等离子弧焊的一般操作程序和操作技术是焊前提前送气送水、高频引弧、切断高频、转移弧形成;焊接时调整好各工艺参数、弧柱中心始终对中接缝中心、等离子气递增、行走(送丝)停焊时完成电流衰减、停丝、熄弧、延迟停气等动作。利用穿孔法等离子弧焊焊接厚板时,引弧及收弧处易产生气孔、下凹等缺陷,平直焊缝可增加引弧板及引出板。......
2023-06-23
等离子弧焊具有能量密度集中、热输入大、效率高等特点,可用于钛及钛合金的焊接。液态钛的表面张力大,密度小,有利于采用小孔法进行等离子弧焊。采用小孔法可以一次焊透厚度2.5~15mm的板材,并可有效地防止气孔的产生。熔透法适合于焊接各种钛板,但一次焊透的熔深较小,3mm以上的板材一般需开坡口。用微束等离子弧焊可以焊接非常薄的薄板,适用的板厚范围很宽。
钛及钛合金等离子弧焊时,为了避免产生钛的氢化物,可使用纯氩或Ar+He混合气体,但不能混入氢气。这种方法的优点是等离子弧焰比较平行,因而对焊枪至工件距离的要求不严。
钛及钛合金等离子弧焊的焊接参数见表5-21。TC4钛合金TIG焊和等离子弧焊接头的力学性能比较见表5-22。焊接接头屈服强度高,拉伸试样都断在热影响区过热区。两种焊接方法的接头强度都能达到母材强度的93%,等离子弧焊的接头塑性可达到母材的70%左右,而TIG只有50%左右。
表5-21 钛及钛合金等离子弧焊的焊接参数
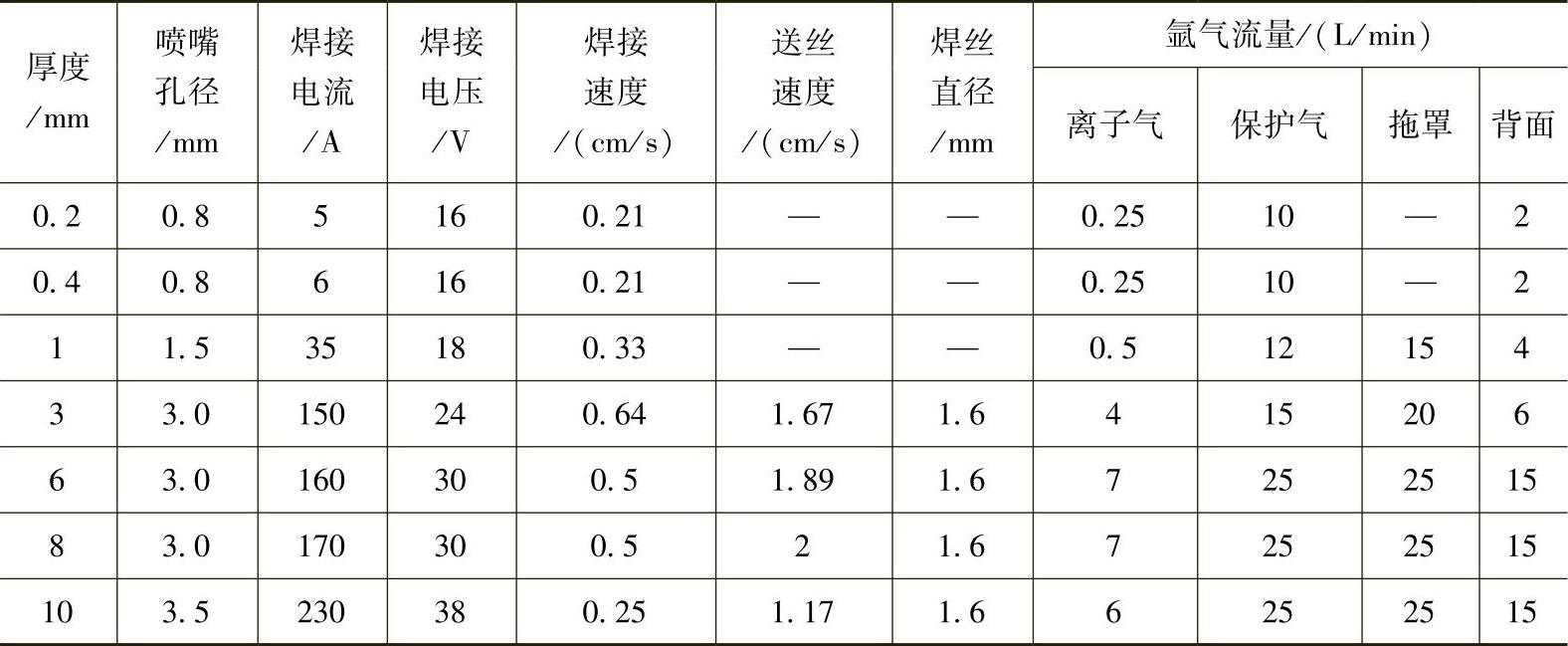
注:电源极性为直流正接,开I形坡口。厚度为0.2mm和0.4mm的板采用熔透法焊接,其余采用小孔法焊接。
表5-22 TC4合金焊接接头的力学性能
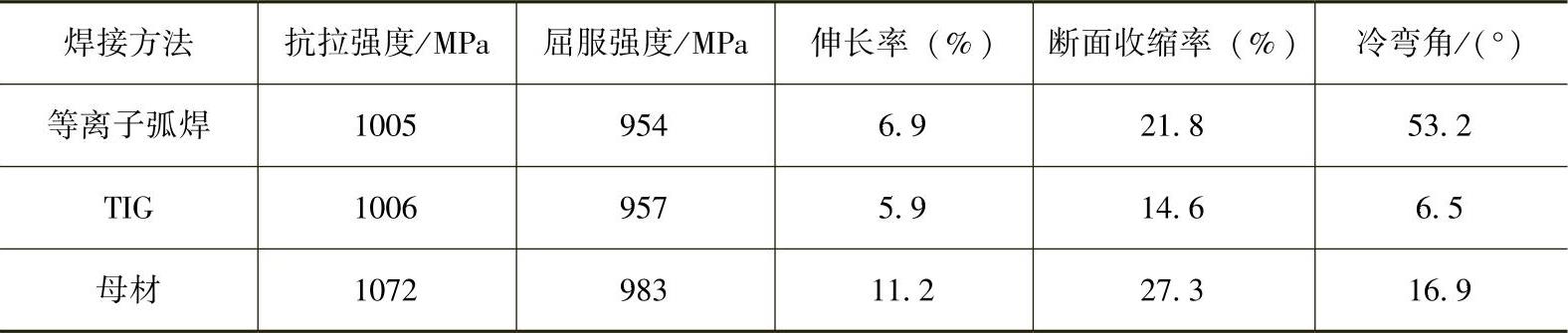
注:TIG采用TC3填充焊丝,而等离子弧焊不填充焊丝。
小孔等离子弧焊会出现焊缝成形差的问题,而且起弧和熄弧阶段比较难控制,原因是难以逐渐地衰减焊接电流、气流等。目前小孔等离子弧焊的主要缺点是焊枪笨重,只能局限于自动化焊接。轻型等离子弧焊枪的开发将打开新的领域,将使得角焊缝、填角焊缝及复杂焊缝更容易焊接。
纯钛等离子弧焊的气体保护方式与TIG焊相似,可采用氩弧焊保护拖罩,但随着板厚的增加和焊接速度的提高,拖罩要加长以使处于350℃以上的金属得到良好的保护。背面垫板上的沟槽尺寸一般宽度和深度均为2.0~3.0mm,背面保护气流的流量也要增加。厚度15mm以上的钛板等离子弧焊接时,一般开钝边为6~8mm的V形或U形坡口,用小孔法封底,然后用熔透法填满坡口(氩弧焊封底时,钝边仅为1mm左右)。用等离子弧焊封底可减少焊道层数,减少填丝量和焊接角变形,能提高生产率。熔透法多用于厚度为3mm以下的薄件焊接,比TIG容易保证焊接质量。钛合金等离子弧焊时容易产生咬边,可以采用加填充焊丝或加焊一道装饰焊缝的方法消除。
有关先进难焊材料的连接的文章

等离子弧焊的一般操作程序和操作技术是焊前提前送气送水、高频引弧、切断高频、转移弧形成;焊接时调整好各工艺参数、弧柱中心始终对中接缝中心、等离子气递增、行走(送丝)停焊时完成电流衰减、停丝、熄弧、延迟停气等动作。利用穿孔法等离子弧焊焊接厚板时,引弧及收弧处易产生气孔、下凹等缺陷,平直焊缝可增加引弧板及引出板。......
2023-06-23

钛及钛合金焊前,将待焊处及其周围必须仔细进行清理,去除油、污、锈、垢并保持干燥。表面氧化皮清理完后,应该立即进行酸洗,以确保无氧化和油脂污染。......
2023-06-15

电子束焊具有能量集中、焊接效率高等优点,而且焊接在真空中进行,可防止大气的污染,特别是电子束直径小、焊接宽度窄,可进行大熔深焊接,因而很适用于钛及钛合金的焊接。真空电子束焊可以保护焊接接头不受空气的污染,保证焊接质量。电子束焊前须对钛合金工件净化处理,净化处理后必也须保持清洁,不可继续污染。钛合金电子束焊缝的力学性能示例见表5-24。......
2023-06-23

利用熔透法焊接时,应适当降低等离子气流量,以减小等离子流力。因此,焊接速度、离子气流量及焊接电流这三个工艺参数应相互匹配。大电流焊接时保护气和等离子气应用同种气体以提高电弧的稳定性。对不留间隙的Ⅰ型对接接头进行等离子弧焊时一般可不填充焊丝。......
2023-06-23

它综合了变极性TIG焊和等离子弧焊的优点,具有能量集中、电弧挺度大、一次穿透深度大、焊后变形小等特点,被称为“零缺陷”焊接方法,具有广泛的应用前景。20世纪六七十年代,美国就开始进行变极性等离子弧焊接设备的研制工作,已成功应用于航天飞机外储箱等产品的焊接生产上。其中,变极性等离子弧焊电源是VPPAW焊接技术中的关键环节,必须具备正负半波的通电时间和电流幅值、频率等均可独立调节的能力。......
2023-06-26

3)离子气种类及流量:等离子弧焊最常用的保护气体和工作气体是氩气,适用于所有金属。表1-7-2为小电流等离子弧焊时常采用的保护气体。小电流等离子弧焊时,保护气可以不同。表1-7-3 等离子弧焊常见缺陷及消除措施......
2023-06-26

等离子弧焊与钨极氩弧焊方法的最大区别在于它使用电弧能量高度集中的等离子弧。图1-7-4 等离子弧焊原理图按照所用焊接电流的大小和喷嘴孔径大小,等离子弧焊工艺可以分为以下三种不同的焊接模式。微束等离子弧焊焊接电流在0.1~15A,其特点是电弧易于控制,电弧在小电流下像一个针尖一样,非常稳定,所以又称为针弧,适于焊接精密的薄件制品。熔入法等离子弧焊 焊接电流为15~100A,用于对焊接质量有高要求的常规部件的焊接。......
2023-06-26
通常将焊接电流在30A以下的熔入型等离子弧焊称为微束等离子弧焊。微束等离子弧是等离子弧的一种。微束等离子弧焊电源使用时是采用正极性接法,一般采用氩气作为工作气体。微束等离子弧焊的焊接参数主要是焊接电流、焊接速度、工作气体流量、保护气体流量、电弧长度、喷嘴直径、喷嘴通道比和钨极的内缩量等,它们对焊缝的形状和焊接质量都有影响。......
2023-06-26
相关推荐