其加热速度极快,工件畸变极小,适用于加工木材和金属的切削工具,以及照相机、钟表等极小、极薄的易磨损零件或细小内孔的淬火加热等。经过使用证明,没有发生折断和崩刃现象,使用寿命较盐浴整体淬火提高3倍。......
2023-06-24
高速工具钢的淬火曲线如图5-24所示,可以看出,高速工具钢的淬火温度明显高于其他模具用钢,需要快速均匀加热并防止渗碳和脱碳。因此长期以来,利用氯化钡(BaCl2)等盐浴来进行加热淬火。

图5-24 高速工具钢的淬火曲线
高速工具钢的预热通常分600~650℃和800~850℃两步进行,为抑制热变形有时还会在300℃增加一次预热。预热时间是内外温差达到均匀后5~10min即可。由于淬火温度较高,所以保温时间较短。就SKH51钢来说,淬火温度是1220℃,模具内外温度差消失后的保温时间是2min。
淬火采用分级淬火法。将模具浸入500~600℃的盐浴中保温,待内外温差消失后进行空冷。其目的是防止开裂和减少热处理变形。有时也会在稍高于Ms线取出进行空冷。在对模具进行热处理时,因其质量远大于一般工具,所需加热时间较长,并且在盐浴中浸泡的时间也较长,致使脱碳危险性增加。要防止脱碳,需注意避免水分、氧化皮和异种盐的混入。另外,为防止自然劣化,还需要添加脱碳防止剂。
高速工具钢的回火曲线如图5-25所示。需在高于二次硬化的温度进行两次以上的回火。就SKH51钢来说回火温度是570~610℃,保温时间与温度的关系按前述回火参数决定。
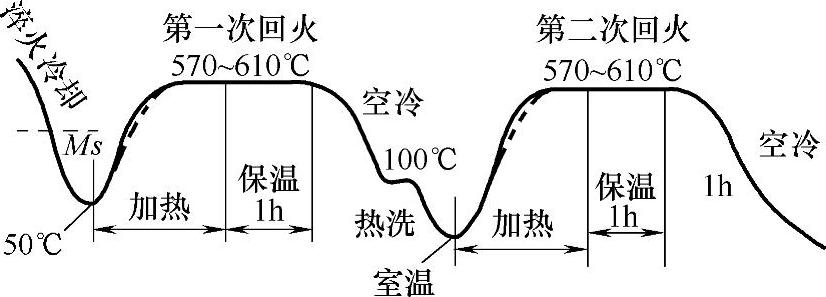
图5-25 高速工具钢的回火曲线
用于制造模具的高速工具钢除了SKH51钢之外还有基体钢,但与SKH51钢相比其合金元素含量较低,因此淬火温度也要低一些。所以通常基体钢的淬火温度和回火温度低于一般高速工具钢,1100~1150℃是其较适宜的淬火温度[12]。
近年来,利用真空炉的真空淬火也有所增加。
有关模具材料性能与应用的文章

其加热速度极快,工件畸变极小,适用于加工木材和金属的切削工具,以及照相机、钟表等极小、极薄的易磨损零件或细小内孔的淬火加热等。经过使用证明,没有发生折断和崩刃现象,使用寿命较盐浴整体淬火提高3倍。......
2023-06-24
齿轮的感应淬火方法与适用范围见表6-28。表6-30 感应淬火时淬火冷却介质的冷却方式及冷却特性(续)4)齿轮感应淬火时的冷却方法及所用淬火冷却介质见表6-31。表6-34为感应淬火工件炉中回火工艺参数。表6-35为常用钢种在感应淬火后回火温度与硬度的关系。......
2023-06-29
通常双丝高速埋弧焊的焊接速度可达2m/min以上。通过对两电源及行走机构进行时序关系的控制,可避免双丝串列埋弧焊在起弧和收弧位置由于在电弧作用下,所产生的焊缝首尾下塌现象。传统的双丝埋弧焊常在开始位置会产生一小段距离较窄的焊缝,且收弧位置常出现下塌现象。......
2023-06-25

为了进一步提高金属表面与涂层的结合力及防锈力,有必要进行磷化处理。因此,磷化处理已成为涂装表面处理工艺不可缺少的一个环节。磷化膜是不溶性的非金属薄膜,经磷化处理后工件尺寸变化极小,对工件底材原有的抗拉强度、延伸率、弹性等力学性能均无影响。3)根据磷化处理施工方法的不同,可以分为浸渍和喷射两类。......
2023-06-23

以6%的PEO溶液为实验材料,在纺丝速度为2500 r/min、3500 r/min、5500 r/min、7500 r/min下进行高速离心纺丝射流实验,制备的PEO纳米纤维扫描电镜图如图7-16所示。断裂的纤维缺乏张力,蓬松无力,过高的纺丝速度和射流速度反而会使得纤维的性能降低。研究高速离心纺丝过程中电动机的转速与纺丝溶液射流运动的关系对制备良好的纳米纤维有着重要的意义,对于不同的纺丝溶液,选择合适的电动机转速是制备质量优秀的纳米纤维的关键因素。......
2023-06-23

合理使用返回料,直接关系到高速工具钢的冶金质量、资源回收利用,以及降低生产成本等重要问题。由于高速工具钢返回料不适用于冶炼其他合金钢,因此将主要返回冶金厂。......
2023-06-20

供齿轮淬火时参考。齿轮淬火的冷却方式如图3-14所示,中碳钢经最佳亚温淬火处理与调质处理后的性能对比见表3-39。表3-40 常用水溶液淬火冷却介质(配方)及其应用效果(续)3.齿轮的分级淬火工艺为了尽可能降低淬火时产生的内应力,常借助奥氏体等温转变来进行各种类型的分级和等温淬火,以减少齿轮淬火畸变。齿轮在等温淬火后不需再进行回火。图3-15 常用的球墨铸铁等温淬火工艺曲线图3-16 球墨铸铁齿轮等温淬火工艺曲线2)检验结果。......
2023-06-29
相关推荐