钛及钛合金等离子弧焊时,为了避免产生钛的氢化物,可使用纯氩或Ar+He混合气体,但不能混入氢气。钛及钛合金等离子弧焊的焊接参数见表5-21。目前小孔等离子弧焊的主要缺点是焊枪笨重,只能局限于自动化焊接。钛合金等离子弧焊时容易产生咬边,可以采用加填充焊丝或加焊一道装饰焊缝的方法消除。......
2023-06-23
电子束焊具有能量集中、焊接效率高等优点,而且焊接在真空中进行,可防止大气的污染,特别是电子束直径小、焊接宽度窄,可进行大熔深焊接,因而很适用于钛及钛合金的焊接。例如,厚度为50mm的Ti-6Al-4V钛合金板不用开坡口一次就能焊透,焊接接头变形很小;厚度为100~150mm的Ti-6Al-4V钛合金板焊接时,焊接速度能达到18m/h。真空电子束焊可以保护焊接接头不受空气的污染,保证焊接质量。采用电子束焊方法焊接纯钛及Ti-6Al-4V、Ti-8Al-1Mo-V、Ti-6Al-2.5Cr和Ti-5Al-2.5Si等钛合金可获得热影响区窄、晶粒细、变形小的焊接接头。
电子束焊前须对钛合金工件净化处理,净化处理后必也须保持清洁,不可继续污染。清理方法多用酸洗或机械加工。为了防止电子束流偏离或产生附加磁场,焊接时必须采用铝或铜等无磁性材料作夹具。电子束焊焊接钛合金时一般工件都很厚,而且多为对称接口,为保证焊接质量,焊前装配时应控制间隙;否则,将会被电子束所穿透,或因未熔透而形成凹槽,影响接头质量。
为改善焊缝向母材的过渡,可采用两道电子束焊焊接法:第一道是用高功率密度的深熔焊,保证焊透;第二道为低功率密度的修饰焊。这种做法改善了焊缝成形,有利于提高接头的力学性能。焊接封闭环形焊缝时,由于电子束压力的作用,大量已熔化金属被推向焊接方向的后端,使未经熔化的金属表面焊缝局部突起增厚。所以在收尾时,由于局部未焊透,在起始处留下了凹陷,影响焊缝的质量。为此,在焊接工艺上要保证整个焊缝全部焊透,并在收尾时修整起始段焊缝的成形。这就要求电子束焊环形焊缝时须具有电流衰减的控制系统,一般采取束流衰减或增大焊速或两者相结合来进行。另外,电子束摆动也可以改善焊缝成形、细化晶粒和减少气孔,从而提高接头质量。
电子束焊可以用于焊接薄板和厚度几十毫米厚的钛板。钛合金真空电子束焊的焊接参数见表5-23。钛合金电子束焊缝的力学性能示例见表5-24。
表5-23 钛合金真空电子束焊的焊接参数
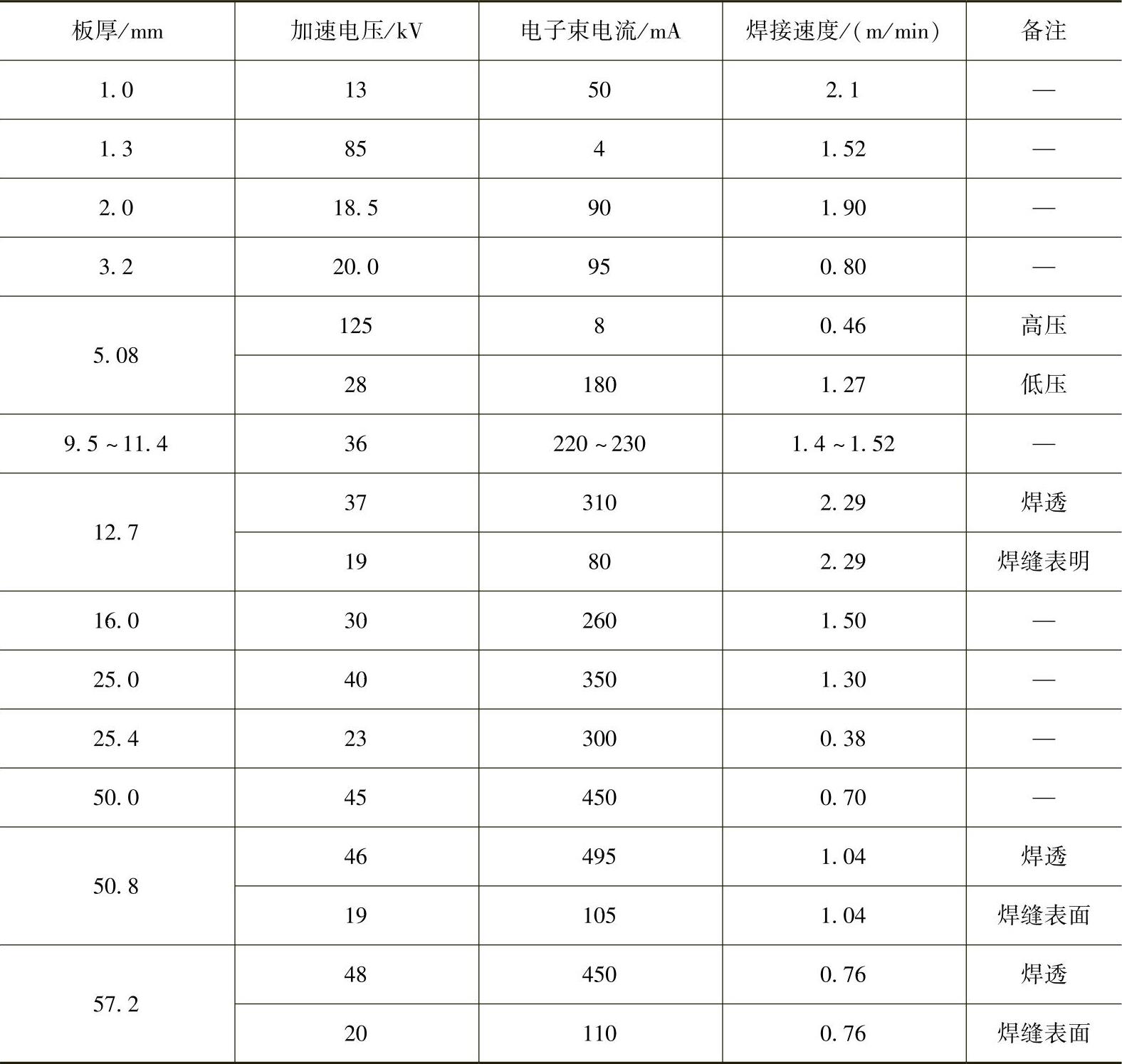
表5-24 钛合金电子束焊缝的力学性能示例

有关先进难焊材料的连接的文章

钛及钛合金等离子弧焊时,为了避免产生钛的氢化物,可使用纯氩或Ar+He混合气体,但不能混入氢气。钛及钛合金等离子弧焊的焊接参数见表5-21。目前小孔等离子弧焊的主要缺点是焊枪笨重,只能局限于自动化焊接。钛合金等离子弧焊时容易产生咬边,可以采用加填充焊丝或加焊一道装饰焊缝的方法消除。......
2023-06-23

钛及钛合金焊前,将待焊处及其周围必须仔细进行清理,去除油、污、锈、垢并保持干燥。表面氧化皮清理完后,应该立即进行酸洗,以确保无氧化和油脂污染。......
2023-06-15

装配焊接前,钛和铼管接头均用丙酮清洗去除油脂,在真空室中,进行电子束焊。图4-2-35 铼-钛电子束焊焊接接头电子束焊接头的性能 具有复合过渡层铼-钛电子束焊接头形貌,如图4-2-37所示。中间部分为铼管,两端为7715D钛合金。焊接接头经X射线探伤合格,没有发现裂纹及其他超标缺陷。使用氮气进行气密性试验合格,试验压力2MPa,保压15min,焊缝没有发生泄漏。......
2023-06-26
钛及钛合金的最大优点是比强度大,综合性能优越。氧和氮固溶于钛中,使钛晶格畸变,强度硬度增加,塑性韧性降低;而氢含量增加,焊缝金属的冲击韧性急剧降低,塑性下降较少;碳以间隙形式固溶于钛中,使强度提高,塑性下降,作用不如氮、氧显著,但碳量超过溶解度时,易于引起裂纹,因此钛及钛合金焊接时必须进行有效的保护。......
2023-06-23

活化后经水洗进入阳极氧化槽处理。阳极氧化处理 钛及钛合金阳极氧化工艺见表285。表285 钛及钛合金阳极氧化工艺溶液的配置及维护:先将工作体积的1/2左右的去离子水加到槽内,然后将计算量的磷酸和添加剂在不断搅拌条件下加入槽内,再用去离子水加至工作体积。......
2023-06-22
由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2023-06-15

GB/T 3620.1—2007《钛及钛合金牌号和化学成分》规定了这三类钛及钛合金牌号和相应的化学成分,其中TA类共43个牌号,包括9种工业纯钛和34种α钛合金;TB类共10种,TC类共23种。表4-31总结了这些钛及钛合金的主要特征,表4-32列出了一些钛及钛合金的名义成分和力学性能。钛及钛合金的焊接性具有许多显著特点,其中气体及杂质污染显著影响其焊接性。因此,钛及钛合金母材的含碳质量分数应不大于0.1%,焊缝含碳量不超过母材含碳量。......
2023-07-02

利用磁性偏转装置可调节电子束射向焊件的方向和部位。高真空电子束焊是在10-4~10-1 Pa的压强下进行的,此法目前应用较广。高真空电子束焊防止了金属元素的氧化和烧损,适用于活泼金属、难熔金属和质量要求高的工件的焊接。低真空电子束焊是在0.1~10 Pa的压强下进行的。非真空电子束焊是将高真空条件下产生的电子束引入到大气压力的工作环境中,对工件进行施焊,故又称为大气压电子束焊。......
2023-06-24
相关推荐