不同工作条件下轴类零件的选材、热处理要求及应用举例见表8-5。......
2023-06-24
1.分类及功能
按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类,或分为实心轴、空心轴等。轴的长径比小于5的称为短轴,对于不同的工种有不同的说法,也是根据加工设备和方法的不同定义的,对车削加工而言,长径比大于20~25的称为细长轴;而在磨削加工中,长径比大于10的就称为细长轴;大多数轴介于两者之间;根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。
它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。
2.结构与特点
轴类零件是回转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面组成。
由于组成零件的回转体都处在同一回转轴线上,而且可以由圆锥体、圆柱体、球等形体同轴组合而成。
轴类零件外圆上常制有倒角、圆角、退刀槽、越程槽、螺纹、花键、键槽、圆锥、中心孔等结构,如图3-1所示。
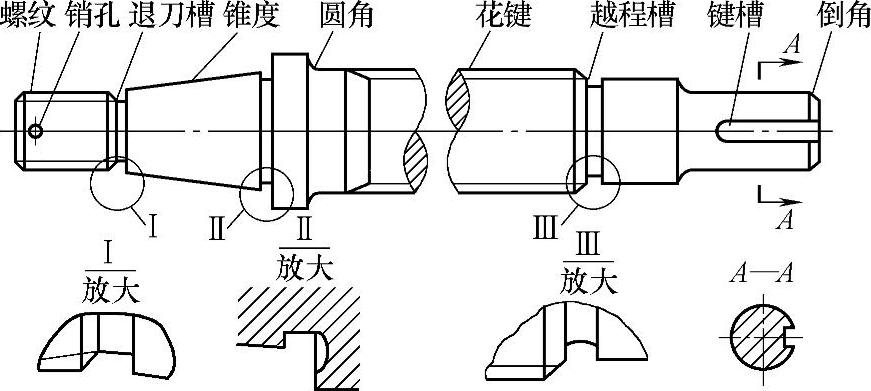
图3-1 轴类零件的常见结构
3.检测特点
由于组成轴类零件都是回转体类零件,其尺寸检测主要是直径尺寸的检测,所使用的测量器具主要是外径千分尺和游标卡尺;轴类零件的轴向尺寸一般精度要求不高,其检测器具一般为金属直尺;当轴向尺寸的精度等级要求较高时可用加长游标卡尺或设计制造的专用测长量具,有条件的可用机床上安装的光栅数显齿进行检测;轴类零件的几何公差检测项目多为径向圆跳动,在装轴承的轴径部位一般还有圆柱度、同轴度等精度要求。
有关机械产品检验工:基础知识:中级的文章

轴类零件的支承轴颈一般与轴承配合,是轴类零件的主要表面,它影响轴的旋转精度与工作状态,通常对其尺寸精度要求较高,为IT5~IT7级。轴类零件的形状精度主要是指支承轴颈的圆度、圆柱度、一般应将其限制在尺寸公差范围内,对精度要求高的轴,应在图样上标注其形状公差。表面淬火一般放在精加工之前,可保证淬火引起的局部变形在精加工中得到纠正。......
2023-06-25

图4-33 螺纹轴制定加工工艺1)确定装夹方案。因工件长度较短,可用自定心卡盘直接夹紧工件外圆左端,工件伸出卡盘110mm,将工件右端面中心设置为工件零点,作为加工测量及编程的基准点。③进行切槽加工。因工件SR20mm的圆球要求过象限切削,为防止刀具与工件轮廓发生干涉,车刀副偏角不能太小。数控加工程序如下:......
2023-06-26

图2-27传动结构简图1—输出轴Ⅱ;2—轴承;3—齿轮;4—输入轴Ⅰ;5—联轴器;6—电动机轴按轴的功用和承载情况,轴可分为3种类型。选择轴的材料应考虑工作条件对它提出的强度、刚度、耐磨性、耐腐蚀性方面的要求,同时还应考虑制造的工艺性及经济性。轴的常用材料是优质碳素钢35、45、50,最常用的是45和40Cr钢。轴的直径较小时,可用圆钢棒制造,而对于重要的,大直径或阶梯直径变化较大的轴,多采用锻件。......
2023-06-23

②车外圆12,保证外圆尺寸12,保证表面粗糙度Ra3.2。②检查毛坯尺寸,划线确定车削长度。精车的顺序与粗车相同,由大直径到小直径;台阶外圆和长度均车削至尺寸,并在外圆上倒角。车槽的切削速度应略低于切断的速度。④车轴肩沟槽采用等于槽宽的车槽刀,沿着轴肩将槽车削出,直到符合图样要求为止。......
2023-06-27

对于黑色金属材料,精度要求高和表面粗糙度值要求较小、零件需要淬硬时,其后续工序只能用磨削而采用的加工路线。轴类零件的主要加工表面是外圆表面,还有常见的特殊形表面,因此针对各种精度等级和表面粗糙度要求,按经济精度选择加工方法。轴类零件的预加工是指加工的准备工序,即车削外圆之前的工艺,主要有校直、切断、切端面和钻中心孔。②轴类零件加工的定位基准和装夹。现以此轴为例进行机械加工工艺分析。......
2023-06-29

图5-16 球化鉴别a)球化良好 b)球化不良 c)没有球化4.敲击声音检查法方法简介:利用球墨铸铁吸震性差、传音强的特点,敲击三角试样进行球化情况检查。......
2023-06-24
杆叉类零件为受力零件,一般承受冲击载荷,因此要求其具有一定的强度。根据不同的工作条件,杆、叉类零件的毛坯种类一般可选用优质炭素结构钢35,45或40Cr等。由于杆类及叉类零件的外形较复杂,自由锻造达不到所需形状,如果在工作中不承受冲击载荷,生产批量也不大,则可以选用灰铸铁或可锻铸铁的铸件毛坯。叉类零件的加工工艺与杆类零件有共同之处。......
2023-06-25
相关推荐