兆欧表是专门用来对电气设备、家用电器或电气线路等对地及相线之间的绝缘阻值进行检测的工具。图2-55所示为两种典型兆欧表的结构。回答兆欧表通常只能产生一种电压,当需要测量不同电压下的绝缘强度时,就要更换不同电压的兆欧表。兆欧表摇动摇杆未停之前或被测设备未放电之前,严禁用手触碰。检测时,兆欧表的线不能绞在一起,要分开。......
2023-06-22
对电子元器件进行焊接时,常会使用到一些焊接工具,包括电烙铁、吸锡器、热风焊机、焊料以及其他一些辅助工具。
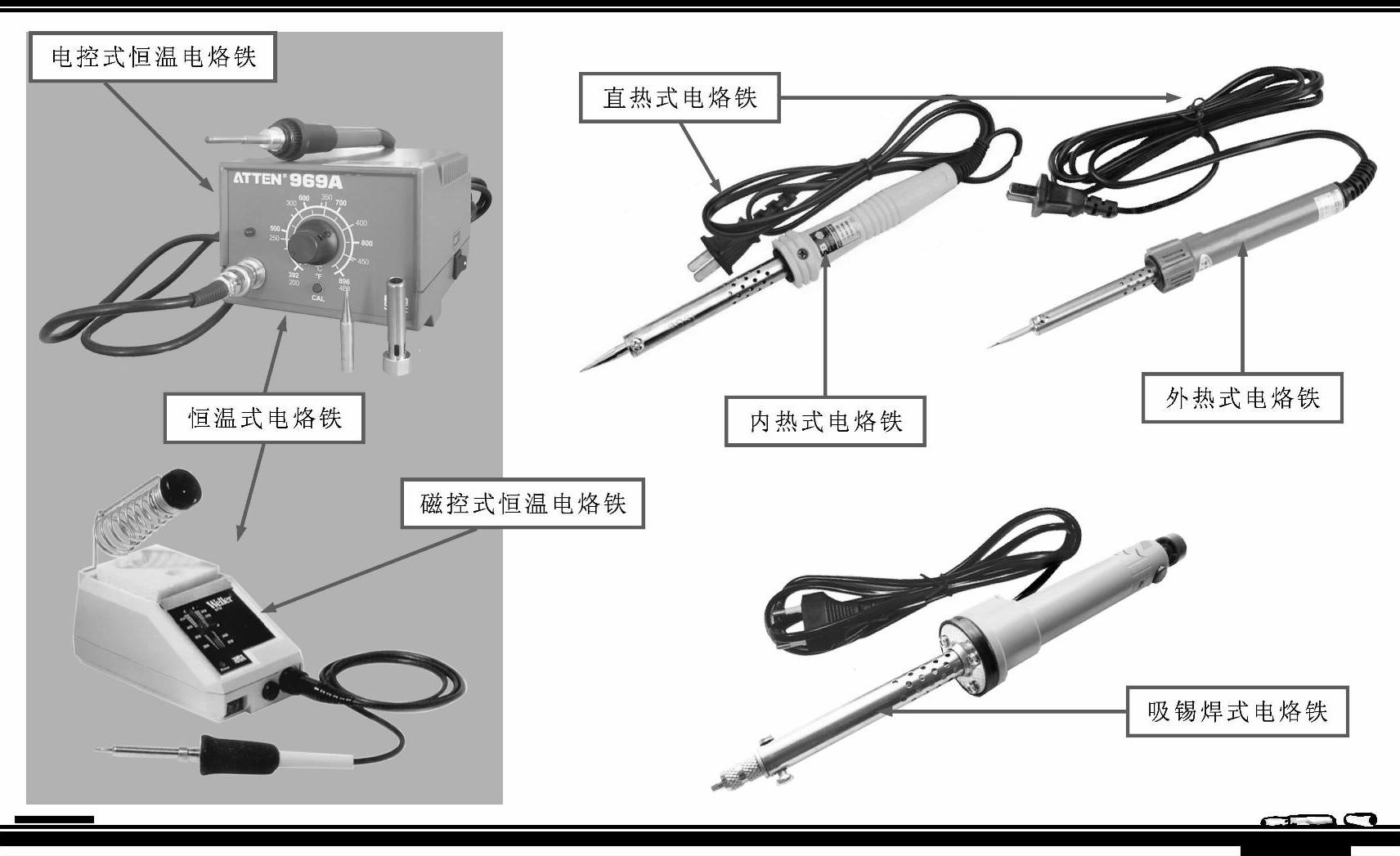
图2-24 常用电烙铁的实物外形
1.电烙铁
电烙铁是手工焊接、补焊、代换元器件时最常用工具之一。根据其不同的加热方式,可分为直热式、恒温式和吸锡焊式电烙铁等。图2-24所示为常用电烙铁的实物外形。其中,直热式电烙铁具有升温快、重量轻等特点,应用最为广泛。而且由于其携带方便、价格低廉,是目前应用最广泛的手工焊接工具;恒温式电烙铁可以通过电控(或磁控)的方式准确地控制焊接温度,因此常应用于对焊接质量要求较高的场合;吸锡式电烙铁则将吸锡器与电烙铁的功能合二为一,非常便于在拆焊焊接的环境使用。此外,根据焊接产品的要求,还有防静电式和自动送锡式等特殊电烙铁。
使用电烙铁时,电烙铁要进行预加热。在此过程中,最好将电烙铁放置到烙铁架上,以防烫伤或火灾事故的发生。当电烙铁达到工作温度后,右手握住电烙铁的握柄处,对需要焊接的部位进行焊接,如图2-25所示。注意右手不要过于靠近烙铁头,以防烫伤手指。
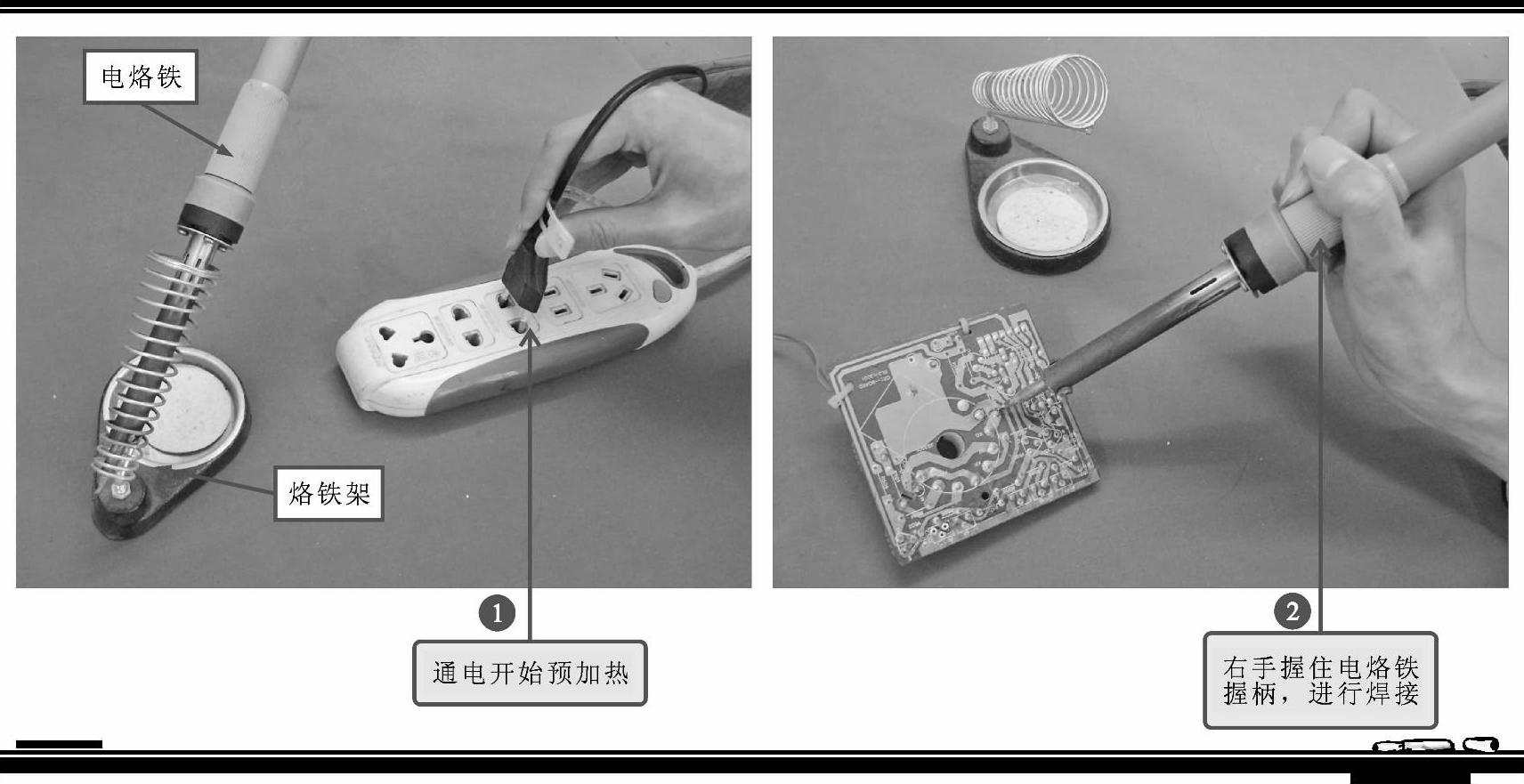
图2-25 电烙铁的使用方法
【注意】
电烙铁预热过程中,烙铁头的温度会不断增加。注意一定不要将其放置到可燃物上,例如木板、塑料等,以防发生火灾事故,如图2-26所示。
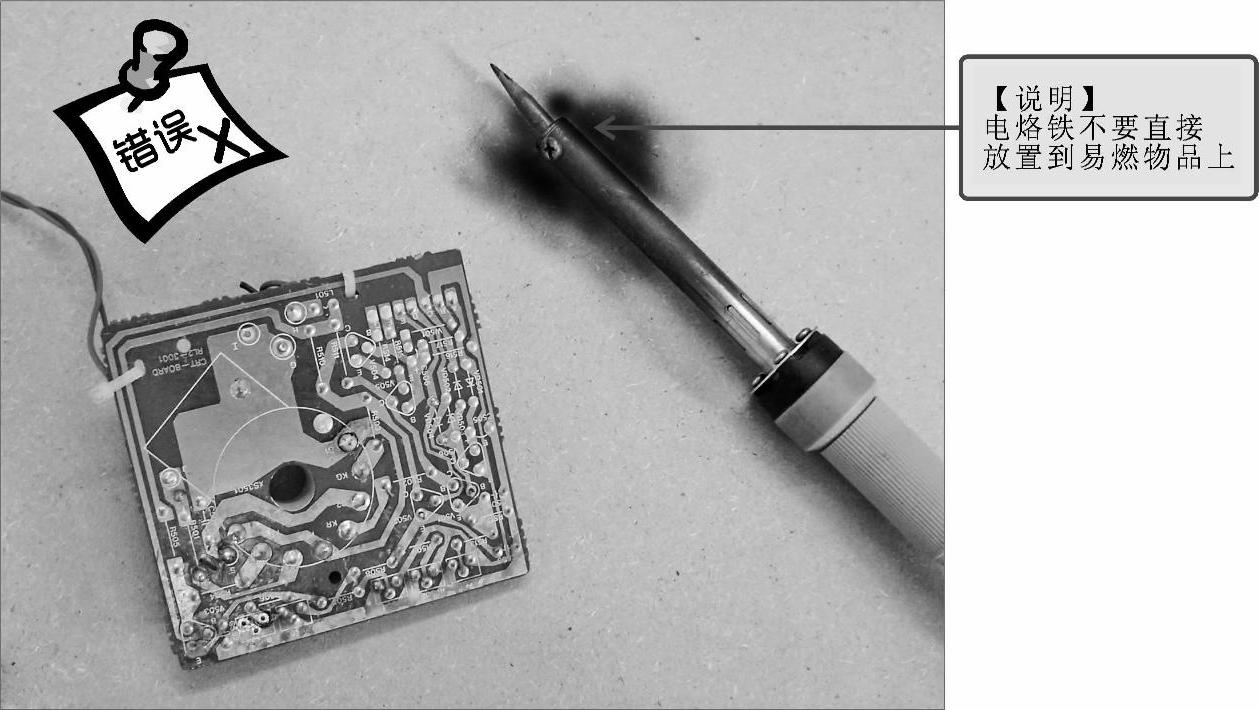
图2-26 电烙铁的错误放置位置
2.热风焊机
热风焊机是专门用来拆焊贴片元器件的设备,主要由机身、提手、热风焊枪、导风管、电源开关、温度调节旋钮和风量调节旋钮等部分构成。它的焊枪嘴可以根据贴片元器件的大小和外形进行更换,如图2-27所示。

图2-27 热风焊机的主要结构
热风焊机的焊接操作分为三个步骤:一是通电开机;二是调整温度与风量;三是进行拆焊。
①将热风焊机的电源插头插到插座中,拿起热风焊枪,打开电源开关,如图2-28所示。机器启动后,注意不要将焊枪的枪嘴靠近人体或可燃物。

图2-28 通电开机
②调整热风焊机面板上的温度调节旋钮和风量调节旋钮,如图2-29所示。两个旋钮都有八个挡位,通常将温度旋钮调至5~6挡,风量调节旋钮调至1~2挡或4~5挡即可。
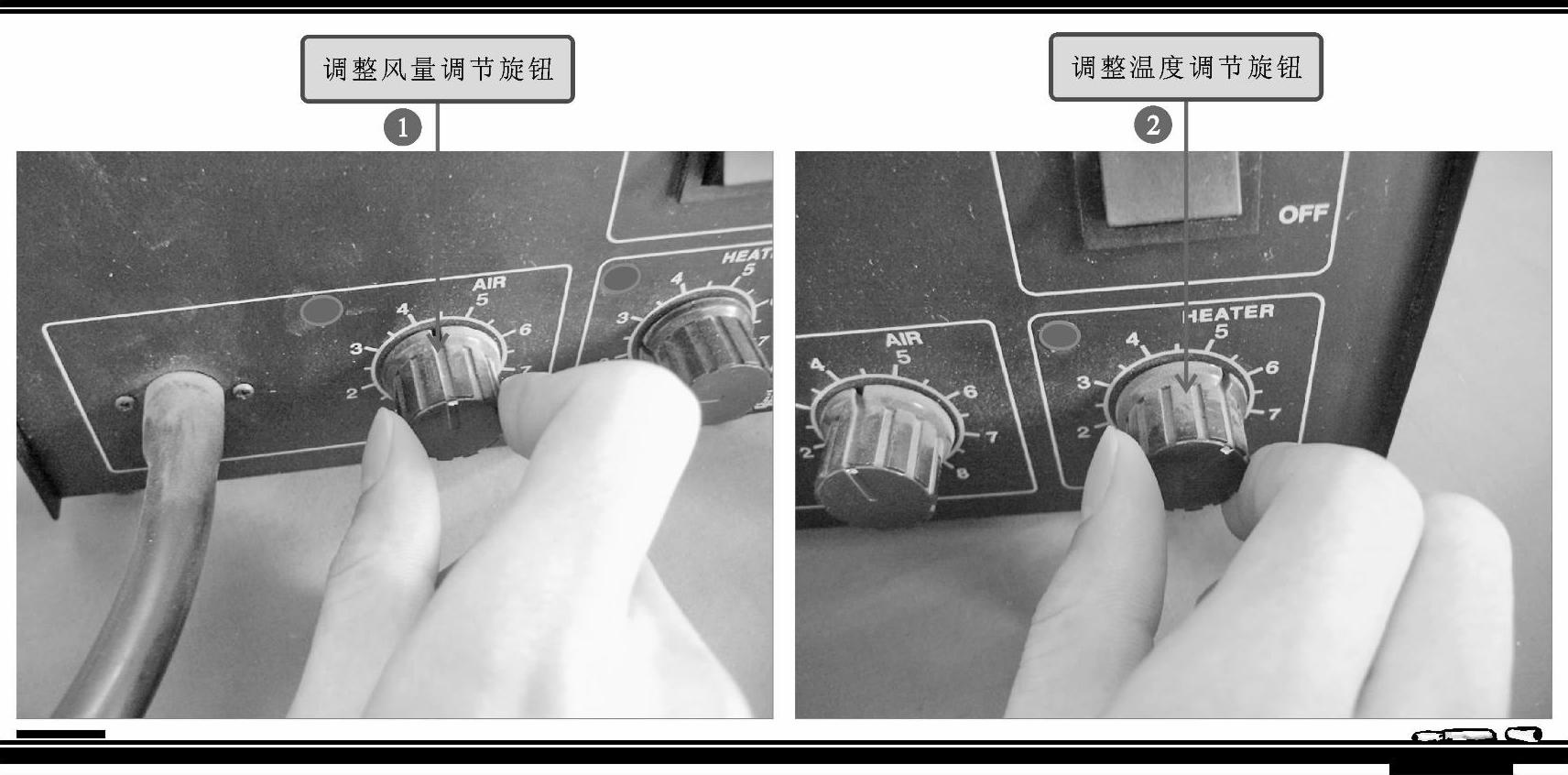
图2-29 调整温度和风量
【注意】
温度和风量调整好以后,只要等待几秒钟,热风焊枪就可以达到指定温度。等待的过程中,不要用手靠近焊枪嘴来感觉温度高低,以防将手部烫伤,如图2-30所示。
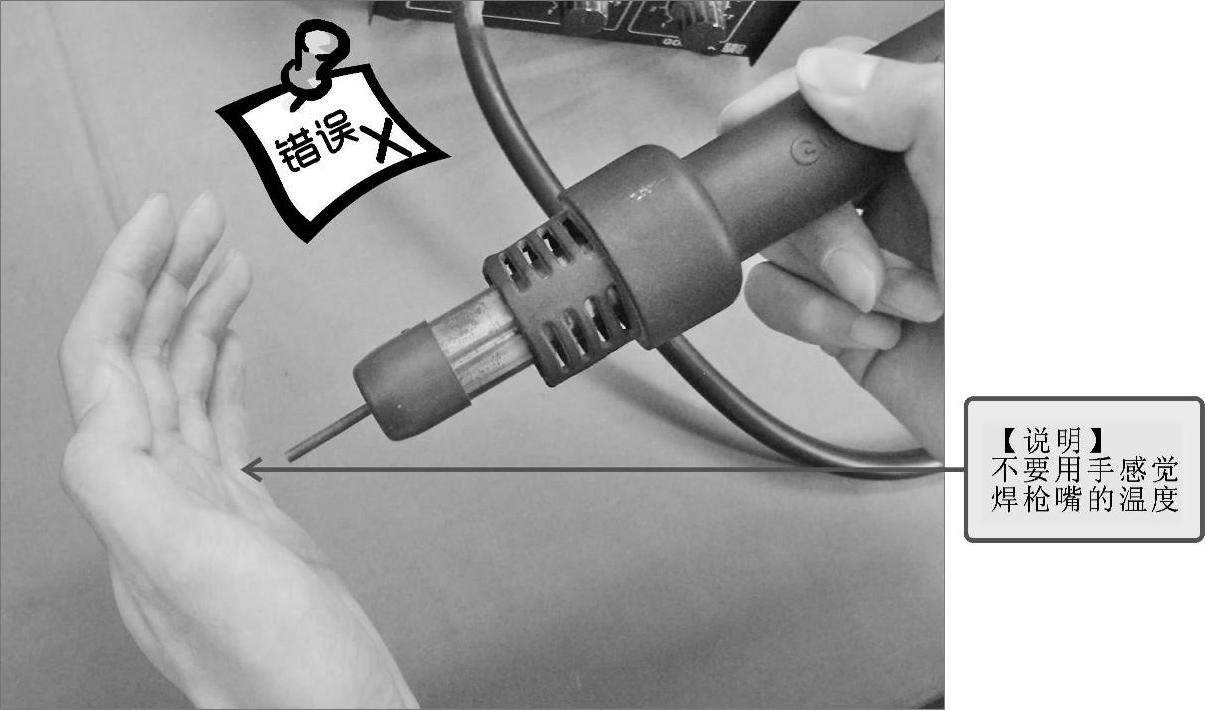
图2-30 不要用手感觉焊枪温度
③在温度和风量调整好后,等待几秒钟,待热风焊枪预热完成后,将焊枪口垂直悬空放置于元器件引脚上,并来回移动进行均匀加热,直到引脚焊锡溶化,如图2-31所示。
3.焊料
焊料是一种易溶金属。其熔点低于被焊金属,因此焊锡丝熔化后,可以在金属表面形成合金层,使被焊金属连接在一起。根据焊料组成成分,可分为锡铅焊料、银焊料、铜焊料等。最常用的是锡铅焊料,俗称焊锡。图2-32所示为焊锡丝的实物外形。
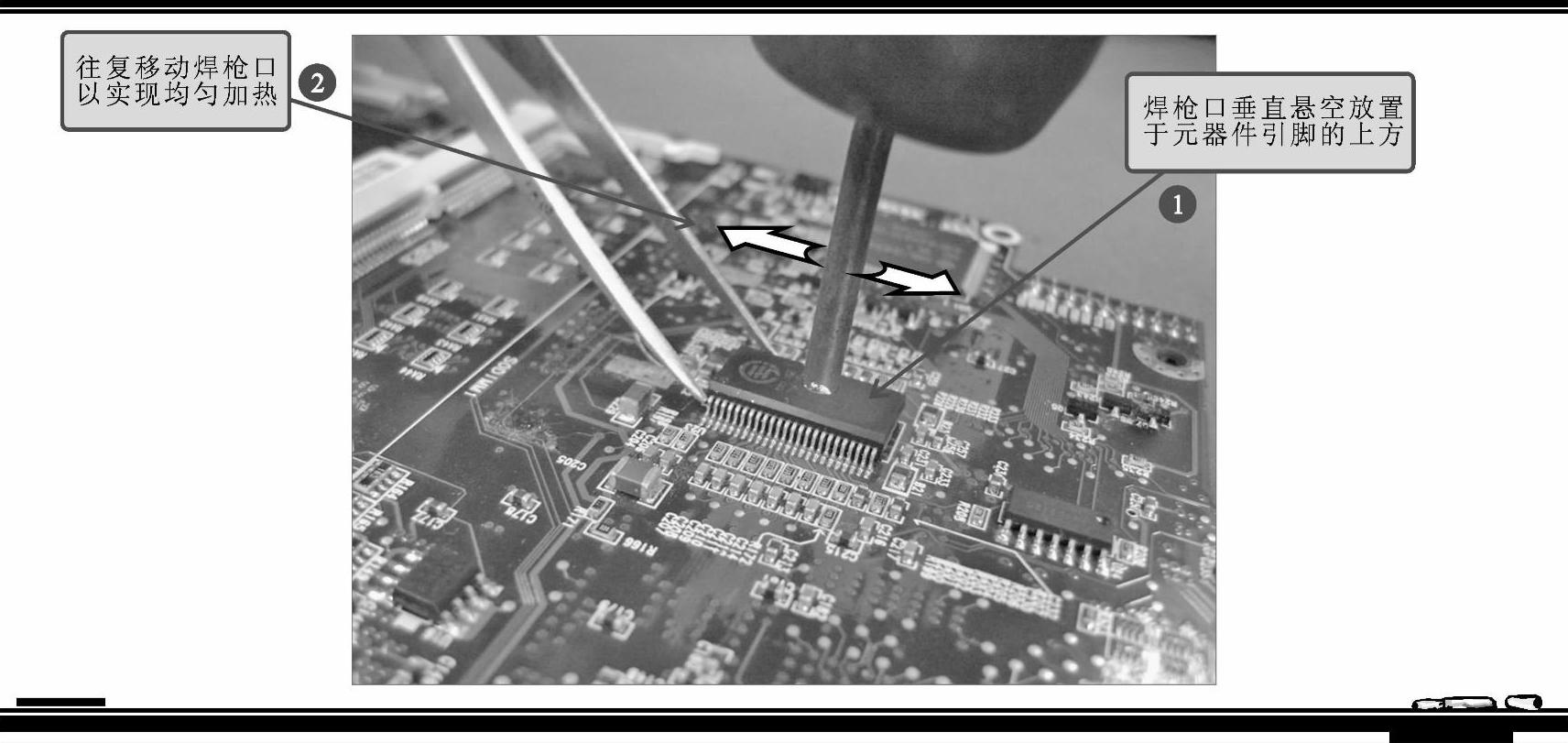
图2-31 进行拆焊

图2-32 焊锡丝的实物外形
【资料】
焊料的熔点主要看合金成分,例如无铅焊锡,因为不是共熔(几种物质同时从固态变成液态的临界温度)的,所以熔点是一个范围217~221℃;有铅焊锡,是共熔的,熔点为183℃。
焊接元器件引脚时,要将适量的焊料涂抹在焊接位置上,以提高焊接质量。如图2-33所示,焊接时,右手握住电烙铁加热焊点,左手捏住焊锡丝靠近烙铁头,当熔化了适量的焊锡后,移开焊锡丝即可。
【注意】
焊接元器件时,要熔化适量的焊锡。若焊锡过多,可能造成搭焊等问题,使元器件短路;若焊锡过少,可能造成焊点强度不够、虚焊等问题。

图2-33 焊料的使用方法
4.助焊剂
焊接操作是在高温下进行的。金属在高温环境下与氧气接触,会形成一层氧化膜,极大地影响焊接质量。助焊剂是一种清除氧化物的专用材料,还能有效地抑制金属继续被氧化。常用的助焊剂有焊膏、松香等,如图2-34所示。
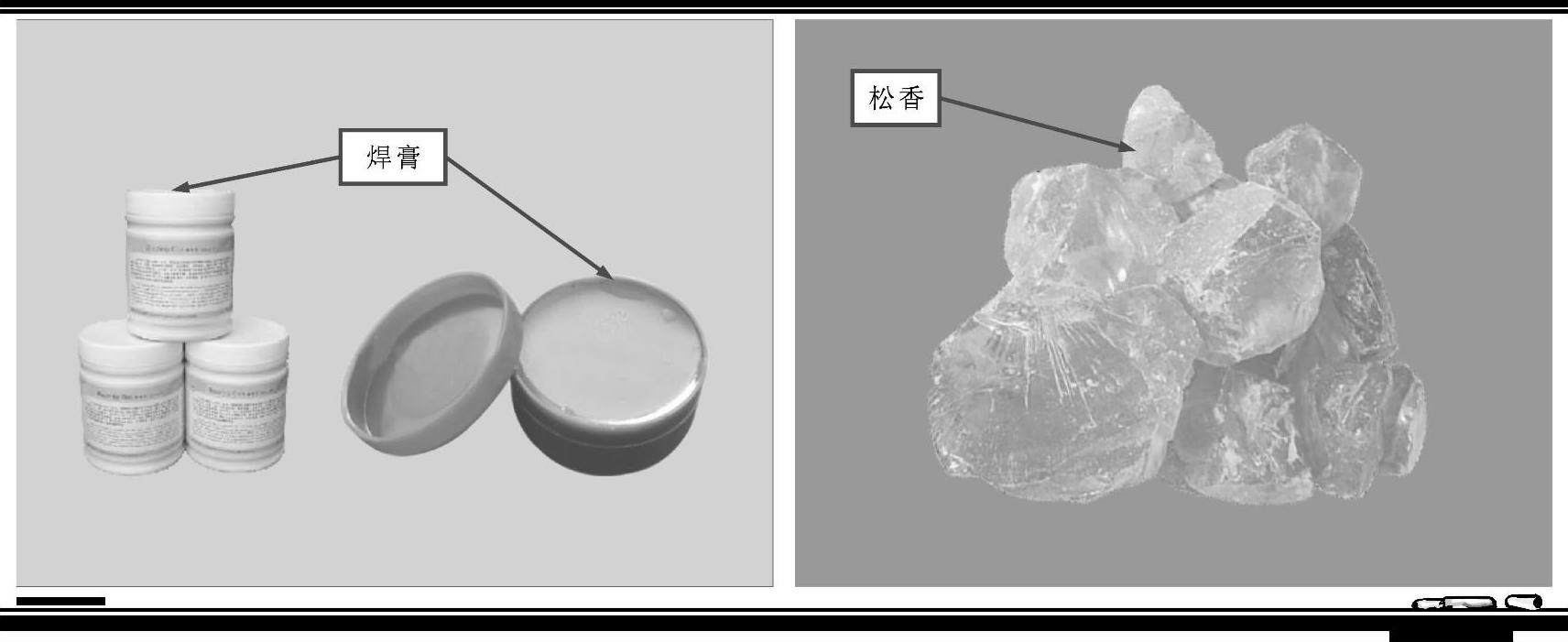
图2-34 焊膏和松香的实物外形
焊膏的黏性提供了一种黏接能力,元件可以保持在焊盘上而无需再加其他的黏接剂,并且焊膏的金属特性提供了相对高的电导率和热导率。松香是树脂类助焊剂的代表,能在焊接过程中清除氧化物和杂质,并且在焊接后形成膜层,保护焊点不被氧化。松香具有无腐蚀、绝缘性能好、稳定、耐湿等特点。
【资料】
电烙铁放置不当,容易引起火灾。焊接时特配有烙铁架用来放置电烙铁,如图2-35所示。烙铁架主要由烙铁支架、底盘和清洁布组成。清洁布由耐高温材料制成,弄湿后可对烙铁头进行清洁。
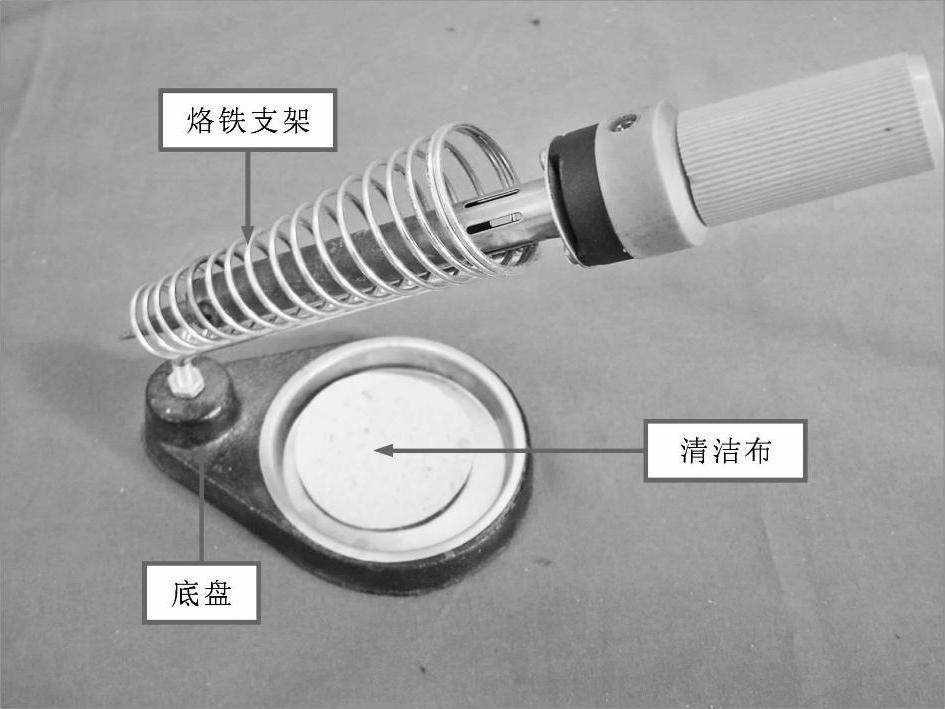
图2-35 烙铁架的实物外形
有关简单轻松学电工检修的文章

兆欧表是专门用来对电气设备、家用电器或电气线路等对地及相线之间的绝缘阻值进行检测的工具。图2-55所示为两种典型兆欧表的结构。回答兆欧表通常只能产生一种电压,当需要测量不同电压下的绝缘强度时,就要更换不同电压的兆欧表。兆欧表摇动摇杆未停之前或被测设备未放电之前,严禁用手触碰。检测时,兆欧表的线不能绞在一起,要分开。......
2023-06-22

图4-26感应式电烙铁结构示意图这种烙铁的特点是加热速度快,一般通电几秒钟,即可以达到焊接温度。它的手柄上带有电源开关,工作时只需要按下开关几秒钟即可进行焊接,特别适合于断续工作的使用。常用的拆焊工具有吸锡器和两用电烙铁。吸锡器是常用的拆焊工具,使用方便,价格适中。其中,圆斜面式是市售烙铁头的一般形式,适用于在单面板上焊接不......
2023-10-23

对均质靶板的碎甲威力大、后效好碎甲弹对均质钢板的破坏,一般不产生通孔。碎甲弹在大着角情况下能可靠作用而不失效。122mm碎甲弹的破坏厚度相当于152mm混凝土破坏弹。碎甲弹除了靶后的碎片具有杀伤能力外,其本身爆炸时形成的破片也有一定的杀伤作用。如122mm碎甲弹爆炸后可形成1 000块有效破片。可见,碎甲弹可以一弹多用,战术上适用范围较广。不需要大威力火炮由于碎甲效应不受弹丸转速和动能影响,故碎甲弹可以配用在各种不同的火炮上。......
2023-06-24

以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2023-06-28

焊接式车刀是由一定形状的刀片和刀杆通过钎焊连接而成。硬质合金焊接车刀的主要缺点是,其切削性能主要取决于工人刃磨的技术水平,与现代化生产不相适应。图5-4常用硬质合金刀片型号表5-2常用硬质合金刀片型号选择刀片型号时,刀片形状主要根据车刀用途和主偏角来选择。图5-6常用焊接式车刀直头外圆车刀;90°偏头外圆车刀;45°偏头车刀;切断车刀......
2023-07-01
焊接热源与熔池行为对焊接效果的影响一直是关注的重点。对焊接热源及相关温度场模拟的关键在于材料物性参数的完备、热源模型与实际热源的拟合程度、热源移动路径的准确定义、边界条件是否设置恰当等,也是对焊接应力、应变场及焊接过程其他现象模拟的基础。图12-43是对等离子- MIG电弧的温度场与熔滴过渡的仿真,并与高速摄像的结果作了对比验证。......
2023-07-02
焊接具有以下优点。当采暖、供热及冷水管路的管径不大于50 mm、壁厚不超过3.5 mm时,常用气焊。在防止焊接变形方面电弧焊较好。焊缝检查包括外观检查和焊缝内部缺陷检查。......
2023-09-01

本部分简要说明正式测量中所使用的各量表以及数据统计分析工具。所有题项采用李克特7 级评分,0 代表“从不”,6 代表“每天”。科研压力分量表由研究者在前期访谈和开放式问卷调查的基础上自行编写而成,共包含4 个题项,无反向题项,采用李克特5 级评分,1 代表“完全符合”,5 代表“完全不符合”。正式测量的数据统计分析工具为IBM 统计分析软件SPSS 22.0 与结构方程建模软件AMOS 24.0。......
2023-10-02
相关推荐