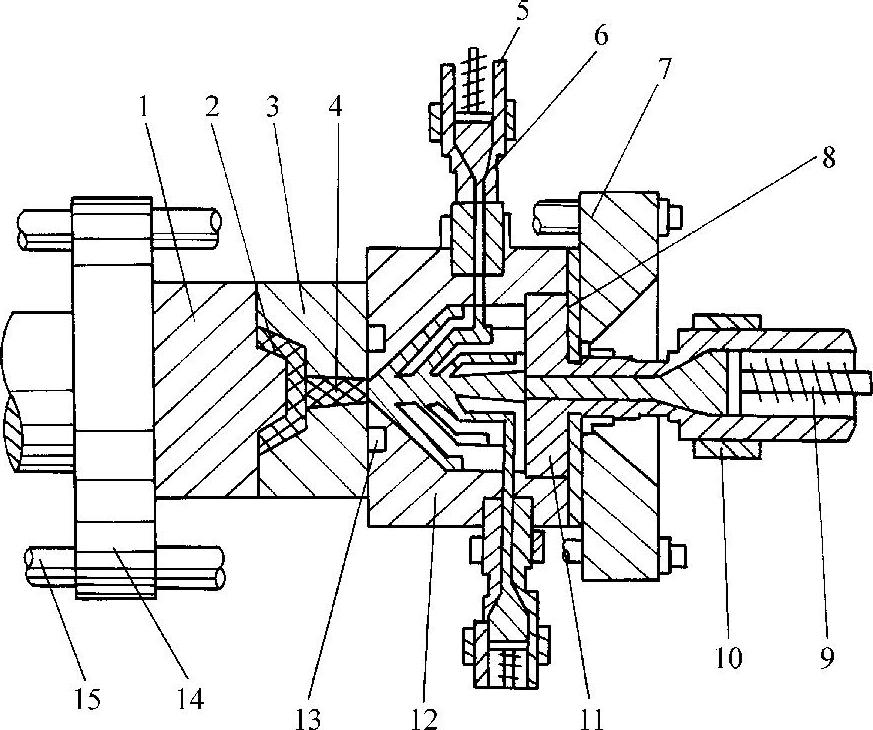
图4-6 三注塑头单模位注塑机
1—动模 2—制件 3—定模 4—主流道 5—塑化机筒 6—喷嘴 7—定模座板 8—隔板 9—塑化螺杆10—加热圈 11—主浇套 12—流道分配模 13—冷却槽 14—动模座板 15—拉杆
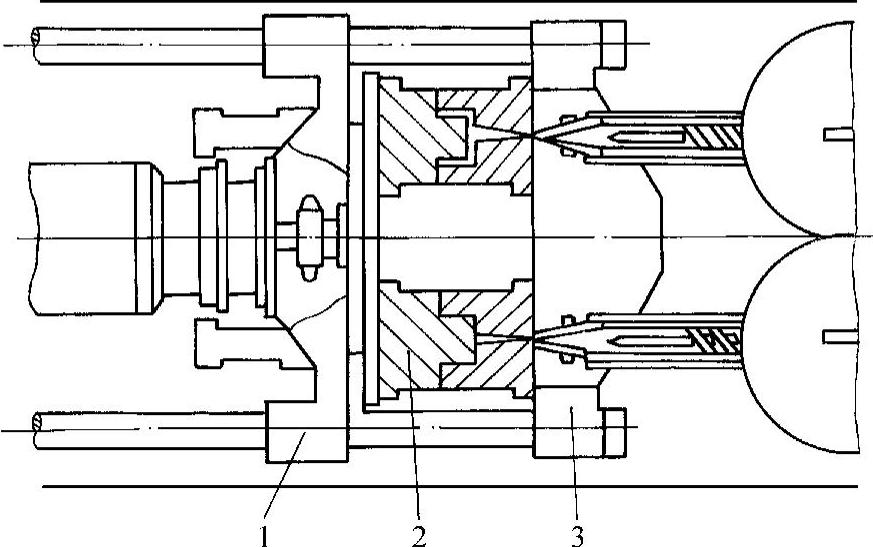
图4-7 双注塑头两模位水平旋转注塑机
1—动模座板 2—模具 3—定模座板
有关实用注塑成型及模具设计的文章

同其他哺乳动物一样,啮齿动物的身体可分为头、颈、躯干、尾和四肢等。在颅部两侧生有一对外耳,其耳壳的长、短和形状因不同鼠种营不同的生活方式而差异很大。啮齿动物的体躯较长而略呈弓形弯曲。雌性的生殖口,阴门位于肛门前方,其前方另有一尿道口。因此,通常需用剖检法确认此年龄段鼠类的性别。......
2023-11-22

中文名 白眉鸭拉丁名 Anas querquedula英文名 Garganey分类地位 雁形目鸭科体长 34~41cm体重 255~400g野外识别特征 小型鸭类,和绿翅鸭大小类似。繁殖期雄鸭头颈深褐色具鲜明的宽白眉纹,胸、背麻褐色,胁部灰色密布波状纹。......
2023-11-03

2)按作业方式分为周期式混凝土搅拌机和连续式混凝土搅拌机。混凝土搅拌机除上述的分类方法外,还有其他的分类方法,如按搅拌装置的移动方式可分为固定式混凝土搅拌机和移动式混凝土搅拌机。......
2023-09-20

按性能和施工方式分 可分为轨模式混凝土摊铺机和滑模式混凝土摊铺机两种类型。轨模式混凝土摊铺机又称为摊铺列车,它由布料机、振捣机和抹光机等组成,其结构外形如图6-1所示。由此可见,安装和拆卸轨模十分不便。目前已出现了可一次完成多种作业程序的综合型轨模摊铺机和可以大范围内调整摊铺宽度的桁架型轨模式混凝土摊铺机,它们均克服了摊铺机的上述缺点。表6-1 混凝土摊铺机的代号表示方法......
2023-09-20

其中,活塞式混凝土输送泵又因传动方式不同而分为机械式和液压式两类。固定式混凝土输送泵安装在固定机座上,多由电动机驱动,适用于工程量大、移动少的场合。拖挂式混凝土输送泵安装在可以拖行的台车上。车载式混凝土输送泵安装在机动车辆底盘上,又称为混凝土泵车。表5-1 混凝土输送泵的代号表示方法......
2023-09-20

塑料网挤出成型生产设备 如图7-38所示,塑料网挤出成型生产设备包括挤出机、成型机头、拉伸筒、冷却水槽、牵引辊、卷取装置等。图7-38 塑料网挤出成型生产设备塑料网挤出成型工艺流程塑料圆网(筒网)挤出成型工艺流程如图7-39a所示,塑料平网挤出成型工艺流程如图7-39b所示。图7-40所示为改进后的部分纵向牵引拉伸网的工艺流程。即在图7-40的基础上,再增加图7-41所示的工艺流程,而卷取机16之前的工艺流程保持不变。......
2023-06-15

例如某女子胸腰差为24~19cm,则该女子体型属于Y型。女装上装的M号表示为:160/84A,其中160表示身高值为160cm,84表示净胸围值为84cm,A表示体型类别的代号。成人女性中间体尺寸表单位:cm③服装号型的表示方法:号型以“/”符号分开,即:号/型。④中间体及主要部位数值一般规律:中间体是指在大量实测的成年男性、女性的人体数据总数中占有最大比例的体型数值,这组数据归纳出我国各类体型的主要部位的平均值,具有一定的代表性。......
2023-06-24

中文名 鸥嘴噪鸥拉丁名 Gelochelidon nilotica英文名 Gull-billed Tern分类地位形目鸥科体长 31~39cm体重 178~320g野外识别特征 中型水禽,喙、脚黑色,尾白色,呈深叉状。夏羽从喙基到枕部的整个头顶为黑色,头余部、颈部和下体为白色,背和中央尾羽淡灰色,外侧尾羽白色,飞羽银灰色,翅尖稍暗;冬羽上体白色,两侧耳区各有一黑斑。......
2023-11-03
相关推荐