用阴极保护法使金属得到完全保护时,必须达到的电位称为最小保护电位。从阴极保护原理可知,最小保护电位就是腐蚀微电池微阳极的平衡电极电位。由于参比电极不同,所测的数值也不同,所以在说明保护电位时,必须指明所用的参比电极。从理论上讲,金属在最小保护电位时的保护效率应为100%,但实际上是不可能的,所以只能把保护效率最高的电位作为最小保护电位。......
2023-06-23
以上三个参数都可以在实验室中直接测得,但在实际进行阴极保护时,必须综合考虑各方面的因素,选择一个最佳的保护电位和保护电流密度。如果简单地把阴极保护控制在最小保护电位下,虽然其保护效率最高,但有时因为电流过大、析氢过多或碱性增高等原因,反而会带来一些不利的影响,所以必须根据具体条件,正确地选择保护参数。
碳钢在联碱盐析结晶生产液中采用阴极保护时,需要确定合适的阴极保护电位,表4-2列出了实验测定的结果。
表4-2 阴极保护条件实验

从保护角度来看,保护电位采用-1100mV为好,但电位负移100mV后,电流密度从1.27A/m2提高到13A/m2,电能消耗大增,并且表面有氢气泡析出,可能会引起材料的氢脆,所以综合比较,最佳保护电位选用-1000mV为好。这样既照顾了保护度,又节约了电能;还防止了氢脆和过保护现象的发生。阴极过保护现象主要是指当电位太负时,由于析氢反应和吸氧反应大量进行,阴极表面溶液的碱性大大增高,这时对Pb、Al等两性金属发生化学溶解,从而引起阴极过保护腐蚀。
表4-3列举了常用金属在海水中的保护电位,铝的保护电位应保持在表中所列的上限和下限之间。
表4-3 常用金属在海水中的保护电位

如果不知道金属在给定介质中的保护电位,根据阴极保护实践中积累的经验,将金属的腐蚀电位向负方向移动一定的值,就可得出所需的保护电位。例如,钢铁在通气条件下电位负移300mV;在不通气条件下电位负移400mV;铅电位负移100~250mV;铝电位负移100~200mV(在海水和土壤中);铜电位负移100~200mV。对于钢结构来说,刚好得到保护时的电位,在土壤中为-0.85V(Cu/CuSO4电极),在海水中为-0.80V(Ag/AgCl/海水电极)。在较高温度下,保护电位值更负,其变化值约为-2mV/℃。
保护电位的作用主要表现在:①作为现场阴极保护的控制电位;②把设备各部分的电位测量值与保护电位相比较,可以判断阴极保护设计安装工艺是否合理;③作为监视和控制阴极保护效果的标准。
实际的保护电流密度除了与金属性质、介质成分、浓度和温度等因素有关外,还与被保护设备的表面状态(涂层完整性及氧化皮性质等)、介质流动速度和表面阴极沉积物等因素有很大的关系。例如,钢在海水中,保护电位恒定在-0.78V(Ag/AgCl/海水电极)时,所需的保护电流密度如下:
1)新涂漆时,1~15mA/m2;
2)旧涂漆时,10~15mA/m2;
3)裸钢板时,100~150mA/m2。
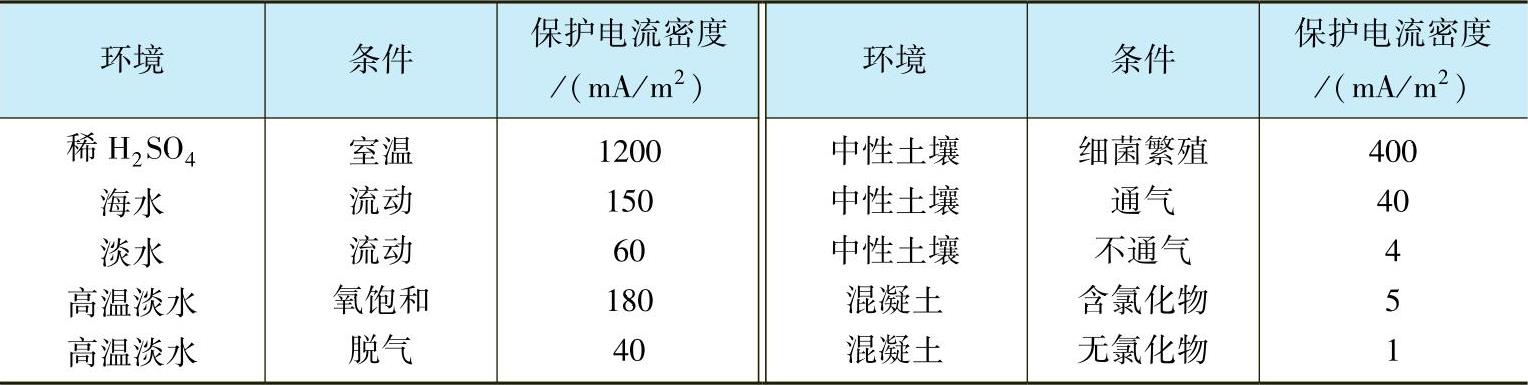
表面状态不同,所需的保护电流密度相差可达10倍以上。又如,裸钢板在同样的保护电位下,当海水流速为1m/s时,保护电流密度为100~150mA/m2;当海水流速为2m/s时,保护电流密度就提高到150~300mA/m2。在含有钙、镁离子的海水中,由于阴极保护过程中金属表面的碱度增加,使钙、镁离子以CaCO3或Mg(OH)2的形式在阴极表面沉积,此阴极沉积物起着保护层的作用,随着金属表面逐渐被沉积物覆盖,所需保护电流也随之降低。如某冶炼厂的海水冷却槽采用阴极保护,实验测得的保护电流密度需390mA/m2,但在通电一段时间后,由于生成石灰质保护层,实际电流密度下降到46mA/m2,此时电流密度减小到原来的1/8~1/9,但仍能保持设备所需的保护电位。因此,保护电流密度并不是一个固定不变的数值,从实验测得的数据只能提供保护设计时的参考而不能作为控制电流的依据。只有在无法测定电位时,才能把保护电流密度值作为阴极保护时的控制参数,而在能够测量电位的情况下,总是把保护电位作为调整电流和控制电位的标准。表4-4列出了钢铁在不同腐蚀环境中所需的最小保护电流密度。
表4-4 钢铁在不同腐蚀环境中所需的最小保护电流密度
有关电力系统金属材料防腐与在线修复技术的文章

用阴极保护法使金属得到完全保护时,必须达到的电位称为最小保护电位。从阴极保护原理可知,最小保护电位就是腐蚀微电池微阳极的平衡电极电位。由于参比电极不同,所测的数值也不同,所以在说明保护电位时,必须指明所用的参比电极。从理论上讲,金属在最小保护电位时的保护效率应为100%,但实际上是不可能的,所以只能把保护效率最高的电位作为最小保护电位。......
2023-06-23

本节介绍保护等电位联结符号的绘制方法。在功能区“默认”选项卡的“绘图”面板中单击“多边形”按钮,根据命令行提示进行以下操作,以绘制图6-15所示的等边三角形。命令:_line指定第一个点: //选择图6-17所示的三角形一条边的中点A指定下一点或[放弃]:@3.5<90↙指定下一点或[放弃]:↙完成绘制的图形符号如图6-17所示。图6-15 绘制等边三角形图6-15 绘制等边三角形图6-16 旋转图形图6-16 旋转图形图6-17 完成绘制的图形符号图6-17 完成绘制的图形符号......
2023-06-20

当类的继承方式为保护继承时,基类public和protected成员都以protected权限出现在派生类中,而基类private成员不可访问。比较私有继承和保护继承可以看出,实际上在直接派生类中,所有成员的访问属性都是完全相同的。B类再派生出C类后,A类中的公有和保护成员被C类间接继承后,有可能是保护的或者是私有的。程序的执行结果与例6.1的相同。......
2023-11-07

起动器热保护 通过安装在散热器上的PTC传感器和计算晶闸管的温升提供热保护。如果I/O端子PTC1和PTC2端已接电动机温度传感器模拟输入,则软起动器可根据检测到的电动机温度实施热保护。电动机欠载保护 如果电动机的转矩在一个可调整的时间内低于一个可调整的阈值,视为电动机欠载。电动机过载保护 在稳定状态下,电动机电流超过一个可调整的阈值且持续一个可调整的时间,可认为电动机过载。......
2023-06-29

第十三条县级以上人民政府,应当有计划地在本辖区的商品粮基地、城市副食品基地、出口农产品基地和名、特、优、稀、新农产品集中地区,建立保护区。第十六条采矿、取土、挖沙、筑路、办企业和修水利等活动,应当采取有效措施,减少破坏地貌和植被。第十九条排放含有毒有害物质的废气、烟尘和粉尘污染农业环境的,必须采取治理措施,达到规定的排放标准。......
2023-07-19
但实际上,在出现症状体征之前,人体针对致病因素的保护性反应已经持续了一段时间,这是疾病暴发前的隐匿发展期,对于感染性疾病叫作潜伏期。身体针对种种致病因素的侵害发起保护性反应,这种保护性反应的实质是一种慢性炎症。一般情况下,人体保护反应有利于消除致病因素的侵害。例如,感冒病毒侵犯上呼吸道,引起鼻咽部黏膜充血水肿,出现低热、头痛、咳嗽、打喷嚏、流清涕等症状,这些都是机体的保护反应。......
2023-11-03

亲爱的姑娘,这也正是我想告诉你的:我们可以做好人,但是请不要当“烂好人”,很多时候,你认为直接拒绝异性的要求会很残忍,不忍心当面拒绝,因而委婉表达。亲爱的姑娘,善良是一个很好的品质。亲爱的姑娘,面对异性的示好,如果喜欢就接受,趁早一起开心享受,何必好事多磨,耽误各自的青春年华;如果不喜欢,请果断明确拒绝,你们还是能够成为好朋友。......
2023-10-30

软起动器有热记忆装置,提供附加保护功能,即使在控制电源断开的情况下,热记忆功能仍能保持。3)线路故障保护 软起动器能够连续检测线路情况,以监视其异常情况。6)过电压保护 软起动器检测到输入线电压上升,过电压保护将使电动机停止运行。9)过热保护 软起动器内部采用热传感器监测晶闸管的温度。软起动器接地故障检测功能包括接地故障脱扣和接地故障报警。......
2023-06-29
相关推荐