
在阳极保护系统中,参比电极就是用来测量被保护金属的电位,并给出信号使电位控制在合适的范围内。表4-22列出了一些阳极保护时常用的参比电极。......
2023-06-23
阳极保护是使金属改变表面电位而进入稳定的钝化状态,一般来说可以采取下列方法达到这一目的。
1)用外电流进行阳极极化。在保护系统中,将被保护金属作为阳极,当阳极电流密度达到致钝电流密度im时,金属发生钝化,电位正移到稳定的钝化区,之后用较小的电流密度即维钝电流密度ip使金属电位维持在钝态范围内。
2)在溶液中添加氧化剂。有钝化作用的添加剂,如空气中的氧、三价铁盐、硝酸盐、铬酸盐、重铬酸盐等,能使溶液的氧化-还原电位升高,导致金属的钝化。但是要求氧化剂的浓度应足够高,否则反而会加速腐蚀。
3)合金的阳极改性。在合金中添加少量的贵金属元素如钯、钌等,它们起强阴极作用,能加速阴极反应,使合金的电位正移到钝化区内,从而具有很高的耐蚀性。在溶液中添加某些金属离子,如Pt4+、Pd2+、Ag+、Cu2+等,也有类似的作用,因为当这些金属离子在合金表面析出时也具有强阴极的作用。
在以上三种方法中,用外电流进行阳极极化用得最多,常见的阳极保护也是指这种方法。所以在阳极保护中,重点讨论用外电流进行阳极极化所用的一些参数,即致钝电流密度、维钝电流密度及稳定钝化区的电位范围。
1.致钝电流密度
致钝电流密度是使金属在给定环境条件下发生钝化所需的最小电流密度,以im表示。致钝电流密度的大小,可以表示被保护金属在给定环境条件中钝化的难易程度。im越小,表明金属越容易钝化。
致钝电流密度要求越小越好,因为致钝电流密度越小,所需电源设备的输出电流越小,设备投资成本就越低。影响致钝电流密度的因素有金属材料、介质条件以及钝化时间等。凡是有利于金属钝化的因素,例如在金属中添加易钝化的合金元素,在溶液中添加氧化剂,降低介质温度等,均能使致钝电流密度减小。
钝化膜的生成需要一定的电量。因此生成钝化膜的时间越长,所需的电流就越小。因而延长钝化时间,可以减小致钝电流密度。但是若电流小于一定数值时,即使无限延长通电时间,也不能建立起钝化状态。例如表4-20给出的是在0.5mol/L的H2SO4溶液中,碳钢试样的致钝电流密度与建立钝化所需的时间之间的关系。
表4-20 0.5mol/L的H2SO4溶液中,碳钢试样的致钝电流密度与建立钝化所需的时间之间的关系

从表4-20中可以看出,随着致钝电流密度的减小,建立钝化所需的时间大为延长。在电流密度减小到200mA/cm2时,无论多长时间碳钢都不能发生钝化。这种现象跟电流效率有关,所用的电流密度越大,形成钝化膜的电流效率就越高。所用电流密度越小,电流效率就越低,这时一部分电流消耗于金属的电解腐蚀。当电流密度小到一定程度时,电流效率降为零,全部电流消耗于金属的电解腐蚀。因此,在应用阳极保护时,致钝电流密度的选择既要考虑电源设备的容量,同时又要考虑有适当大的电流效率,使得钝化时金属不发生严重的电解腐蚀。
在生产中,往往采用分段钝化的方法来降低致钝电流,即在被保护设备接上电源后,慢慢地将介质灌入到设备中,使被溶液浸没的地方依次建立钝化。已钝化的地方所消耗的电流减小,富余的电流使新淹没的表面建立钝化。利用这种方法就可以大大地减小致钝电流。
2.维钝电流密度
维钝电流密度是使金属在给定环境条件下维持钝态所需的电流密度,以ip表示。维钝电流密度的大小,表示阳极保护正常操作时耗用电流的多少,同时也决定了金属在阳极保护时的腐蚀速度。ip越大,金属的腐蚀速度就越快。如果腐蚀速度超过一定数值时,如1mm/a以上,阳极保护就失去了实际意义。因此维钝电流密度要求越小越好。
影响维钝电流密度的因素,除金属材料和腐蚀介质的性质(包括温度、浓度、pH值)外,也取决于时间。在维持钝化的过程中,维钝电流密度随时间延长而逐渐减小,最后趋于稳定。
必须注意的是,腐蚀介质中的某些组分或杂质若在阳极上产生副反应,其维钝电流密度将偏高,使计算出来的腐蚀速度比真实的腐蚀速度偏大,这时就必须辅以腐蚀失重法才能算出腐蚀速度。
3.钝化区电位范围
钝化区的电位范围是指钝化过渡区与过钝化区之间的电位范围。超出这个范围都会使金属快速溶解。
钝化区电位的范围要求越宽越好。因为钝化电位范围宽,允许在较大的数值范围内波动。从而放宽对控制电位的电器设备和参考电极的要求。为了便于控制电位,这个区的电位范围应不小于50mV。
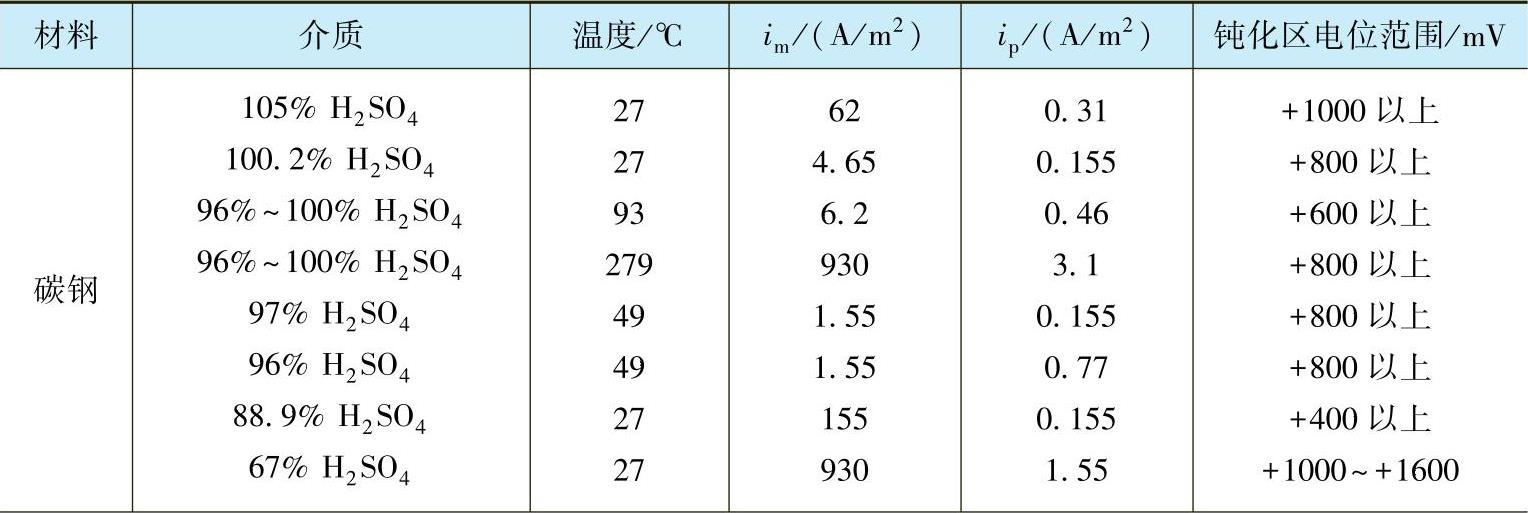
影响钝化区电位范围的主要因素是金属材料和腐蚀介质的性质,包括温度、介质的组成与浓度、pH值等。表4-21列出了部分金属材料在某些介质中阳极保护的三个主要参数。
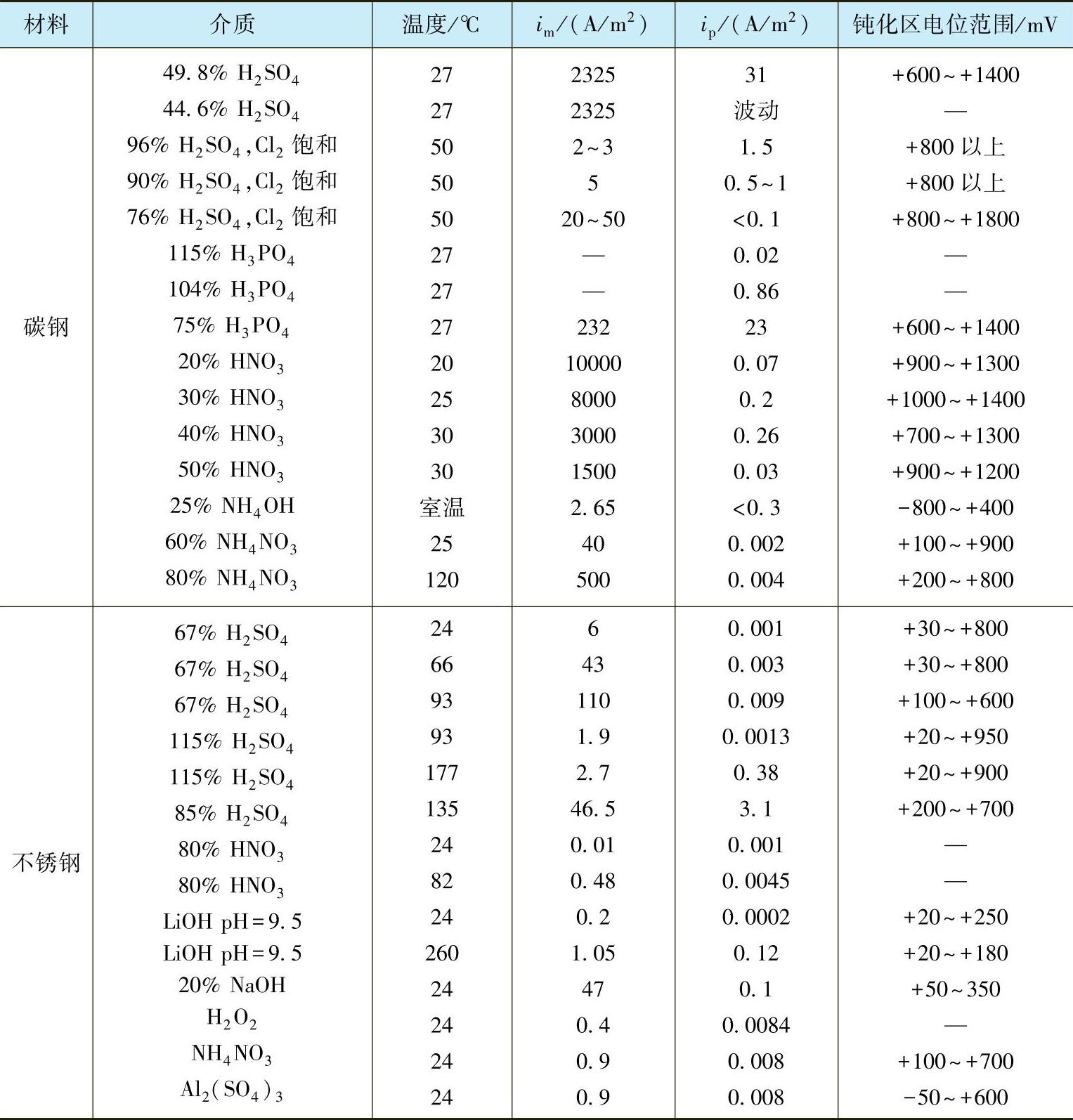
表4-21 部分金属材料在某些介质中阳极保护的三个主要参数
(续)
有关电力系统金属材料防腐与在线修复技术的文章

阳极保护系统必须经过仔细地设计,因为这种保护方法只在有活性-钝性的阳极极化情况下才有效。如果阳极保护方法使用不当,可能会加速腐蚀。根据阳极极化曲线,确定保护电位范围和所需的电流密度。硫酸贮槽的阳极保护就是通过采用较小的致钝电流密度同时延长钝化时间来建立钝化状态的。......
2023-06-23

反应型胶粘剂固化过程是一个化学反应过程,正确选择固化工艺参数是很重要的。此外,反应温度的高低还将影响反应产物的结构与性能,许多胶粘剂具有较宽的反应温度调节范围,因此可以通过调节固化反应的温度参数未达到预定的力学性能。......
2023-06-26

顶空分析是通过样品基质上方的气体成分来测定这些组分在原样品中的含量。我们可以把顶空分析看成是一种气相萃取方法,即用气体作“溶剂”来萃取样品中的挥发性成分。在顶空分析条件的优化过程中,Κ和β是两个非常关键的技术参数。β受顶空瓶中顶空部分体积与样品部分体积的影响。......
2023-06-29
未来事件包括以下几种:投料事件。投料事件主要会影响仿真过程中工件信息的变化。包括设备的预维护事件、 设备的非加工占用事件等。这类事件都是在生产调度安排中已经计划的, 包括的信息是占用的设备及时间。设备已知停机事件属于系统仿真的已知事件。未知事件添加是否恰当, 会直接影响仿真结果的准确性。......
2023-06-20
硬脂酸的熔点为69.6℃,石蜡熔点为60℃。采用加热捏合时,软质聚氯乙烯捏合时间为10~15min,出料温度为95~100℃;硬质聚氯乙烯捏合时间为5~10min,出料温度为100~110℃。挤出造粒 挤出造粒可用单螺杆和双螺杆挤出机,主要应控制好挤出温度、螺杆转速、切刀转速和粒料冷却,使粒料不发生粘粒,且颗粒尺寸均匀,塑化较好。......
2023-06-15

对于采用外加电流使金属发生阳极极化并进入钝化状态,从而防止金属腐蚀的方法称为阳极保护。与阴极保护相比,阳极保护是一项很新的防腐蚀技术,对其研究也远不如阴极保护来得充分,实际应用也少得多。如石油、化工上常常使用的碳钢、不锈钢等结构材料在硫酸、磷酸、有机酸、液体肥料等介质中可以应用阳极保护。2)阳极保护不能保护气相部分。对于液相,要求介质必须与被保护金属连续接触,并要求液面尽量稳定。......
2023-06-23

围绕着这些政策建议,美国政府各部门及各地区已经部分实施了相关政策措施。当然,目前我国在政策层面对智能制造的支持更多的还是停留在资金和项目层面,在人才层面的政策还有待进一步推出,这些方面都将帮助企业解决在6.3.1节中提到的部分问题。因此,可以发现对于智能制造来说,政策导向将成为其发展的一个重要影响因素长期存在。......
2023-06-23
相关推荐