汽车涂装前表面预处理是涂装施工前必须进行的工作,它关系到涂膜的附着力和使用寿命,直接影响涂装质量。表面预处理的方法很多,具体采用哪种,应根据被涂物的用途、要求、施工方法以及涂料品种等具体条件决定。表面预处理的大致程序是清洗、除油、除锈,根据使用要求,还可进行化学处理和机械加工等。发现锈蚀后,应及时采取相应措施,进行除锈处理。......
2023-08-10
涂装前的钢铁表面要求无氧化皮、铁锈、油、水、化学污物及粘附的尘土等,表面还应有一定的粗糙度。
表5-4 化学除油配方及工艺条件
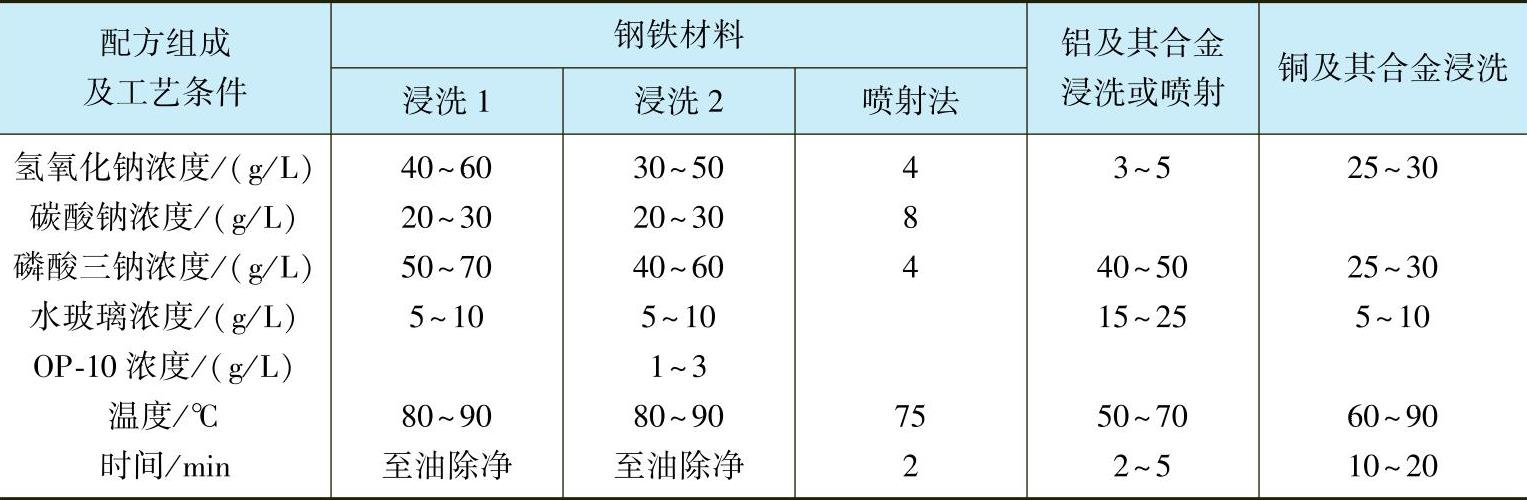
油、化学污物及粘附的尘土等在化学除油工序基本能够清除干净,但钢铁表面的氧化皮和铁锈就必须通过除锈工艺来完成。
钢铁表面除锈的方法有手工、机械和化学除锈三种。由于手工除锈劳动强度大,质量差,已被淘汰。机械除锈发展比较快,根据不同的产品对象,设计出各种喷砂、喷丸、抛丸及高压水等装置,对金属表面锈层进行喷砂、研磨、滚光、擦光等机械处理,使制品表面得平整同时除去表面锈层。
1.酸洗液的配制
钢铁的锈蚀产物主要是氧化物,化学除锈即利用酸溶液与这些氧化物发生化学反应,使其溶解于酸溶液中,以达到表面除锈的目的。
酸洗的机理是将氧化皮、铁锈等铁的氧化物如Fe3O4、Fe2O3、FeO等变成盐类去除。如在硫酸溶液中,产生如下反应:
Fe3O4+4H2SO4→FeSO4+Fe2(SO4)3+4H2O
Fe2O3+3H2SO4→Fe2(SO4)3+3H2O
FeO+H2SO4→FeSO4+H2O
Fe+H2SO4→FeSO4+H2↑
当使用盐酸和磷酸除锈时,也会产生类似的化学反应,并生成FeCl2、FeCl3、FeHPO4、Fe(H2PO4)2、Fe3(PO4)2等盐类和水。常用于金属酸洗的无机酸、有盐酸、硫酸、硝酸、磷酸、铬酸酐、氢氟酸等。
(1)盐酸 盐酸对金属氧化物具有较强的侵蚀(溶解)能力,但对钢铁基体溶解较缓慢,不易发生过腐蚀和严重的氢脆,侵蚀后表面的残渣较少,质量较高。盐酸的侵蚀能力虽与其浓度成正比,但由于盐酸的挥发性大,通常并不使用浓度很高的盐酸来除锈,室温下一般不超过360g/L(约31%)。采用盐酸除锈通常在室温下操作,在加热情况下使用则盐酸浓度更低。
(2)硫酸 室温下,硫酸溶液对金属氧化物的溶解能力较弱,提高浓度并不能显著提高其侵蚀能力,通常控制在100~250g/L。提高温度可显著地提高硫酸的除锈能力,对氧化皮有较强的剥落作用,一般需要在加热条件下操作。温度过高会加速钢铁基体金属的溶解而发生过腐蚀和氢脆现象,加热温度一般以50~60℃为宜,并且还要加入缓蚀剂。
(3)硝酸 硝酸是氧化性酸,侵蚀能力强。在30%硝酸中,低碳钢的酸洗表面洁净而均匀,而中、高碳钢和低合金钢的酸洗表面残渣较多,还需要在碱溶液中进行阳极补充处理。
在硝酸或某些混合酸中酸洗铜及铜合金,可获得具有光泽的酸洗表面。
在硝酸中加入适量的盐酸和氢氟酸,可用来酸洗不锈钢和耐热钢。
用硝酸酸洗时,会放出大量的有害气体——氮氧化合物,以及大量的热量,需要良好的通风和冷却装置。
(4)磷酸 室温下磷酸对金属氧化物的溶解能力较弱,因此需加热操作。酸洗后工件表面残存的酸洗液能转变为磷酸盐保护膜,适用于焊接件和组合件涂漆前的酸洗。
磷酸和硫酸、硝酸、醋酸或铬酸酐组成的混合液,常用于钢铁、铜、铝制品的光泽酸洗。
(5)铬酸酐 铬酸酐溶解于水生成铬酸和重铬酸,有很强的氧化和钝化能力,但对金属氧化物的溶解能力较弱。铬酸酐常用于酸洗后消除残渣和钝化处理。
(6)氢氟酸 氢氟酸能溶解硅化合物和铝、铬的氧化物,常用于铸件和不锈钢件的酸洗。10%左右的氢氟酸溶液对镁和镁合金腐蚀缓和,因此也常用来酸洗镁及其合金制品。
用化学除锈即酸洗来处理薄板件时不会产生变形,也能处理型材、管材和形状复杂的工件。凡能投入酸洗槽的工件均可采用酸洗。而对结构比较复杂的工件,由于经盐酸或硫酸溶液酸洗后,侵入缝隙中的余酸难于除净,若处理不当,将成为腐蚀的隐患。
为了改善酸洗处理过程,缩短酸洗时间,提高酸洗质量,防止产生过腐蚀和氢脆及减少酸雾的形成,可在酸洗液中加入各种酸洗助剂,如缓蚀剂、润湿剂、消泡剂和增厚剂等。消泡剂和增厚剂一般用于喷射酸洗。
缓蚀剂的品种较多,大部分为有机化合物,主要为KC缓蚀剂、乌洛托品、ЛВ-5缓蚀剂、若丁等。在酸洗液中加入少量的缓蚀剂,可以显著地减缓金属基体铁的溶解及氢的产生,而对除去氧化皮和铁锈却无影响。
缓蚀剂在酸洗液中能在基体金属表面形成一层吸附膜或难溶的保护膜。膜的形成是由于金属铁开始和酸接触时产生电化学反应:
阳极区:Fe→Fe2++2e
阴极区:2H++2e→H2↑
电化学反应使金属表面变成带电物体,而缓蚀剂是极性分子,因此就会将细小而分散的缓蚀剂分子吸引到金属表面,形成保护膜,从而阻止酸与铁继续作用。从电化学观点来看,能阻滞阳极过程,促进阴极极化,抑制氢气的产生,使腐蚀过程显著减缓。因氧化皮和铁锈表面不带电荷,不产生吸附膜,在除锈液中加入一定量的缓蚀剂并不影响除锈效果。缓蚀剂的使用量一般为3~5g/L。
酸洗液中所用的润湿剂大多是非离子型或阴离子型表面活性剂。这是由于非离子型表面活性剂在强酸介质中很稳定,阴离子型表面活性剂只能用磺酸盐一种。表面活性剂所具有的润湿、渗透、乳化、分散、增溶和去污作用能改善酸洗过程,缩短酸洗时间。常用的润湿剂有平平加、OP乳化剂、吐温-80、601净洗剂等。这些润湿剂的使用量一般为10~12g/L。
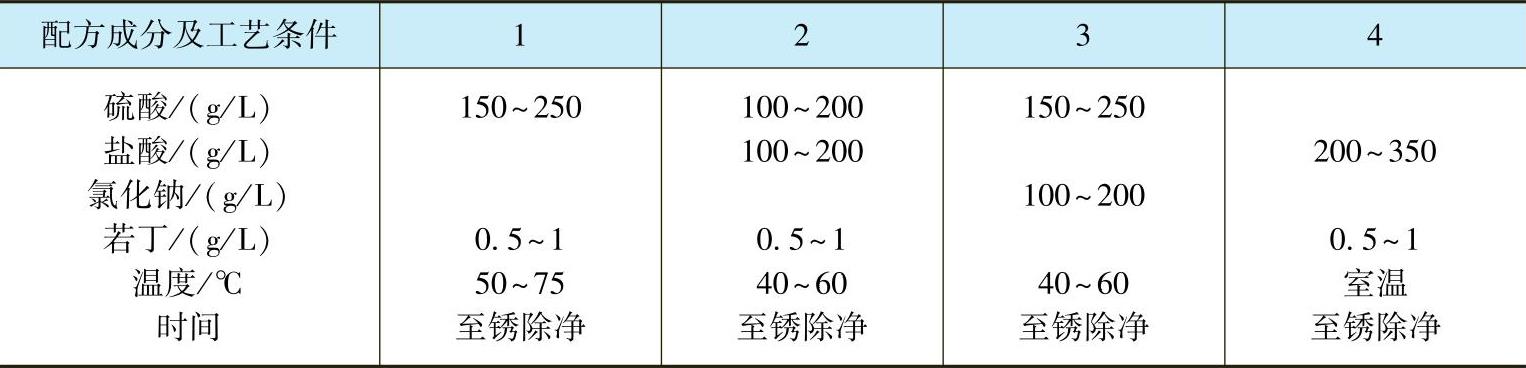
化学除锈最常用的是硫酸和盐酸,硫酸成本低,盐酸的除锈速度、氢脆影响比硫酸小,铁盐的溶解度大,能在常温下操作,可用于氧化皮较厚的钢铁制件。一般钢铁制品的化学酸洗液配方及工艺条件见表5-5。
表5-5 一般钢铁制品的化学酸洗液配方及工艺条件
2.酸洗除锈工艺
金属的酸洗主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法三种。一般常用的是浸渍酸洗法;在大批量生产中,喷射酸洗法应用日益增多;酸膏除锈法主要供单件除锈用。
金属酸洗的主要设备是酸洗槽,一般用15mm厚的钢板制成,酸洗槽的容积大小须根据工件大小和一次同时酸洗的数量来确定。其中酸池一般为两只,轮流使用。因酸液腐蚀性很强,可用环氧玻璃钢作防腐蚀材料。为了防止工件和玻璃钢撞击,玻璃钢外可用木板作保护层,再用三层环氧树脂作保护木板。
花岗岩也可以制成酸洗槽,用专用环氧树脂粘接,使用寿命比钢板长,但酸液温度应低于75℃。
喷射式酸洗法是由耐酸泵打出酸液,经喷嘴喷射到被处理金属表面,利用冲击作用以及酸液和锈膜的化学反应,达到除锈的目的。
喷射酸洗的作用是化学和机械相结合,影响酸洗效率的因素主要有酸洗液的浓度、温度和喷射的速度。喷射酸洗的特点在于不断流动的液流,从而使酸洗更为有利。喷射酸洗的速度控制在20m/s左右时较为适宜,此时兼有化学侵蚀又有一定的冲击力。喷射酸洗的效率比浸渍法高1~3倍,酸洗时间缩短了1/4~1/3,并可节省占地面积。
3.除油-除锈联合处理
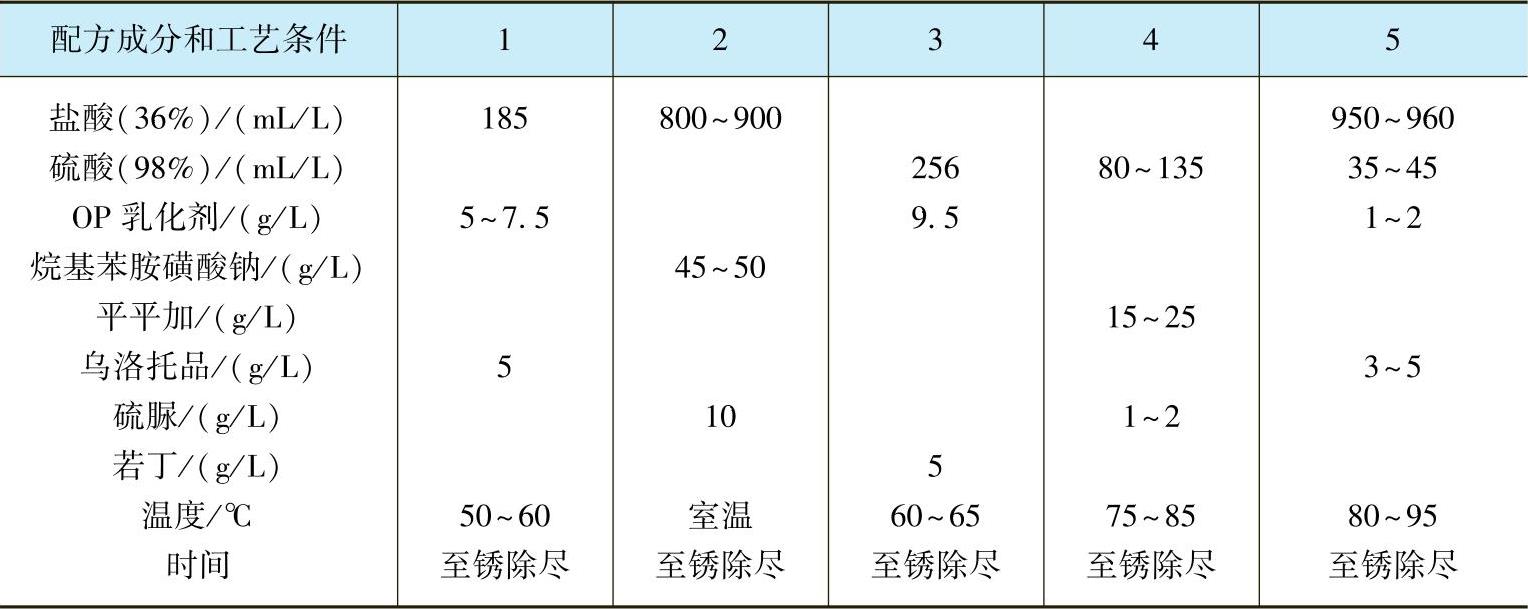
对于表面油污不太严重的工件,其预处理过程的除油和除锈步骤可以合并为一步处理,即除油-除锈联合处理,又称“二合一”处理。将工件在含有乳化剂的酸洗液中处理,以简化工艺,减少设备及节约化工原料。
“二合一”处理液就是在常用的酸洗液中加入乳化剂,乳化剂的乳化作用是唯一的去除油污的途径,因此必须选用乳化能力强的乳化剂。钢铁制品常用的“二合一”处理液的配方及工艺条件见表5-6。
表5-6 钢铁制品常用的“二合一”处理液的配方及工艺条件
有关电力系统金属材料防腐与在线修复技术的文章

汽车涂装前表面预处理是涂装施工前必须进行的工作,它关系到涂膜的附着力和使用寿命,直接影响涂装质量。表面预处理的方法很多,具体采用哪种,应根据被涂物的用途、要求、施工方法以及涂料品种等具体条件决定。表面预处理的大致程序是清洗、除油、除锈,根据使用要求,还可进行化学处理和机械加工等。发现锈蚀后,应及时采取相应措施,进行除锈处理。......
2023-08-10
知识要点集成表2-8除锈、刷油和衬里续表2-8续表2-8续表2-8经典考题剖析一、2020年考题1.用于一些薄壁、形状复杂的零件表面需要除掉氧化物及油垢,宜采用的除锈方法是()。抛射除锈法又称抛丸法,主要用于涂覆车间工件的金属表面处理。特点是除锈质量好,但只适用于较厚的、不怕碰撞的工件。......
2023-10-08

除油工艺是钢铁表面处理的重要一环,对保证漆膜质量起着重要的作用,因此在带有油污的金属表面上进行涂装会使涂层产生发花、起泡等弊病。表5-1常用水剂清洗液的配方和工艺条件水剂清洗液的清洗力主要取决于清洗剂。表5-2常用有机溶剂的主要物理化学性质有机溶剂除油有下列几种方法:浸洗法将工件浸泡在有机溶剂中并加以搅拌,油脂被溶解并带走不溶解的污物。......
2023-06-23

图11-10电渗析除盐工艺流程1—给水进入;2—给水泵;3—过滤器;4—给水槽;5—浓水槽流量计;6—淡水系统流量计;7—浓水系统流量计;8—极水系统流量计;9—电渗析器;10—淡水输出;11—淡水槽;12—极水排放;13—整流器3.反渗透除盐工艺系统反渗透除盐系统一般由预处理部分、反渗透部分、终端部分组成。......
2023-06-19

水的软化目的是降低水的硬度。经石灰处理后,水的剩余碳酸盐硬度可降低0.25~0.5mmol/L,剩余碱度约0.8~1.2mmol/L,硅化合物可去除30%~35%,有机物可去除25%,铁残留量约0.1mg/L。阳离子交换树脂可以用于水的软化或脱碱软化,阴、阳离子配合一起则用于水的除盐。离子交换的软化方法目前常用的有Na离子交换法、H离子交换法和H-Na离子交换法等。......
2023-08-30

(一)聚醚的成分聚醚是由环氧乙烷,环氧丙烷或环氧丁烷等通过开环聚合制得,可分为水溶性聚醚、水不溶性聚醚和油溶性聚醚。聚醚的黏度及黏度指数是随其相对分子质量增加而增大的。聚醚的粘压系数均小于矿物油。根据聚醚中环氧烷的类型、比例和端基结构可分为水溶性、非水溶性及油溶性几类。聚醚产品在20℃下的蒸气压均小于1.33Pa,是低蒸发性合成油。(三)聚醚类油的制备工艺聚醚的制备工艺包括单体的精制、聚合和后处理三部分。......
2023-06-30

表116 铜及铜合金化学除锈工艺4.铝及铝合金化学除锈铝及铝合金化学除锈工艺见表117。表119 锌、镉及其合金化学除锈工艺注:1.工艺6零件浸渍1min并清洗,若表面有不鲜明的黄铜色泽,可在质量分数为10%~20%的铬酐溶液中,于室温下浸渍1min去除。......
2023-06-22
信息化管理内容广泛。下面从信息化管理的职能角度阐述信息化管理的内容体系。信息化建设与应用是一项相当艰巨复杂的系统工程,能否制定科学、合理的信息化战略规划方案,往往决定着信息化的成败。信息化战略规划是信息化管理的首要环节。信息化组织实施涉及面广,时间跨度较大,是信息化管理的中心环节。......
2023-08-23
相关推荐