表面粗糙度的评定参数值国家标准都已标准化。一般来说,选择的表面粗糙度参数值越小,零件的使用性能越好。4)表面粗糙度参数值应与尺寸公差及几何公差协调一致。5)对密封性、耐蚀性要求高,以及外表要求美观的表面,其表面粗糙度参数值应小。......
2023-06-26
表面粗糙度是由较小间距和峰谷所组成的微观几何形状特性。生产车间一般采用表面粗糙度比较样块(以下简称样块)用比较法评定工件加工后的表面粗糙度。
样块表面有具体的表面粗糙度参数值——Ra或Rz值,样块比较法是凭触觉(如用指甲刮测表面)或视觉(也可借助放大镜或比较显微镜)将被测表面和样块进行比较,来判断被测表面粗糙度是否合格的方法。虽不能得出具体表面粗糙度的参数,但由于它简单方便、效率高,对中、低精度的工件表面粗糙度能作出可靠的判断,故在生产应用广泛。
为了使评定时判断准确,样块和被评定的表面应具有相同的材料、相同的加工方法,相同或相近的表面物理特性(如表面加工纹理、色泽、形状等)。样块可用不同的方法加工,以适应不同方法加工的表面检验。样块的外形如图2-68所示。

图2-68 样块的外形
常用的样块有铸造表面粗糙度比较样块,磨、车、镗、铣、插及刨加工表面粗糙度比较样块,电火花、抛(喷)丸、喷砂、研磨、锉、抛光加工表面粗糙度比较样块。这些表面租糙度比较样块的参数公称值见表2-20~表2-23。
表2-20 铸造表面粗糙度比较样块的Ra值和Rz值
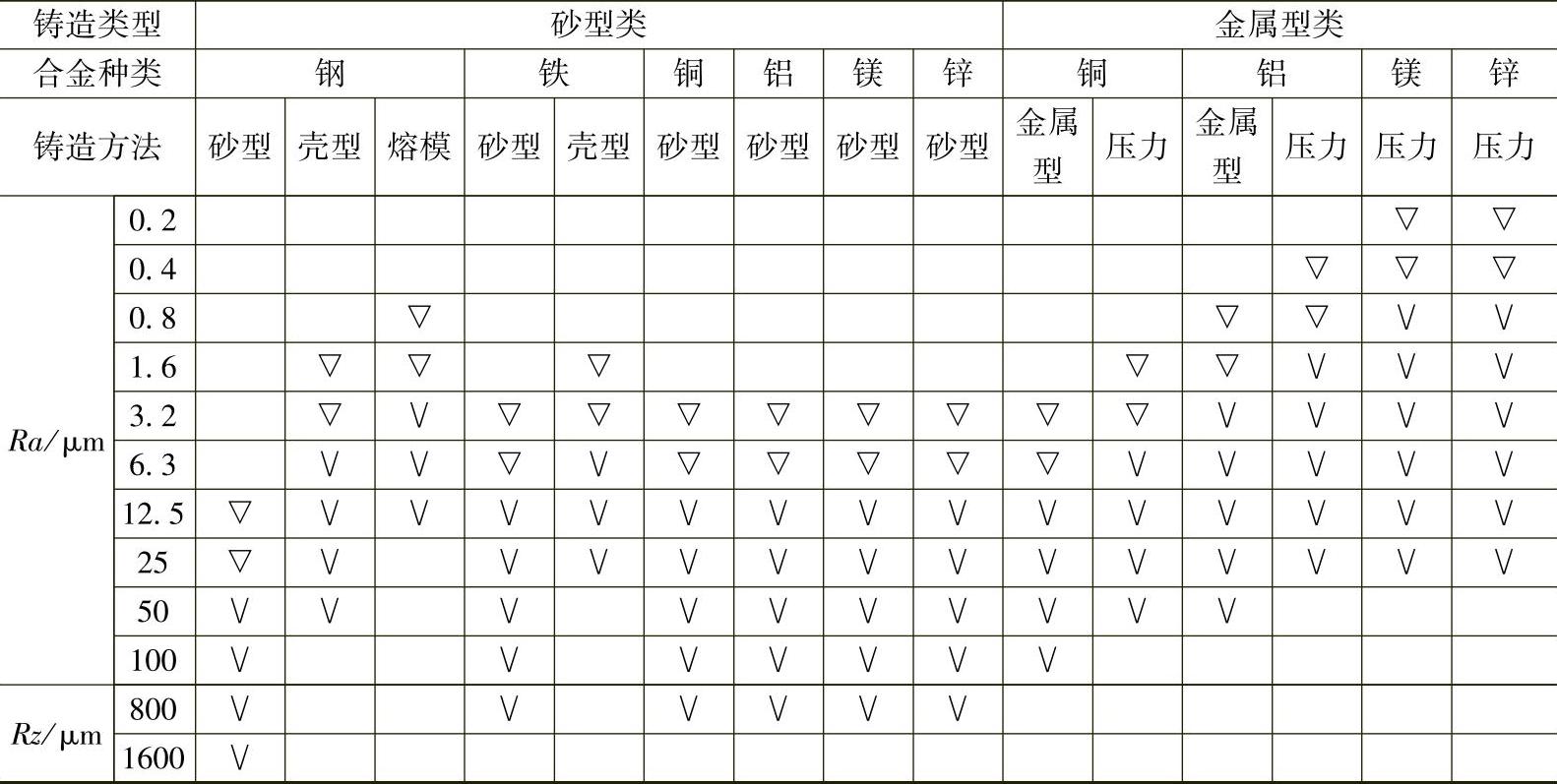
注:“∨”表示可达到的表面粗糙度;“▽”表示采取特殊措施方能达到的表面粗糙度。
表2-21 磨、车、镗、铣、插及刨加工表面粗糙度比较样块的分类及对应的表面粗糙度参数 (单位:μm)
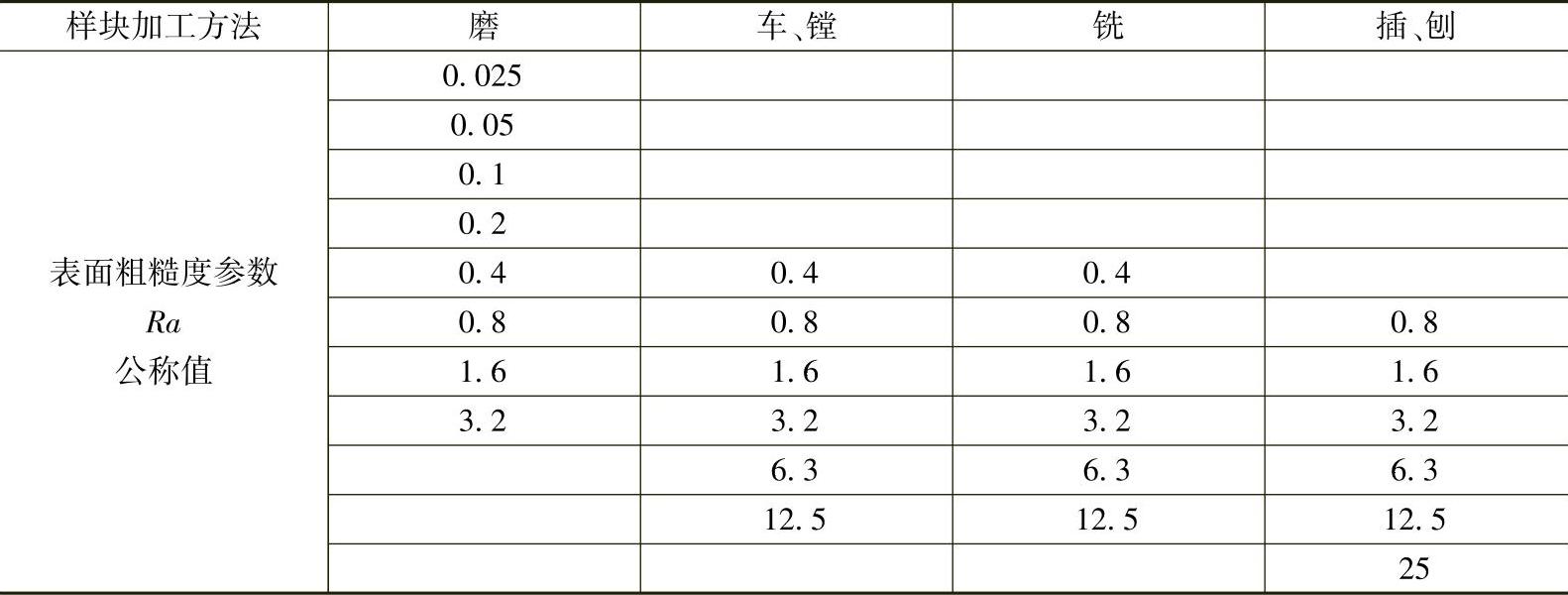
注:1.表中的表面粗糙度参数Ra公称值系选自GB/T 1031—2009中的表1;如需提供中间数值的样块,其中间数值则应从GB/T 1031—2009附录A中的表A.1中选择。
2.表中表面粗糙度参数Ra值较小(如0.025μm、0.05μm和0.1μm的样块主要适用于为设计人员提供较小表面粗糙度差异的概念。
表2-22 电火花、研磨、锉和抛光表面比较样块的分类及表面粗糙度参数
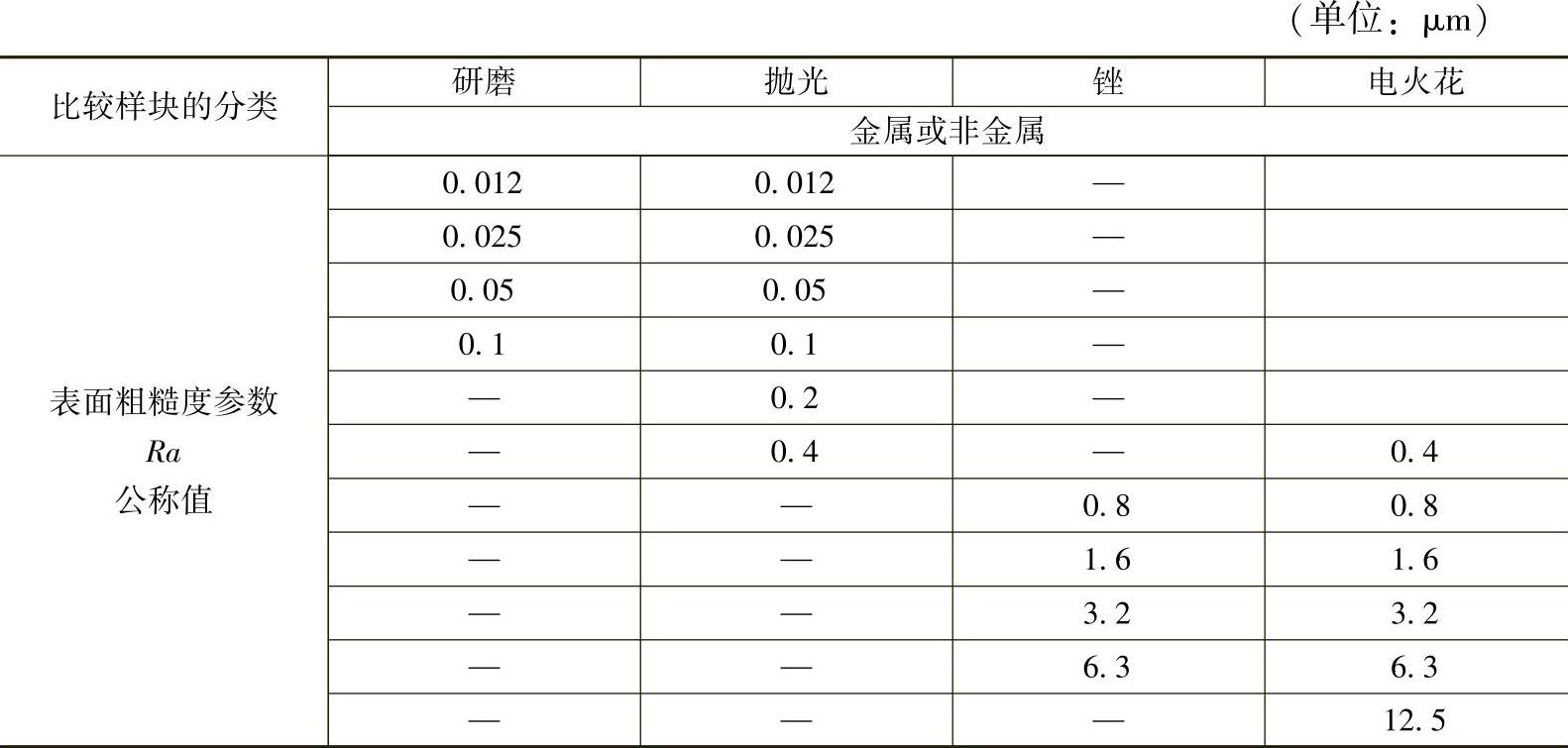
表2-23 抛(喷)丸、喷砂表面比较样块的分类及表面粗糙度参数
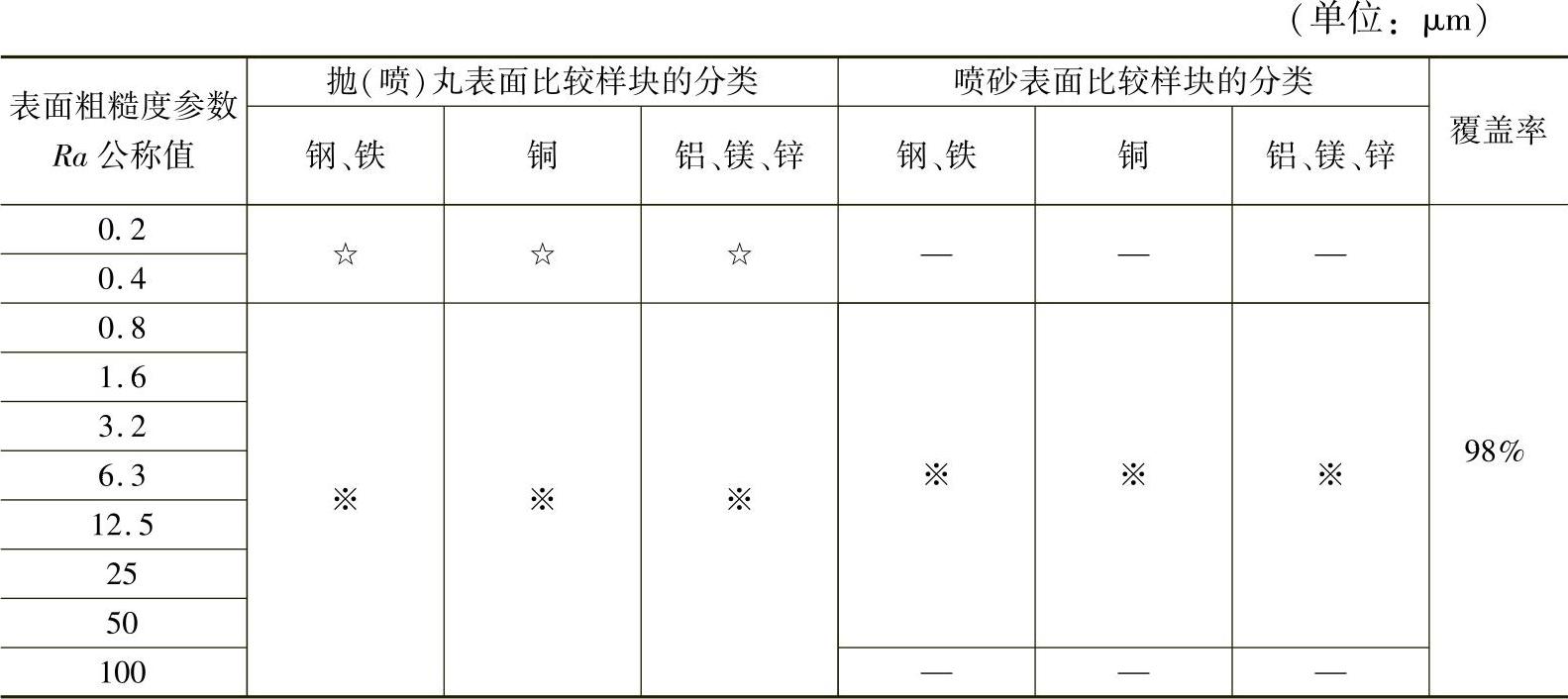
注:1.“☆”表示采取特殊措施方能达到的表面粗糙度。
2.“※”表示采取一般工艺措施可以达到的表面粗糙度。
用样块按触觉法检验工件表面,是指用手指加以适当速度分别沿样块和工件表面划过时,凭主观触觉比较评估工件的表面粗糙度。触觉法可评估Ra值为1~10μm,评定1~5μm的Ra值,评估者应有一定的经验。
用样块按视觉法检验工件表面,最简单的方法是将样块被检表面放在一起,在相同的照明条件下,用人眼直接观察评定。这种方法的评定范围是Ra值为2~60μm,对Ra值为0.4~1.6μm的表面,可用5倍或10倍的放大镜进行目测评估;对Ra值为0.1~0.4μm的表面,可用比较显微镜目测评估;对Ra值小于0.1μm的表面,不宜用样块检验。要注意评估表面粗糙度是根据表面加工痕迹的深浅,而不考虑加工痕迹的宽窄程度。
有关机械产品检验工:基础知识:中级的文章

表面粗糙度的评定参数值国家标准都已标准化。一般来说,选择的表面粗糙度参数值越小,零件的使用性能越好。4)表面粗糙度参数值应与尺寸公差及几何公差协调一致。5)对密封性、耐蚀性要求高,以及外表要求美观的表面,其表面粗糙度参数值应小。......
2023-06-26

对表面粗糙度的评定分为定性评定和定量评定两种。定量评定是指借助各种检测仪器,准确地测出被测表面粗糙度参数值。比较法简单易用,多用于生产现场判断零件的表面粗糙度,比较法判断的准确程度和检验人员的技术熟练程度有关。2)光切法光切法是利用光切原理来测量表面粗糙度的一种测量方法。......
2023-06-15

表面粗糙度影响配合性质的稳定性。此外,表面粗糙度对零件的外观、测量精度也有一定的影响。为了获得较小的表面粗糙度,零件要经过复杂的加工,会引起加工成本的急剧增加。因此,表面粗糙度的参数值在设计过程中应该合理选择。图5-2表面粗糙度的概念......
2023-06-15
检测工件进行抓取涉及最先进的技术。为了仅从可用性的角度检测工件,机械手中内置的传感器通常就足够了。这种抓取工件的检测也表现了该工序中一种连续型的传感器系统。将传感器系统移动到外围位置,并创造与机器人运动并行检测工件的可能性,通常可以提供一种经济的解决方案。图3.136装配时机器人的定位与工件进行物理接触更是一种不寻常的工件检测传感器系统。......
2023-06-15

机械加工的表面质量是指零件加工后的表层状态,它包含了零件加工后的微观几何形状误差和物理力学性能。它是衡量机械加工质量的一个重要方面,其质量将对零件或产品的使用性能和使用寿命产生很大的影响。表面粗糙度 表面粗糙度是指加工表面上具有的很小间距的波峰、波谷组成的微观几何形状特性,它主要由所使用的刀具、切削用量、加工方法以及其他因素形成的,波高与波长的比值一般大于1∶50。......
2023-06-25

表示已加工表面的微观几何形状误差。表面波度尚无国家标准。指工件经机械加工后表面层的强度、硬度有提高的现象,也称为表面层的冷硬或强化。对零件使用性能的影响大小取决于加工表面层残余应力的方向、大小和分布状况。3)切削液对加工表面粗糙度有明显的影响。2)采用人工时效的方法消除表面残余应力。......
2023-06-28
每一加工面只能标注一次表面粗糙度要求,并且尽可能和尺寸公差标注在同一视图上,以便加工者更加直观。除非另有说明,所标注的表面粗糙度是指零件加工完成后的表面粗糙度要求。在图样上标注表面粗糙度时应按以下几点要求标注。图5-23表面粗糙度代号在图样上的标注图5-24表面结构要求注写在尺寸线上3)标注在几何公差框格的上方表面粗糙度要求也可标注在几何公差框格的上方,如图5-25所示。图5-29表面粗糙度标注答案......
2023-06-15

粗化程度表示法一般借用机械设计中常用的表面粗糙度来表示待喷零件表面的粗化程度,其单位为μm。表面粗糙度主要反映零件表面的凹凸不平程度,常用表示法有以下两种,如图4-13所示。零件表面粗糙度Ra与Rz之间的关系见表4-9。4)良好结合所要求的涂层厚度及表面粗糙度。......
2023-06-18
相关推荐