
在阳极保护系统中,参比电极就是用来测量被保护金属的电位,并给出信号使电位控制在合适的范围内。表4-22列出了一些阳极保护时常用的参比电极。......
2023-06-23
阳极保护系统必须经过仔细地设计,因为这种保护方法只在有活性-钝性的阳极极化情况下才有效。如果阳极保护方法使用不当,可能会加速腐蚀。
1.电化学试验及参数的确定
在设计阳极保护系统前,必须经过试验来确定被保护金属采用阳极保护的可能性以及阳极保护的参数。
在实验室进行试验时,所用的金属试样应与生产现场的设备材料相同。试验所用的介质也应尽可能与生产中的一致。如果不能得到真实的介质,则需制备模拟介质。在生产中,如果介质发生重大的变化,在实验室试验时也必须做相应的调整。
在试验时,要尽可能使试验条件接近生产条件。例如压力和温度,压力不同会使溶液中可溶性气体的含量发生变化;温度与金属的电化学性能密切相关,温度不同得到的结果也不同。
试验条件准备好后,就可以进行阳极极化曲线的测绘,一般采用恒电位法来测绘。根据测得的阳极极化曲线就可以确定是否可以进行阳极保护。凡是阳极极化曲线上有活性-钝性转变,致钝电流密度不太大,钝化区的电位范围足够大的系统,都可以进行阳极保护。
根据阳极极化曲线,确定保护电位范围和所需的电流密度。必须注意的是,实验室试验所得的数据可以直接用于现场的设备保护,但如果所用的参比电极不同,则须将电位值进行换算后才能用。
从阳极极化曲线计算实际所需的致钝电流密度和维钝电流密度时,必须注意这些电流密度与时间有很大的关系。
致钝电流密度随钝化时间的延长而减小,如果未加保护时设备的腐蚀速度小于0.51~0.76mm/a。在这种情况下可以通过采用较小的致钝电流密度同时延长钝化时间来建立钝化状态,这样可以减小直流电源的输出电容量,以减小设备成本。硫酸贮槽的阳极保护就是通过采用较小的致钝电流密度同时延长钝化时间来建立钝化状态的。
如果设备的腐蚀速度大,则选用较大的致钝电流密度,使设备在较短的时间内达到钝化状态,以减小在钝化膜形成时的腐蚀。
2.电极
(1)参比电极 选择参比电极时主要考虑电极在腐蚀性介质中的适用性和电化学稳定性。参比电极在腐蚀性介质中基本上是不溶的,对溶液和温度变化也应该具有电化学稳定性。
许多参比电极可适用于各种不同的介质中,参比电极的大小并不是决定性的因素。
(2)阴极 阴极材料的选择主要考虑它在介质中的稳定性。阴极材料应该是惰性的,或者在外加电流时能受到阴极保护。
阴极材料的选择也应考虑价格。电能的消耗与阴极面积有很大的关系,因为在整个电化学体系中,电阻主要取决于阴极与介质之间的接触电阻。为了尽可能地降低电耗,应该采用表面积大的阴极。
阴极的大小及数量可以根据电路的电阻和电流的分布来确定。圆柱体阴极的接触电阻可用下式计算:

式中,Rc为阴极与介质之间的接触电阻(Ω);ρ为介质的电阻率(Ω·cm);r1为阴极半径(cm);r2为阴极中心线至被保护金属的距离(cm);l为阴极长度(cm)。
计算值与测量值能较好地吻合。对长阴极来说,计算值有些偏离,即电阻值趋向于某个渐近值。这表明长阴极可能有极限电阻。在生产中,采用长的圆柱体阴极,可以降低电阻。例如在浓硫酸中用的长阴极,电路电阻约为0.04Ω。
3.直流电源
选择直流电源时,主要考虑合适的电流容量和电能容量。电流容量可由预先确定的使被保护金属钝化所需的电流来确定。可以使用移动式的或辅助的电源来建立初期的钝态,然后用容量足够的在线电源来维持钝态。
电源的大小应该使设备在合适的时间内能够充分钝化。因为钝化所需的电流与时间有很大的关系,如果钝化时间从1s延长到30~60min,所需的电流可以减小一个数量级。因为再钝化时金属的腐蚀速度会加快,所以只有在被保护金属很少需要再钝化并且不保护时的腐蚀速度较低时,才采用长时间的钝化。如果设备经常需要再钝化并且不保护时的腐蚀速度较大,则设计时应考虑尽可能缩短钝化时间。
表4-23列出了某些条件下致钝及维钝所需的电流密度数据,这些数据是从实验室中得到的,可能偏高。
表4-23 某些条件下致钝及维钝所需的电流密度
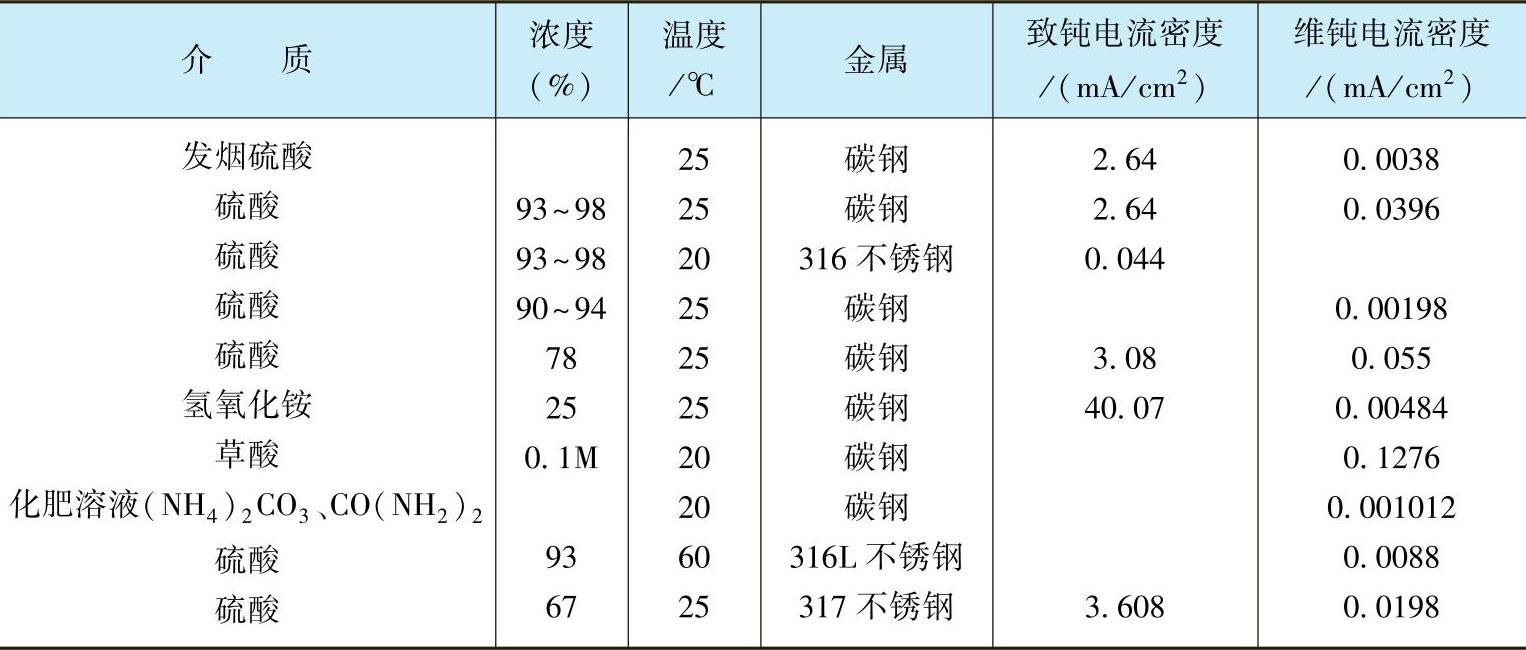
直流电源选择时第二个要考虑的因素是输出电压。电压的大小可以根据导线、被保护金属、介质、阴极、阴极/介质组成的电路的总电阻来确定。其中,阳极/介质的接触电阻是主要因素。直流电源的输出电压一般为10~20V,可提供的电流达750A。
有关电力系统金属材料防腐与在线修复技术的文章

硬件测试系统包含本项目所使用的硬件设备,主要包括传感器、信号调理器、数据采集设备和计算机等部分。物流包装材料无害化生产过程数据采集系统硬件设备主要包括塑料注塑成型机、计算机、数据采集卡、传感器、信号调理器等。通过数据采集卡获取数据是主要的渠道,系统采用了NI公司基于PCI总线的数据采集卡PCI6221以及USB接口的数据采集卡USB6221,采集卡集成了A-D转换和数字I/O等功能。图6-13 测试系统硬件设计方案表6-3 采集所用的各种传感器......
2023-07-02

表4-21部分金属材料在某些介质中阳极保护的三个主要参数从表4-20中可以看出,随着致钝电流密度的减小,建立钝化所需的时间大为延长。因此,在应用阳极保护时,致钝电流密度的选择既要考虑电源设备的容量,同时又要考虑有适当大的电流效率,使得钝化时金属不发生严重的电解腐蚀。维钝电流密度的大小,表示阳极保护正常操作时耗用电流的多少,同时也决定了金属在阳极保护时的腐蚀速度。......
2023-06-23

2.PLC系统设计基本方法不同编程人员面对同一个工程有着不同的编程方式,因而当我们需要开发程序的时候,如何得出最优解法是需要靠我们不断地累积与钻研的,下面介绍一些比较常用的编程手法与思路,以供大家参考。......
2023-06-15

电源的选择外加电流阴极保护系统,需要低电压大电流的直流电源。腐蚀试验应在阳极极化下进行,试验时的电流密度应符合阴极保护时的使用条件。保护电位是阴极保护效果的判定标准。......
2023-06-23

排气的方式有开设排气槽排气、利用成型零件配合间隙排气和开设排气塞排气。1)排气槽宜开设在分型面上,分型面上因排气槽而产生的飞边易随塑件脱出。分型面上排气槽的深度h,见表57。图553 利用排气塞排气注意,无论是排气间隙、排气槽还是排气塞,均应与大气相通。......
2023-06-30

宽带通优化设计SSDC的控制系统由换流母线三相瞬时电压测量环节、次同步频率变换环节、带通滤波器、优化设计相位补偿及比例放大环节组成,该SSDC的输入信号为呼辽HVDC整流站换流母线的交流三相电压。图7-20 宽带通优化设计SSDC控制系统结构在理论和实现方法上,上述SSDC的两种设计都是可以实现的,并且能为待研发电机组提供较好的电气正阻尼,但是宽带通优化设计SSDC具有更强的通用性和工程实用价值。......
2023-06-22

粘合机体积大,要保持机器平稳,安装时必须校正水平。一般讲,温度过高易引起衣料变质、热缩性大、粘合剂老化、粘合后脆裂;但温度过低,达不到粘合强度,效率低。压力过大,粘合剂浸透面料、破坏手感而影响质量;压力过小,影响粘合强度。时间或速度选择不当,也易造成不良后果。......
2023-06-22
相关推荐