在外加电流阴极保护系统中,阳极只是起辅助导电作用,因为电化学系统必然包括阳极和阴极两个共轭的部分,当被保护金属作为阴极时,必然有一个阳极与之相配。常用的阴极保护辅助阳极的性能见表4-5。如对碳铵生产中的碳化塔实施阴极保护,因辅助阳极处于钝化状态,使用1年后仍未发现腐蚀现象。目前碳钢阳极在地下管道、冷却水系统、闸门等阴极保护系统中应用较为普遍。......
2025-09-29
阳极保护系统由被保护金属、辅助阴极、参比电极、恒电位仪和导线组成。恒电位仪上有三个接线柱,正极接被保护的金属,负极接辅助阴极,另一个接参比电极。
1.辅助阴极
电化学反应总是阴极反应和阳极反应成对出现的,当被保护金属作为阳极进行保护时,必须有与之对应的辅助阴极来耦合。辅助阴极连接在直流电源的负极,与直流电源、被保护的金属和环境介质构成一个完整的电化学体系,这样在直流电源输出的直流电的作用下,使被保护金属发生阳极极化,从而实现阳极保护。
阴极浸在腐蚀性介质中,并在通电状态下工作,所以阴极材料的选择原则首先是考虑在阴极极化下的耐蚀性和长期稳定性,其他还要考虑阴极材料的强度、价格及尺寸等。
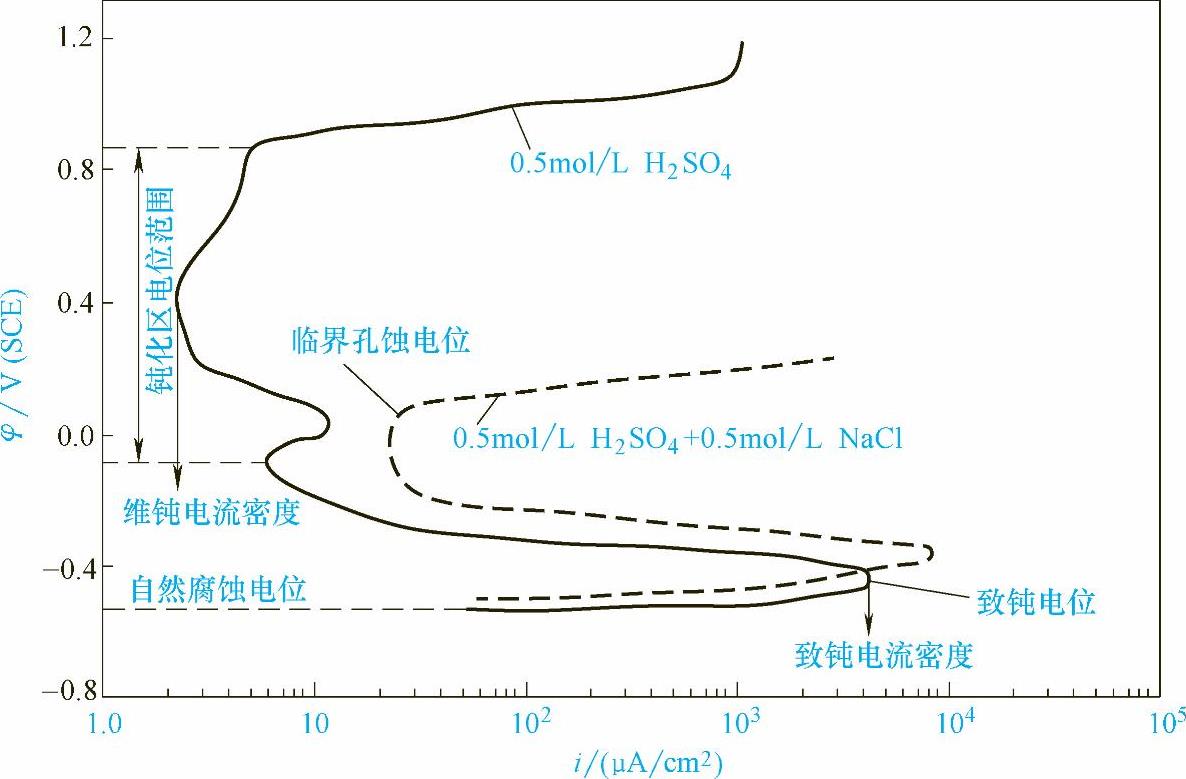
图4-11 430不锈钢在硫酸溶液中的阳极极化曲线
一般来说,阴极都是由金属材料制成的,不同的介质应选用不同的阴极材料:
1)对浓硫酸,可选用铂或镀铂电极、金、钽、钼、硅铸铁等。
2)对稀硫酸,可选用银、铝青铜、铜、石墨等。
3)对盐类,可选用高镍铬合金如哈氏合金、普通碳钢。
4)对碱溶液,可选用普通碳钢。
在保护硫酸设备如硫酸贮槽时,如果对硫酸的纯度要求不高,可选用硅铸铁或普通铸铁。
在通电时,辅助阴极上主要发生阴极还原反应,例如在pH值较低的介质中主要发生析氢反应:
2H++2e→H2
而在pH值较高且有氧存在的情况下,主要发生氧的阴极还原反应:
O2+2H2O+4e→4OH-
进行上述反应时,阴极电位会发生负移,负移的值与阴极反应的过电位有关。过电位越大,阴极电位负移得越多。对于不锈钢这类易钝化的阴极材料来说,电位负移到一定程度时,可能破坏金属表面的钝化膜而使其活化,在这种情况下,阴极材料反而可能发生腐蚀而受到破坏。对于碳钢,电位负移可能使其得到阴极保护,从而使腐蚀减弱。所以阴极材料在工作时的电位对其稳定性有很大的影响。
对于盐类和碱性溶液的介质,在采用普通碳钢作阴极材料时,就应选择适当的阴极面积,以调整阳极电流密度,使阴极电位处于合理的位置上,使碳钢能得到较好的阴极保护。
在阳极保护系统中,与辅助阴极相比,阳极面积要大得多,所以阳极/溶液之间的接触电阻很小。电路电阻在很大程度上由阴极面积来决定。因此阴极面积应该适当大些,这样可以降低阳极所需的电能。
2.参比电极(https://www.chuimin.cn)
采用阳极保护时,被保护金属的电位必须维持在钝化区电位范围内,超出这个范围被保护金属反而会加速腐蚀,所以控制被保护金属的电位至关重要,为此在实际保护系统中必须时刻监测阳极电位并实时调整阳极极化的电流以使阳极电位处在钝化区。
在阳极保护系统中,参比电极就是用来测量被保护金属的电位,并给出信号使电位控制在合适的范围内。因此,阳极保护用的参比电极必须满足以下要求:
1)参比电极的电极反应是一个可逆的过程。
2)电极应该是不极化或极化很小,即电流通过时,参比电极的电位不发生变化或变化极小。
3)重复性好,电极在储存和工作时能保护自己的电位,不受其他条件的影响。
4)电极结构坚固,材料稳定,制造及使用方便。
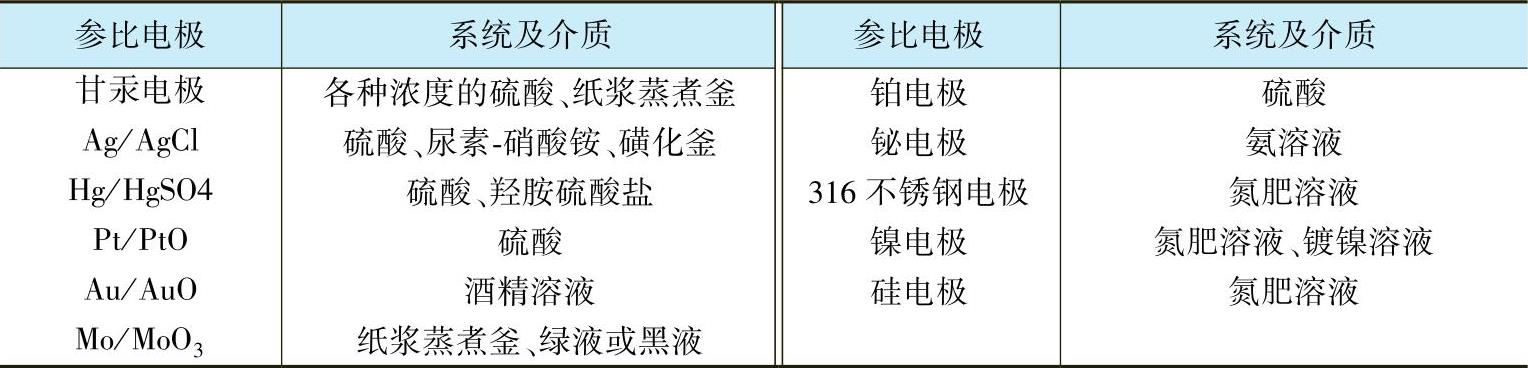
在阳极保护系统中,可以用来作为参比电极的有金属/不溶性盐电极、金属/氧化物电极、金属电极等。对于每一种电极来说,不可能适用于所有的腐蚀性介质,所以要根据介质的性质,合理地选择参比电极。表4-22列出了一些阳极保护时常用的参比电极。
表4-22 阳极保护时常用的参比电极
在使用参比电极测量电位时,所得的电位值后面一定要标明是相对于哪一种参比电极得到的,因为实验室所用的参比电极往往与现场所用的不同。
3.直流电源
要实现阳极保护,必须有外电源提供阳极极化所需的电流,因此直流电源也是阳极保护系统一个重要的组成部分。一般来说,可以有以下几种方法来实现阳极保护。
1)在被保护金属和阴极之间加上恒定的、不可自动调节的电压,这种方法简单,直流电源成本低。但由于电压不能根据介质变化而自动调整,有可能使阳极保护电位离开钝化区范围,存在保护失效而加速腐蚀的风险。当致钝电流密度超过维钝电流密度不太大,而钝化区的电位范围又相当大时,可以采用这种方法。当采用这种方法时,所加的电压要足够使被保护金属的电位进入钝化区,但不能进入过钝化区。
2)对被保护金属进行连续的阳极极化。
3)对被保护金属进行间歇的阳极极化,由于钝化膜一般都有一定的寿命,当钝化膜形成后断开电源,依靠钝化膜本身的保护作用对金属进行保护,在钝化膜遭到破坏前进行阳极极化,使钝化膜恢复原样,继续提供保护。通过间歇阳极极化可以提供可靠保护,同时降低耗电量,但保护的可靠性显然不及连续的阳极极化。
后两种方法是用直流电源与电位控制器来实现的,随着现代电子技术的发展,恒电位仪的应用使阳极保护变得容易。
直流电源的形式有很多,凡是能产生直流电的电源都可以作为阳极保护的电源。研究表明,在直流电中即使叠加150%的交流成分,对阳极保护也无明显的影响,由此可见对直流电源本身并无太高的要求。所要求的只是电位控制方式,它应该根据钝化区电位范围、钝化膜的寿命以及生产条件来选择。
恒电位仪由于可以实时监测阳极的电极电位,并将阳极电位自动调整在设定值,因而可以提供可靠的保护,所以恒电位仪在阳极保护中得到了广泛的应用。
相关文章

在外加电流阴极保护系统中,阳极只是起辅助导电作用,因为电化学系统必然包括阳极和阴极两个共轭的部分,当被保护金属作为阴极时,必然有一个阳极与之相配。常用的阴极保护辅助阳极的性能见表4-5。如对碳铵生产中的碳化塔实施阴极保护,因辅助阳极处于钝化状态,使用1年后仍未发现腐蚀现象。目前碳钢阳极在地下管道、冷却水系统、闸门等阴极保护系统中应用较为普遍。......
2025-09-29

金属保护层是表面保护层的重要部分,在腐蚀科学中,金属保护层常称为镀层。按照保护机理,金属保护层分为阳极性镀层和阴极性镀层两类。金属保护层通常是以其涂覆工艺来区分并命名的,可分为电镀、化学镀、渗镀、热浸镀、热喷涂和包镀等。渗镀即化学热处理,指利用热扩散的方法,将另外一种金属或非金属渗入被保护金属形成表面合金层,又称为表面合金化。......
2025-09-29

考虑网络资源的传统服务保护方案不能进行保护替代服务,基于功能架构,人们提出了一种跨层保护方案,实现了跨层资源保护跨无线、光和层资源,保证了QoS的要求。更重要的是,在跨层保护的过程中,应该选择无处不在的计算资源节点作为基于该方案的替代目标节点。针对F-RoFN故障发生后的恢复能力,本方案提出了一种资源选择矩阵来解决这一问题,并将在下一节中进行描述。图7-2CSP的流程图CSP策略的第二阶段是路径调节。......
2025-09-29

轧件方面的因素1)热轧板卷的纵向厚度偏差。作为冷轧原料的热轧板卷在纵向的厚度差会造成轧制过程中压下量的改变,从而引起轧制力的波动,导致辊缝发生偏差,使轧出厚度发生变化。而电动机械压下系统惯性大、速度慢、精度低,显然不能满足上述要求。因为液压压下系统有自动及快速卸压装置,故可以防止轧辊及其轴承的过载和损坏。......
2025-09-29
扶手带入口保护装置是自动扶梯必须安装的安全保护装置。保护装置由入口套、微动开关、托架等组成。入口套是一个有一定硬度的弹性体(如橡胶),与扶手带保持有很小的间隙,作封闭保护,在橡胶块后面装有一个微动开关。图7-3-4是一种雷达感应式扶手带入口保护装置,通过雷达波的检测,任何物体接近扶手带出入口的危险区域,都会通知安全回路停梯。......
2025-09-29
电力系统中的装机容量又可划分成若干部分,根据目的和作用,系统装机容量可分为工作容量、备用容量和重复容量。负荷备用容量一般为系统年最大负荷的2%~5%;事故备用容量采用系统年最大负荷的10%左右,但不得小于系统最大一台机组的容量;机组检修可安排在系统有空闲容量的时间进行,在无法安排时才设置专门的检修容量。......
2025-09-29
图11-10电渗析除盐工艺流程1—给水进入;2—给水泵;3—过滤器;4—给水槽;5—浓水槽流量计;6—淡水系统流量计;7—浓水系统流量计;8—极水系统流量计;9—电渗析器;10—淡水输出;11—淡水槽;12—极水排放;13—整流器3.反渗透除盐工艺系统反渗透除盐系统一般由预处理部分、反渗透部分、终端部分组成。......
2025-09-29

非操纵逆转保护装置是防止自动扶梯和倾斜式自动人行道在向上运行时,非人为操纵而改变其运行方向时,起到防止反向运行的安全装置。将自动扶梯或自动人行道钥匙开关转到上行方向,此时抱闸已打开,人为盘动自动扶梯或倾斜式自动人行道的盘车手轮,向下行方向盘动,则非操纵逆转保护装置应该动作。......
2025-09-29
相关推荐