
采用聚焦式真空集热管可实现提高聚光比或降低聚光器的精度的目的。......
2023-06-23
1.金属-玻璃真空集热管的结构
金属-玻璃真空集热管的结构如图4-2所示。
2.真空集热管的物理参数
(1)吸热管外径
吸热管的外径需要同时满足聚光器的光学要求和热学要求,并在此基础上尽可能减少材料以降低成本。
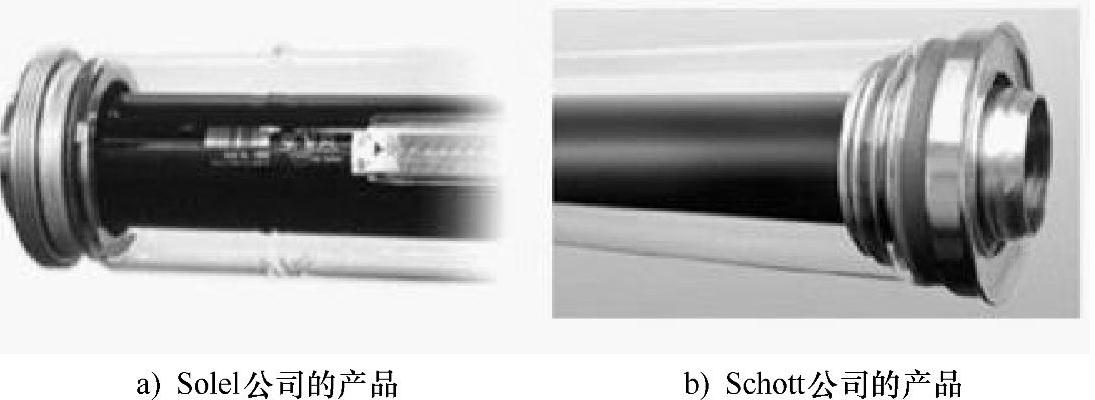
图4-1 外膨胀真空集热管
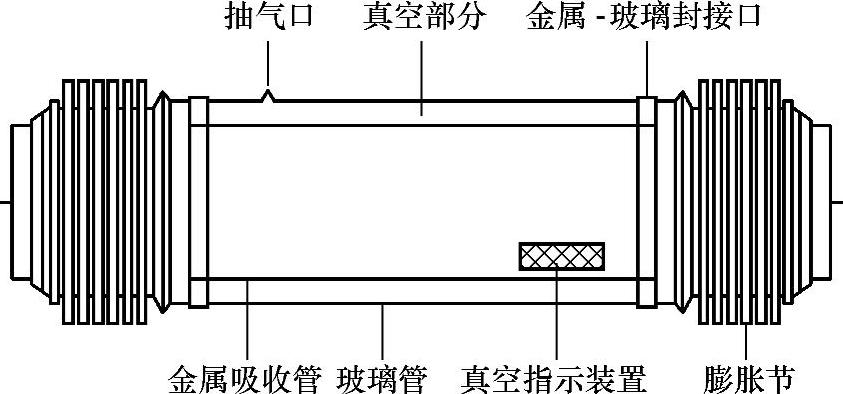
图4-2 金属-玻璃真空集热管结构
首先,要保证吸热管外径(吸收面的宽度)大于光斑带的宽度。理想情况下,抛物面聚光器可以将0°入射角的平行光聚焦到吸热管的轴线上。但实际上,跟踪系统不可能保证绝对精准地跟踪太阳。反光镜受应力及热膨胀的影响,焦距会不断改变,集热管受热和自重产生的弯曲以及大气对阳光的散射等因素都会减小吸热管的吸收率。目前,吸热管的吸收率都在95%~96%,依然有很大的提升空间。
对于吸热管的管径,管径越大的吸热管对整个系统产生的光学误差会有更好的适应性。但是,管径增大意味着聚光比减小,在选择性吸收涂层性能不变的情况下,减小聚光比意味着降低集热管所能达到的最高温度。然而,增大管径必然会增加吸热管的材料和成本。考虑各因素的影响,对于宽为5~6m的聚光器,通常选取外径为70mm左右的吸热管。
(2)玻璃管直径
玻璃管的直径增大,集热管对大气的散热面积将增大,但是由于吸收管与玻璃管间隙的增大,两者间的对流损失将减小。因此,玻璃管的直径存在一个最优值,使得真空集热管的热损失最小。
对于真空度降低的集热管,玻璃管直径的大小对其热性能影响很大,而真空良好的集热管,玻璃管直径并不会明显影响其热效率。由于集热管受热会发生弯曲,玻璃管直径不能取得太小;考虑到成本问题,其直径也不能取太大。目前,70mm的吸收管通常选择直径为115mm左右的玻璃管。
(3)真空集热管长度
理论上,为降低集热管的成本并提高有效集热面,希望其管长尽可能长。目前,Luz系列、Solel、UVAC、Schott、P1R70都使用4m长的集热管,其有效集热面都达到了95%以上。然而,增加集热管的长度需要的生产工艺会更复杂。比如,其中包括生产4m长大直径(>100mm)的高透光率的硼硅玻璃管,4m长的金属管表面磁控溅射镀膜技术等。此外,增加集热管的长度意味着其抗风载荷性能的降低,并增加了由重力弯曲产生的切应力,玻璃管套和金属-玻璃封接口的破损率会大幅提高。根据SEGS公司二十多年的运行经验,集热管的破损在运行成本中占了相当大的份额。因此,通常不选择大于4m长的集热管。
3.真空集热管的光学参数
(1)玻璃管的透光率
为提高玻璃管的透光率,应减小玻璃管厚度,并采用高透光的硼硅玻璃。由于金属-玻璃的封接口需要玻璃从两侧包住可伐合金(双边封接),并保证玻璃管的抗弯强度,玻璃管的壁厚不能取太薄,一般在3~5mm。
硼硅玻璃的透光率在92%左右,在玻璃管两面镀上减反射膜可以进一步提高其透光率。传统的多孔SiO,薄膜粘附性能较差,且容易刮损。使用凝胶-溶胶工艺镀上减反射薄膜(膜厚约110nm),可以将透光率提高到97.4%,并具有很好的长期稳定性。
(2)选择性吸收涂层
选择性吸收涂层的性能决定了集热管的最高工作温度和光—热转换效率。在高温(400~500℃)下保持选择性吸收涂层的高吸收率α并不困难,但要降低发射率ε却很困难。现在各国都在开发新型的高温选择性吸收涂层。如Mo-Al2O3金属陶瓷膜可以在400℃保持α=0.938,ε=0.146;新一代的Al2O3基金属陶瓷膜在400℃时,α=0.954,ε=0.134。Solel公司开发了新型的低成本。涂层可以在400℃时保证ε<0.14。
除了涂层本身的性质,涂层的生产工艺对其性能影响也很大。生产中高温真空集热管,主要使用电化学法(黑铬)、真空蒸发法(黑铬、铝基)、磁控溅射法(金属陶瓷)。如使用磁控溅射技术生产的Ni—SiO2金属陶瓷涂层在Ni体积比从l0%逐渐变化为90%时,在300℃下,α=0.96,ε<0.14。CIEMAT使用凝胶-溶胶技术生产的涂层可以在450℃空气中保持高效。NREL6A使用了多层镀膜技术,生产成本较低,并可以在500℃的空气中长期运行,在450℃下,α=0.959,ε=0.070。
(3)有效聚光面积
为了维持真空集热管真空度,一般采用可伐合金过渡封接和膨胀节,解决金属-玻璃在温度改变时膨胀量不同的问题。然而,可伐合金和膨胀节所占有的长度对集热管而言是无效的,为了增加集热管的有效聚光面积,需要在不影响封口质量的同时尽量缩短可伐合金和膨胀节的长度。为此要求使用更薄、波高更高的波纹管,并使用内膨胀节替代外膨胀节。
此外,还可以通过真空集热管内部的二次反射技术增加其有效聚光面积。除了使用复合式抛物面聚光器(CPC)外,在玻璃管内壁70°~80°的范围内涂上反射膜也可以获得良好的二次反射。对Luz—2集热子系统的测定发现,二次反射可提高约l%的吸收率,减少4%的热损失,总的热效率提高2%。虽然,使用二次反射会增加成本,但它能使管内流动更均匀,对光学误差有更好的包容性。
4.真空集热管的热力学性能
(1)吸收管导热性能
减小吸收管与换热流体的温差可以提高流体温度、减小热损失,因此要求吸收管具有优越的导热性能。吸收管的导热性能是由金属管的材料、厚度、管径和换热流体的类型、状态决定的。实验证明减小管径和管壁厚度可以获得更好的传热效果,但管径减小会增大光学误差,而减小壁厚则无法抵抗管内高压。对于换热流体(如VP—1),无需高压工作的情况下只需要2mm的壁厚,而DSG技术需要8mm(54/70mm)的壁厚保证其在10MPa时安全工作。
虽然管壁较厚,以水为导热介质的吸收管却比使用换热流体的吸收管具有更好的换热效果,主要是因为流体的性质和状态对导热性能的影响更大。由于饱和水沸腾时产生的气泡强化了对流传热,因而在两相流动时具有更好的导热性能。但是由于蒸发段与过热段的换热能力相差很大,在汽水分离点上将产生瞬间的冷却(约5K/s),此时吸收管将产生强烈的热应力,必然减短集热管的寿命。因此有必要关注吸收管的温度分布和截面最大温差。
(2)温度分布和截面最大温差
以换热流体或溶盐为介质的集热管,不存在剧烈的物态变化,温度分布对集热管的影响可以忽略。而对于以水为介质的集热管,管内受热和流动很复杂,吸收管截面的温差Δt过大将会对集热管造成严重的损坏。
(3)最高温度
真空集热管运行的最高温度决定了汽轮机的效率,是评价集热管性能最重要的一个参数。理论上,希望进一步提高集热管的最高温度。以换热流体和溶盐为导热介质的集热管,最高温度受到导热介质沸点的限制,为此要使用沸点高的导热介质。常见的导热介质如VP—l的沸点为395℃,硅油为400℃,熔盐(60%NaNO3+40%KNO3)大约为500℃。此外,选择性吸收涂层在高温下易分解和脱落,通常吸收管的最高温度必须低于440℃。为了适应集热管在高温下运行的特点,必须选择合适的吸收管材料。目前,广泛使用的吸收管的材料主要有不锈钢321H、304L、316L。对于DSG技术,除了高温还需要承受10MPa的高压,必须选择其他耐高压的材料,如15Mo3和10CrMo9-10等。如果导热介质是溶盐,高温下,残余的氯离子(浓度约为0.6%)会强烈腐蚀金属管,因此需要选择抗腐蚀的材料,如钨钢A335 P91/P92。
由于部分集热管的工作温度达到300~500℃,为了长期维持集热管的真空度,需要使用高温封接方式将金属-玻璃封接。实验证明,热压封连接在高温下不能长期维持真空。因此只能使用熔封技术对金属-玻璃直接进行非匹配封接或配合可伐合金进行匹配连接。
可以看出,最高温度的上升对集热管结构、材料和工艺的要求也相应提高,无形中增加了制造的难度和生产成本。此外,温度升高还会使选择性吸收涂层的发射率ε增大,造成热损失增大。
5.集热管的制造工艺
由前面分析可知,集热管的性能受到制造工艺、工作环境和运行状态的影响,往往不能选取理论计算的最优值。随着DSG技术和储热技术的发展,集热管需要承受更高的温度和压强。如何根据生产材料和制造工艺选取集热管,以提高集热管的性能而不增加制造成本是集热管设计的关键。需关注以下环节:
1)熔封工艺。实现金属-玻璃连接的熔封工艺复杂,生产中温度不易控制,需要仔细退火,难以进行流水线生产,且破损率高,使成本增加。由于难以找到匹配封接的可伐合金,还需要克服不匹配封接的热应力。
2)膨胀节的设计。为了减小封接口的应力,保证真空,使结构紧凑,需要波纹管有良好的柔性和密封性。为此,要尽量减小单层壁厚,提高波高,并根据不同使用环境选择U形波纹(柔性好)或Ω形波纹(耐高压)。焊接制作的膨胀节,还要检测焊缝,确保不漏气。
3)镀膜工艺。真空集热管中需要多种涂层,包括减反射膜、选择性吸收涂层、抗氧化涂层、消气膜和吸氧膜等。生产中使用的镀膜技术,包括真空蒸发技术和磁控溅射技术,为保证涂层的性能,控制涂层的厚度、密度和浓度梯度是工艺关键。
6.目前真空集热管的发展现状
目前,全球范围内主要有以色列的Solel公司生产的外膨胀节真空集热管和德国Schott公司生产的内膨胀节真空集热管,主要性能参数见表4-2。Solel公司收购了Luz公司的集热管生产线后,继续研发新的选择性吸收涂层,并致力于提高其可靠性,生产出了新一代的集热管(UVAC)。UVAC使用了新型的金属陶瓷涂层以防止其被空气氧化,并增加了内部反射盾保护金属-玻璃的封接口。
表4-2 集热管主要性能参数
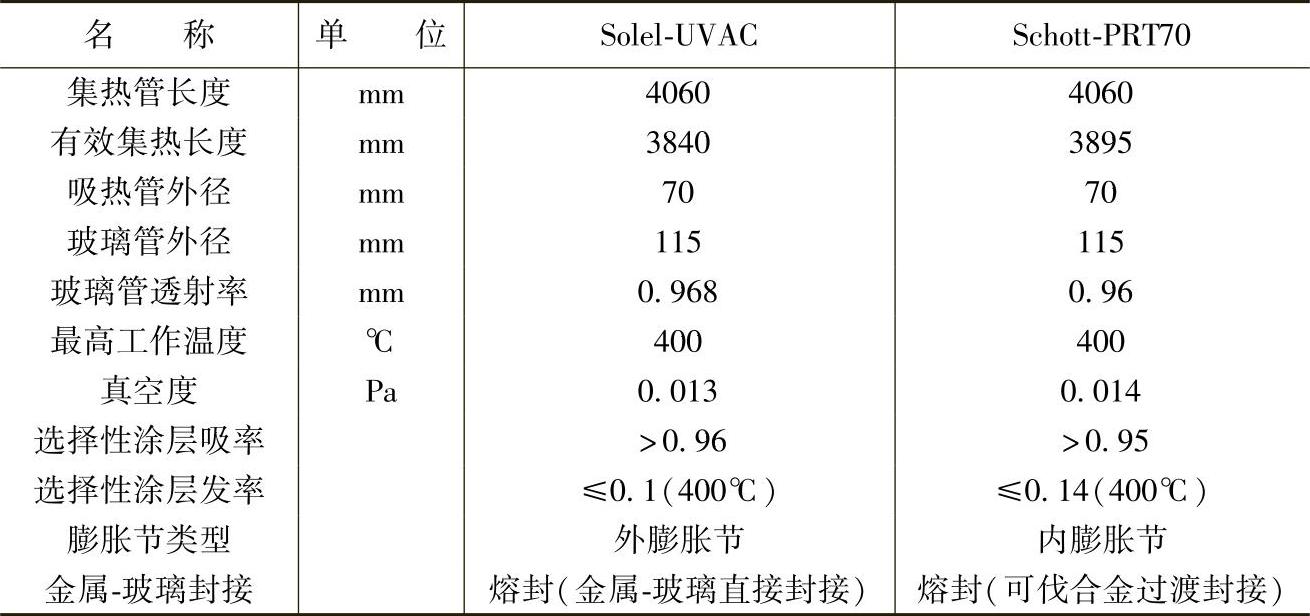
德国Schott公司也对高温真空集热管做了新的改进:①局部增加了反射圈,以保护金属-玻璃封接口;②缩短了波纹管的长度,用更紧凑的结构使有效管长增加到96%;③改进了玻璃管的成分,使玻璃管能更好的封接,并提高了真空度(0.01Pa),使其适合于DSG技术,并将破损率从4%降到了1%。经实验测定,Solel-UVAC与Schott-PRT70在高温段具有相似的热效率。
我国在槽式太阳能真空集热管上也取得了很大的进展。现已成功研发了2m长的新型直通式金属-玻璃集热管。一系列的可靠性试验表明:我国设计、制造的新型槽式太阳能真空集热管已经能够达到国内槽式太阳能热发电系统的使用标准。
7.真空集热管的发展方向
自1980年比利时公司建造SEGSI热发电站,槽式太阳能热发电技术已经历了30多年的发展。真空集热管的性能不断提高,工艺不断完善,成本也不断降低。性能方面,实验证明Sole-UVAC的热效率比初代Luz管高20%。成本方面,2004年SEGSⅥ中单根集热管(4m)的价格为875美元,2008年,价格已下降到700美元。根据SunLab的测算,到2020年,可下降到400美元。未来真空集热管的发展方向主要是:
1)提高集热管的工作温度,以适应DSG技术和溶盐储能技术的要求,集热管需要在大于500℃的环境下稳定工作并保持高效;
2)开发可靠性高、成本低的金属-玻璃封接技术,选择新型匹配金属,并实现熔封的流水线生产;
3)研发新型的选择吸收涂层,保证其在高温下稳定并具有更好的光热转换效率,同时进一步降低镀膜工艺的生产成本;
4)提高真空集热管的真空度和可靠性,降低其漏气率和失效率;
5)进一步优化真空集热管的结构和材料。包括减轻集热管的重量,提高其抗风性能;提高吸收管耐高温、耐高压、耐腐蚀的能力,方便维修、改造和更换。
有关太阳能热发电站的文章

硅酸钠水玻璃中,SiO2与Na2O的摩尔比称为水玻璃模数M。习惯上按模数不同加以分类:M不小于3的称为中性水玻璃;M小于3.0的称为碱性水玻璃。表6-109 液态水玻璃的技术条件表6-110 固态水玻璃的技术条件表6-110 固态水玻璃的技术条件......
2023-06-24

一般而言,包装材料主要有五大类:木材、纸、塑料、玻璃和金属。2.纸 张纸张在包装材料所占的比例最大,大约占总量的36%。人们常常用“塑料”这个术语来替代聚合物,表示一种特定的高分子材料。人们可以利用热、压力和作用时间来把塑料加工成各种形状。塑料的主要优点是根据预期的应用需要确定材料的最终组成。因此,可以专门定制一种塑料,以满足包装的功能需求。塑料具有各种特定材料的组合能力,这也会导致使用RFID 时碰到问题。......
2023-06-21

金属保护层是表面保护层的重要部分,在腐蚀科学中,金属保护层常称为镀层。按照保护机理,金属保护层分为阳极性镀层和阴极性镀层两类。金属保护层通常是以其涂覆工艺来区分并命名的,可分为电镀、化学镀、渗镀、热浸镀、热喷涂和包镀等。渗镀即化学热处理,指利用热扩散的方法,将另外一种金属或非金属渗入被保护金属形成表面合金层,又称为表面合金化。......
2023-06-23

图2-1晶体中原子排列示意图图2-1晶体中原子排列示意图图2-2晶胞的晶格常数和轴间夹角表示方法2.1.1.3典型的金属晶体结构在金属晶体中,由于原子趋于紧密排列,所以常见的金属材料中,除了极少数具有复杂的晶体结构外,绝大多数都具有比较简单的晶体结构,其中最典型、最常见的金属晶体结构有:体心立方结构、面心立方结构和密排六方结构。......
2023-06-24
金属的锻造性能是衡量金属材料利用锻压加工方法成形的难易程度,是金属的工艺性能指标之一。金属的锻造性能常用金属的塑性和变形抗力这两个指标来衡量。合金钢中合金元素的含量增多,锻造性能变差。金属组织内部有缺陷,如铸锭内部有缩松、气孔等缺陷,将引起金属的塑性下降,锻造时易出现断裂等现象。......
2023-06-28

根据KM动力喷涂工艺的特点,可完全保持涂层材料与原始喷涂粉末材料的高度纯净性,自2000年左右开始,针对轻金属零件表面制备尺寸超差修复涂层、功能性涂层、耐蚀涂层、耐磨损涂层等需求开展了耐磨、防腐蚀、热导导电、热防护涂层的应用研究。已针对阿帕奇直升机、UH-60通用直升机、海鹰直升机相关部件进行了Al合金涂层的尺寸修复,并对镁合金、铝合金铸件的缺陷进行修复。......
2023-06-18
相关推荐