草酸阳极氧化就是在质量分数为2%~10%的草酸溶液中,通以直流、交流或交直流叠加电流进行铝及铝合金的阳极氧化。表229 铝及铝合金草酸阳极氧化工艺规范注:氧化时工件应带电入槽,并阶梯式升压。厚度小于0.6mm的铝及铝合金板材和有焊接头的铝合金工件上不适合用草酸阳极氧化法处理。......
2023-06-22
1.快速阳极氧化
普通阳极氧化处理方法,电流密度低、电解时间长,在经济上是不合算的。要使氧化膜生长速度快,就要采用大电流密度的快速阳极氧化法,快速阳极氧化装置如图2⁃24所示。
快速阳极氧化工艺为:硫酸(浓度为150~180g/L),添加剂(浓度为45~85g/L),温度15~45℃,电流密度1.5~6.0A/dm2,加强搅拌。其特点是:氧化槽液温度范围宽,电流密度范围宽,氧化速度快,可达0.5~1.8μm/min,不需专用制冷设备,成本低,且氧化膜性能较好。
快速阳极氧化法与普通阳极氧化法比较见表2⁃48~表2⁃50。

图2⁃24 快速阳极氧化装置
表2⁃48 普通阳极氧化法与硬质阳极氧化法电解条件的比较

表2⁃49 快速阳极氧化法与普通阳极氧化法电解速度的比较

注:K为氧化膜生长效率,K=膜厚/(电流密度×时间)。
表2⁃50 不同处理温度下的氧化膜硬度

2.碱性阳极氧化
碱性电解液常用的有磷酸三钠(Na3PO4·12H2O)和氢氧化钠等电解液。单独使用碱性溶液得到的阳极氧化膜薄,耐磨性差。但如果在碱性溶液里添加双氧水或某些金属盐、有机酸等,就会改变碱性阳极氧化处理条件,得到的碱性氧化膜并不比酸性氧化膜差。例如,在氢氧化钠溶液里添加双氧水能提高氧化膜硬度、耐碱性和成长率,这主要是因为双氧水电离提供氧离子,能促进氧化作用。
碱性阳极氧化膜有如下特点:
1)通过电子衍射法观察,发现膜是由非晶态物质和γ⁃Al2O3构成的,类似于硫酸液氧化膜。
2)耐碱腐蚀性非常好,在酸性介质中也同样具有好的耐蚀性。
3)柔性很好,不容易出现裂纹,因此适合于加工成形。
4)属于多孔质氧化膜。但结构不规则,表面粗糙,孔的密度小,孔径大,可以染色,且二次电解着色和染色比酸性氧化膜快,颜色也深。
3.硝酸阳极氧化
硝酸是强氧化剂,对铝腐蚀严重,提高溶液温度可明显降低表面腐蚀程度。一般采用的处理方法是:60%~62%(质量分数)的硝酸溶液,温度20℃,电流密度1~3A/dm2,电解时间1~10min,生成的氧化膜是多孔质无色透明膜,可以着色。
4.溴酸阳极氧化
溴酸阳极氧化法是最早采用的阳极氧化法。根据铝合金种类的不同,溴酸氧化膜可以从透明黄色到青铜色。溴酸阳极氧化膜着色性不如硫酸氧化膜,且操作复杂,耗电量大。由于溴酸价格较高,所以成本也高。溴酸阳极氧化法有直流电、交流电、交直流重叠电解法三种,其中以交直流电解法使用较多,表2⁃51是溴酸氧化膜的处理条件。
表2⁃51 溴酸氧化膜的处理条件
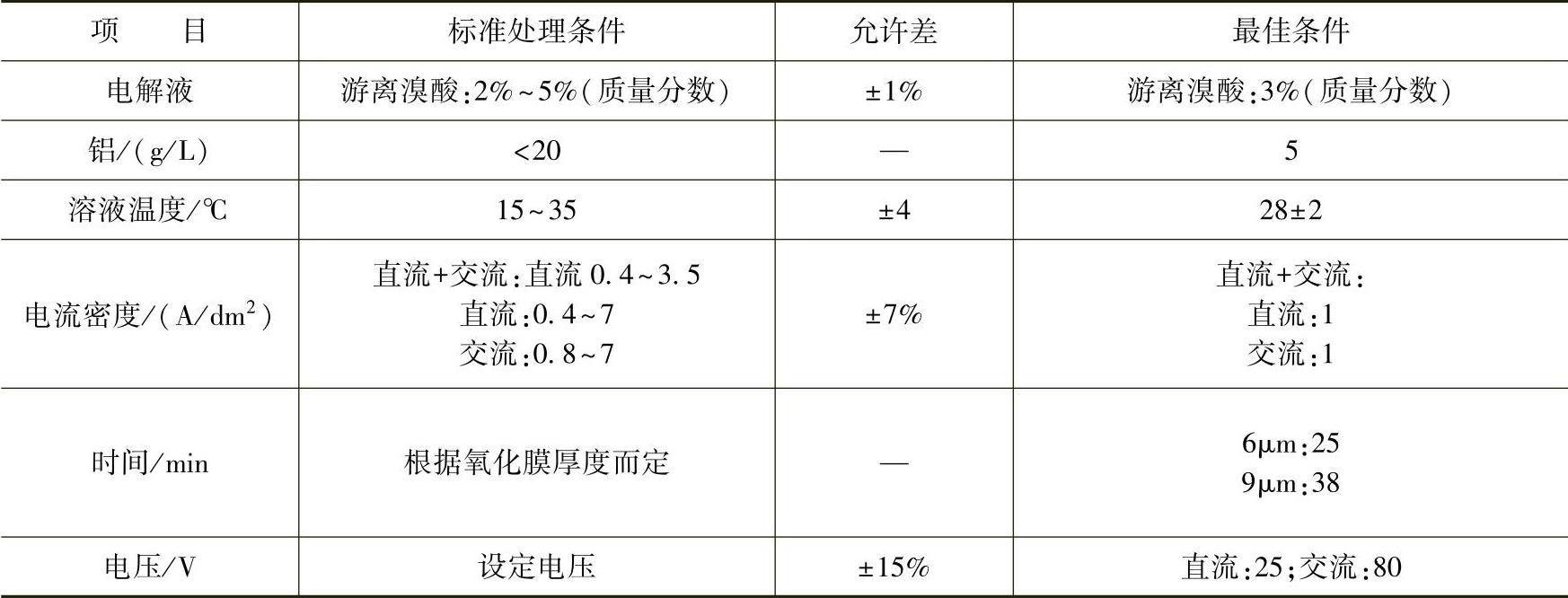
注:1.溴酸不含结晶水。
2.交流电密度是平均单位面积上的有效值。
3.设定电压是根据材料、电解液组成、溶液温度、处理面积来确定的。
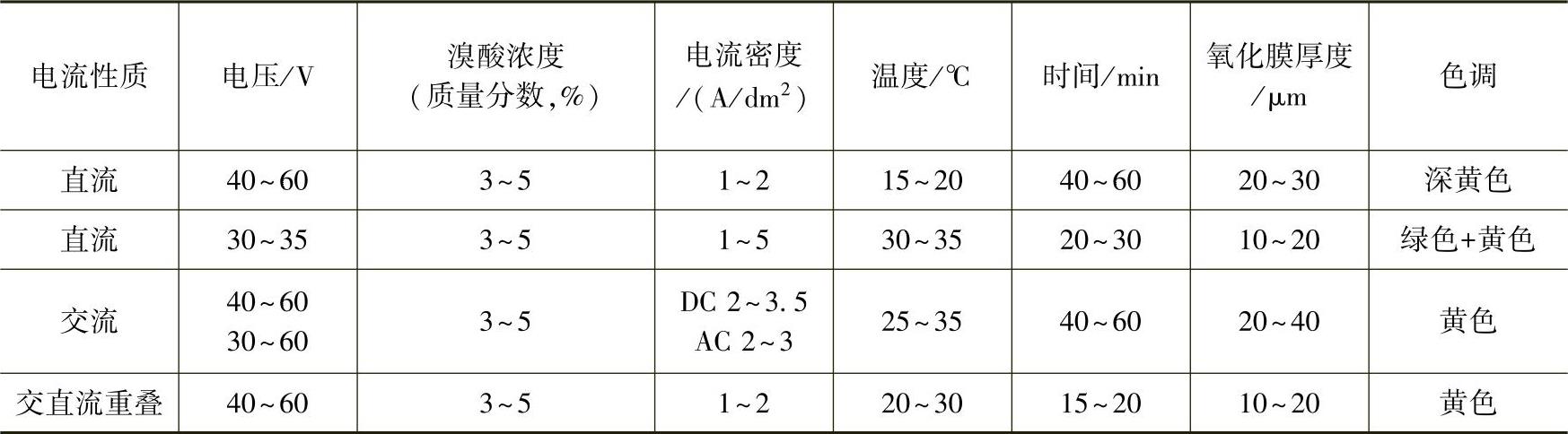
用含少量铬酸的溴酸溶液处理的方法称为Eloxal法。Eloxal法的主要特征见表2⁃52。
表2⁃52 Eloxal法的主要特征
溴酸电解容易受到溶液中杂质的影响,氯离子超过0.04g/L就会对电解有害;混入重金属离子会引起腐蚀;少量硫酸根离子使氧化膜色调变暗,如图2⁃25所示,但是当硫酸根离子的浓度超过某一限值时,氧化膜的颜色又会逐渐由暗变亮。
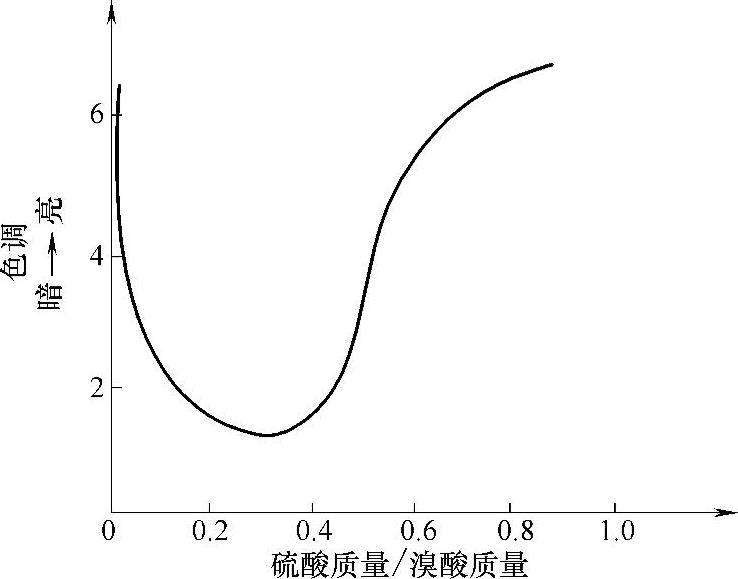
图2⁃25 向溴酸添加硫酸对氧化膜色调的影响
5.铝及铝合金的微弧等离子体氧化技术
(1)概述 微弧等离子体氧化陶瓷层制备技术是专用于Al、Mg、Ti、Zr、Ta等有色合金的表面处理技术,又称为微弧氧化或阳极火花沉积。铝及铝合金的微弧等离子体氧化是将铝及铝合金置于电解质的水溶液中,通过高压放电作用,使材料微孔中产生火花放电斑点,在热化学、电化学和等离子化学的共同作用下,在其表面形成一层以α⁃Al2O3和γ⁃Al2O3为主的硬质陶瓷层的方法。由于它是直接在金属表面原位生长而成的致密陶瓷氧化层,因而可改善材料自身的防腐、耐磨和电绝缘的特性。用这种方法得到的Al2O3膜层,通过工艺加以调整,厚度可达10~300μm,显微硬度达1000~2500HV,绝缘电阻大于100MΩ,且陶瓷层与基体的结合力强。
微弧等离子体氧化技术的研究开始于20世纪50年代中后期,到80年代中后期,它已成为国际研究热点并开始进入实用阶段。自20世纪80年代德国学者利用火花放电在纯铝表面获得α⁃Al2O3的硬质膜层以来,微弧等离子体氧化技术的研究取得了很大进展。
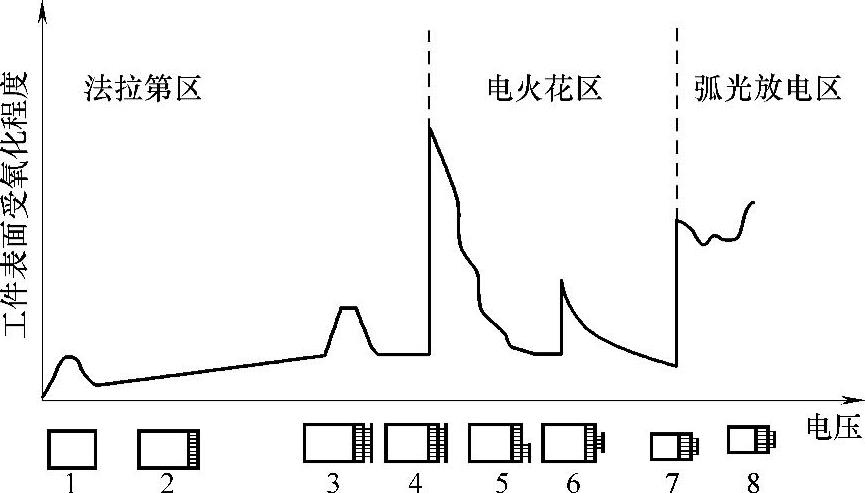
图2⁃26 膜层结构与对应电压区间的关系模型
1—酸侵蚀过的表面 2—钝化膜的形成 3—局部氧化膜的形成 4—二次表面的形成 5—局部阳极ANOF膜(ANOF膜为火花放电阳极氧化的德文缩写)的形成 6—富孔的ANOF膜 7—热处理过的ANOF膜 8—被破坏的ANOF膜
(2)微弧等离子体氧化的基本原理及工艺过程 自1950年以来,对微弧等离子体氧化技术机理的研究取得了很大的进展。该技术的基本原理类似于阳极氧化技术,所不同的是利用微弧等离子体弧光放电增强了在阳极上发生的化学反应。普通阳极氧化处于法拉第区,如图2⁃26所示,所得膜层呈多孔结构;微弧等离子体氧化处于电火花放电区中,电压较高,所得膜层均匀致密,孔隙的相对面积较小,膜层综合性能得到提高。
当阳极氧化电压超过某一值时,表面初始生成的绝缘氧化膜被击穿,产生微区弧光放电,形成瞬间的超高温区域(2000~8000℃),在该区内氧化物或基底金属被熔融甚至汽化,在与电解液的接触反应中,熔融物激冷而形成非金属陶瓷层。但当外加电压大于700~800V时,进入弧光放电区,样品表面出现较大的弧点,并伴随着尖锐的爆鸣声,它们会在膜表面形成一些小坑,破坏膜的性能。因此,微弧等离子体氧化的工作电压要控制在弧光放电区以下。
近期国外研究表明,微弧等离子体氧化包含以下几个基本过程:空间电荷在氧化物基体中形成;在氧化物孔中产生气体放电;膜层材料的局部熔化;热扩散、胶体微粒的沉积;等离子体化学与热化学反应等。
根据电化学理论可知,当铝合金处于阳极状态下,可发生如下反应

Al3+在碱性溶液中经一段时间的积累,达到一定浓度时,即可发生以下反应,形成胶体物质,即

氧化时,Al(OH)4-在电场力的作用下,向阳极(即工件)表面迁移,Al(OH)4-失去OH-,变成Al(OH)3而沉积在阳极的表面,最后覆盖全表面。当电流强行流过阳极表面形成这种沉积层时会产生热量,这个过程促进了Al(OH)3脱水转变为Al2O3。Al2O3沉积在试样的表面形成介电性高的障碍层,即高温陶瓷层。
微弧等离子体氧化技术会将金属基体表层变为金属基体氧化物,图2⁃27为样品经微弧等离子体氧化处理后外形尺寸变化示意图。
a表示陶瓷氧化膜向外生长部分,即试样尺寸增加部分;b表示向基体内部氧化的深度,a、b之间的界面为样品初始表面位置,h为氧化膜总厚度。使用涡流测厚仪可以测出氧化膜厚度h;用精度为0.001mm的螺旋测微计测定试样氧化前后的尺寸变化,从而计算出a、b的大小。
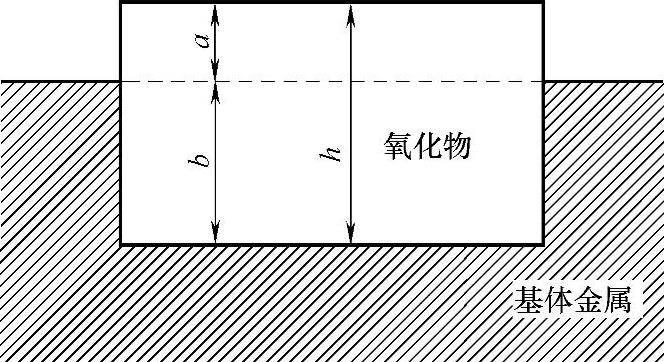
图2⁃27 样品经微弧等离子体氧化处理后外形尺寸变化
螺旋测微仪测出δ1与δ0(δ1代表氧化后试样的厚度,δ0代表氧化前试样的厚度),则a=δ1-δ0;涡流测厚仪测出h,由图2⁃27可知,h=a+b,则b=h-a。
对同一样品,每隔Δt测一次数据,每次测量均在试样上任选位置并采集多个数据,取这些数据的平均值为每个样品的测量值。虽然在测量中存在一定误差,但对分析膜层生长规律仍然有效。
微弧等离子体氧化过程中电解液的成分、浓度、外加电压、电流密度的不同,会对弧光产生时间、色彩、亮度等有所影响。微弧等离子体氧化过程从现象上看,可以分为三个阶段:氧化膜生成阶段、微弧等离子弧阶段以及熄弧阶段(弧点减少直至熄灭阶段)。开始时,在两极间施加一定的电压,可以看到浸在电解液中的工件表面有许多微小的气泡生成,金属光泽逐渐消失,此阶段为氧化膜生成阶段;随着施加电压的升高,气泡开始增多并急剧上升至液面,当电压升至一定值达到起弧电压时,工件表面开始出现密集的、十分微小的淡黄色火花,此时进入了微弧等离子体阶段。当电压进一步升高时,可以发现火花开始变黄变亮,且更为密集。经过一段时间后,工件表面的氧化膜逐渐增厚,微弧等离子体的火花逐渐变稀直至熄灭,此时即为微弧等离子体氧化的最后一个阶段:熄弧阶段。
在该氧化过程中,保持一定电压,峰值电流的变化规律如图2⁃28所示。
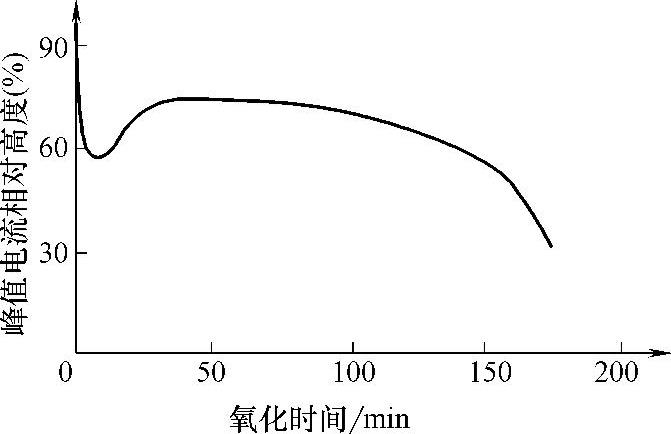
图2⁃28 峰值电流随时间的变化曲线
可见,在不同的时间段内,峰值电流不同。其变化也可分为三个阶段:①峰值电流急速下降,即为氧化膜生成阶段;②电流由低谷上升,微弧等离子体出现,之后反应稳定进行;③膜层逐渐增厚,在工作电压不能继续提高时,微弧等离子体逐渐变稀直至熄灭。
微弧等离子氧化工艺通常有恒流操作和恒压操作两种方式。
恒流操作如图2⁃29所示,将电流设置在某一
定值(即电流密度与工件表面积的乘积),在工作
过程中,随着膜层厚度的增加而自动增加电压,直至达到所要求的膜层厚度为止。恒压操作如图2⁃30所示,将电压快速上升至某一定值,在氧化过程中,随着膜层的增
厚电流会先升后降,直至反应停止。在实际应用中一般采用恒流操作。也有在反应开始时采用恒流操作方式,当达到最高电
压时,再采用恒压操作的方式。
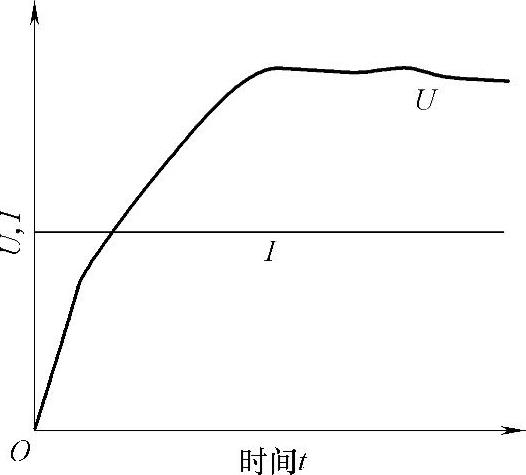
图2⁃29 恒流操作示意图
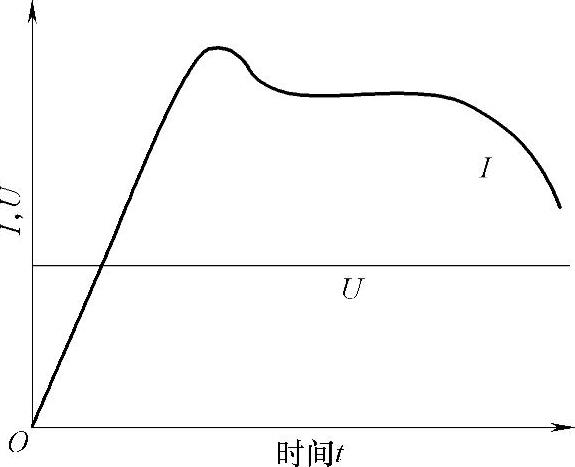
图2⁃30 恒压操作示意图
有关现代化学转化膜技术的文章

草酸阳极氧化就是在质量分数为2%~10%的草酸溶液中,通以直流、交流或交直流叠加电流进行铝及铝合金的阳极氧化。表229 铝及铝合金草酸阳极氧化工艺规范注:氧化时工件应带电入槽,并阶梯式升压。厚度小于0.6mm的铝及铝合金板材和有焊接头的铝合金工件上不适合用草酸阳极氧化法处理。......
2023-06-22

图220 硬质氧化工件获得硬质阳极氧化膜的方法如下:1)降低电解液的温度。2)硬质阳极氧化的温度低。在纯铝上可达1500HV以上,在铝合金中,7A04合金最易获得硬质阳极氧化膜。表240列出了7A04铝合金硬质阳极氧化膜各种摩擦偶的摩擦性能。铝镁合金硬质阳极氧化膜的击穿电压见表242。如7A04合金硬质阳极氧化处理后,疲劳强度可下降50%左右。......
2023-06-22

硫酸阳极氧化法,是指用稀硫酸作为电解液的阳极氧化处理。硫酸阳极氧化法获得的氧化膜较厚、无色透明,孔隙多、吸附性好,易于染色,其电解液成分简单、成本低、性能稳定、操作方便,火箭弹上的铝及铝合金工件大都采用硫酸阳极氧化。铝及铝合金的硫酸阳极氧化的溶液组成及工艺规范见表222。......
2023-06-22

观察结果证明,采用铬酸、磷酸、草酸和硫酸得到的阳极氧化膜结构完全相同。表219 不同氧化膜中细胞或孔隙数目图24所示为铝及铝合金阳极氧化膜的多孔蜂窝结构,在其膜层上,微孔垂直于表面,其结构单元的尺寸、孔径、壁厚和阻挡层厚等参数均可由电解液成分和工艺参数控制。铝阳极氧化膜硬度与其他材料的硬度比较见表220。......
2023-06-22
在纯水中浸0.1~0.5min,立即进入阳极氧化槽氧化。硅铝合金经过阳极氧化处理后则具有多孔、高硬度的特点,正满足了工件需要耐磨、储油等要求。进行硬质阳极氧化的工件中铜的质量分数应小于3%。......
2023-06-22

前面所举的铝及铝合金阳极氧化膜封闭工艺都是在加热的条件下进行的。为克服上述种种缺陷,近年来研究并开发出各种常温封闭工艺,并且有了很大的发展,目前,已经成为铝及铝合金阳极氧化膜封闭的主要处理手段。......
2023-06-22

表面抛光 铝及铝合金型材或制件,视表面粗糙度情况及客户或产品设计的要求进行抛光处理,如表面已经达到理想的表面粗糙度,则不必再抛光。脱脂 铝及铝合金制件可根据表面的油污情况选择脱脂方法,如果油污厚重,可以先用有机溶剂脱脂,然后再进行化学脱脂。碱腐蚀 铝合金制件表面经脱脂及热水、冷水洗净后,表面仍有一层旧的氧化膜,这层膜在阳极氧化前要用碱蚀清除。......
2023-06-22
但是如果在同样厚度条件下,铬酸阳极氧化膜的耐蚀能力比未经封闭的硫酸氧化膜高。铬酸阳极氧化溶液配方及工艺 铬酸阳极氧化工艺见表235。恒电压法始于美国,是一种强化型铬酸阳极氧化。铬酸的含量过高或过低均会降低氧化能力。铬酸阳极氧化法电解液中杂质为硫酸根、氯离子和三价铬。表236 铬酸阳极氧化膜常见故障、产生原因及解决方法......
2023-06-22
相关推荐