但是如果在同样厚度条件下,铬酸阳极氧化膜的耐蚀能力比未经封闭的硫酸氧化膜高。铬酸阳极氧化溶液配方及工艺 铬酸阳极氧化工艺见表235。恒电压法始于美国,是一种强化型铬酸阳极氧化。铬酸的含量过高或过低均会降低氧化能力。铬酸阳极氧化法电解液中杂质为硫酸根、氯离子和三价铬。表236 铬酸阳极氧化膜常见故障、产生原因及解决方法......
2023-06-22
在阳极氧化电解液中加入某些物质,使其在形成氧化膜的同时被吸附在膜层中,从而获得光滑且有光泽、均匀的不透明类似瓷釉和搪瓷色泽的氧化膜,故称瓷质阳极氧化。瓷质阳极氧化又称仿釉氧化,是铝及铝合金精饰的一种方法。其处理工艺实际是一种特殊的铬酸或草酸阳极氧化法。它的氧化膜外观类似瓷釉、搪瓷或塑料,具有良好的耐蚀性,并能通过染色获得更好的装饰效果。瓷质阳极氧化一般采用较高的电解电压(25~50V)和较高的电解液温度(48~55℃)。
瓷质阳极氧化溶液主要分为两类:
1)在草酸或硫酸电解液中添加稀有金属元素(如Ti、Zr等)盐类。在氧化过程中,主要依赖于所添加盐类的水解作用,产生发色物质沉积于整个氧化膜的孔隙中,形成似釉的膜层。膜层质量好,硬度较高,但电解液价格贵,使用周期短,且对工艺的控制要求十分严格。
2)以铬酸酐为基础的混合酸电解液。它具有成分简单、价格低廉、形成的膜层弹性好等优点,但是膜层硬度比较低。
1.瓷质阳极氧化的工艺规范
瓷质阳极氧化工艺规范见表2⁃37。
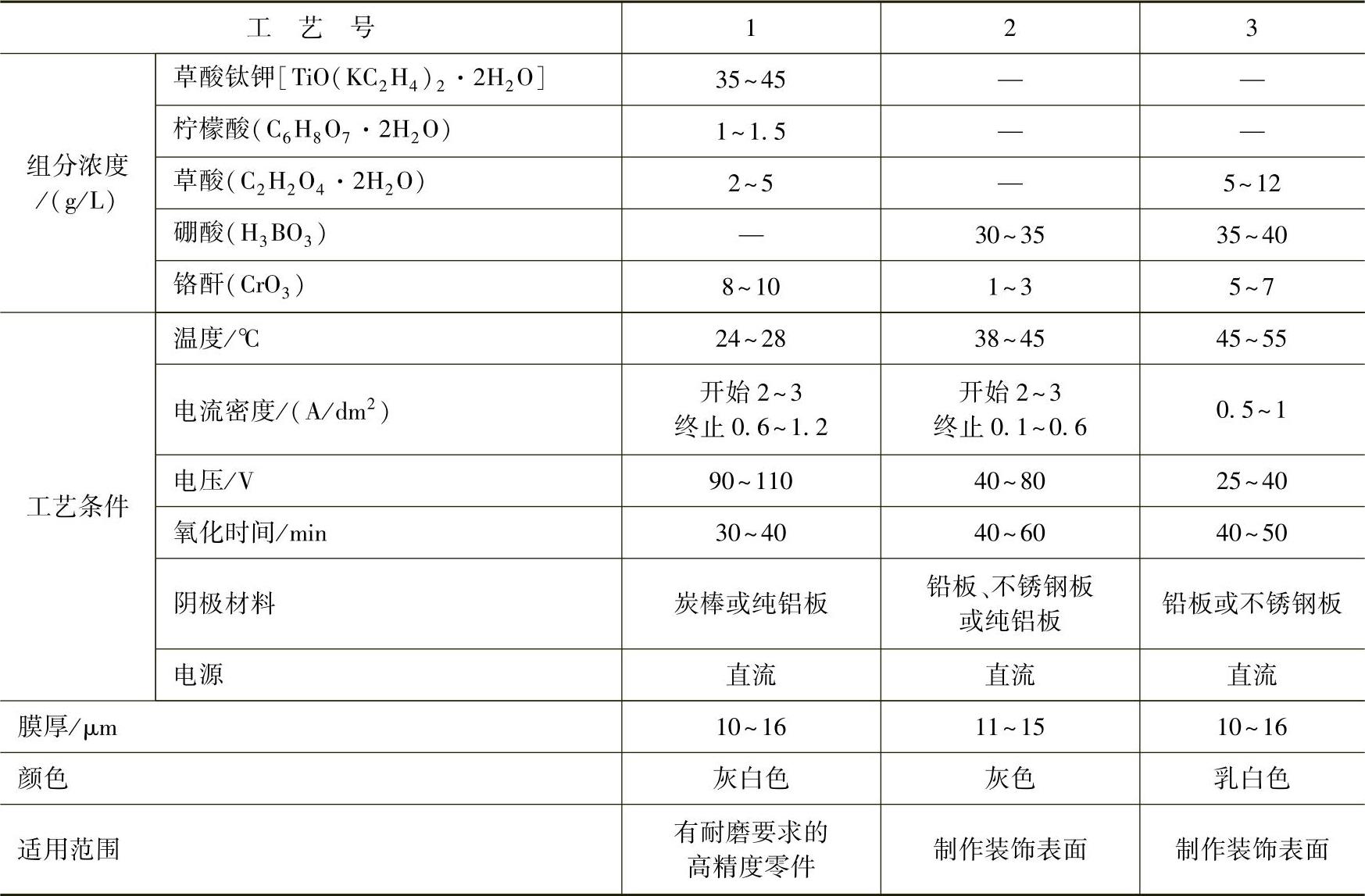
表2⁃37 瓷质阳极氧化工艺规范
2.瓷质阳极氧化的影响因素
(1)草酸 草酸含量过低,膜层变薄;含量过高,会使溶液对氧化膜的溶解过快,氧化膜变得疏松,降低膜层的硬度和耐磨性。随着草酸含量的增加,膜层的色泽逐步加深,但当其质量浓度超过12g/L时,膜层的透明度重新增加,其外观类似黄色的草酸氧化膜。草酸含量对于瓷质氧化膜厚度的影响,如图2⁃18所示。
(2)铬酸 随着铬酸添加量逐步增加,膜层的透明度随之降低,并向灰色方向转化,仿瓷质效果提高。当铬酸含量在工艺控制的范围之内时,瓷质氧化膜的色泽最佳。铬酸含量达55g/L时,效果下降,并对铝表面发生腐蚀作用。铬酸含量与氧化膜厚度的关系,如图2⁃19所示。
(3)柠檬酸和硼酸 适当提高柠檬酸和硼酸的含量,可提高氧化膜的硬度和耐磨性,增加硼酸含量,能显著改善氧化膜的成长速度,同时膜层向乳白色转化,但当其含量超过10g/L时,氧化速度反而降低,膜层向雾状透明转化。
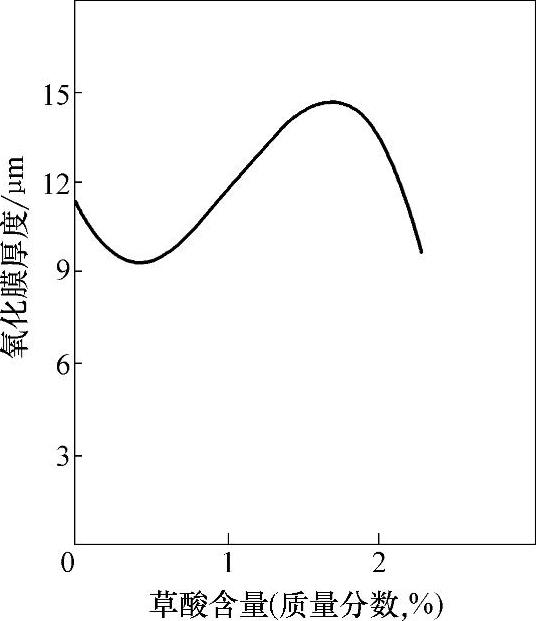
图2⁃18 草酸含量与氧化膜厚度的关系
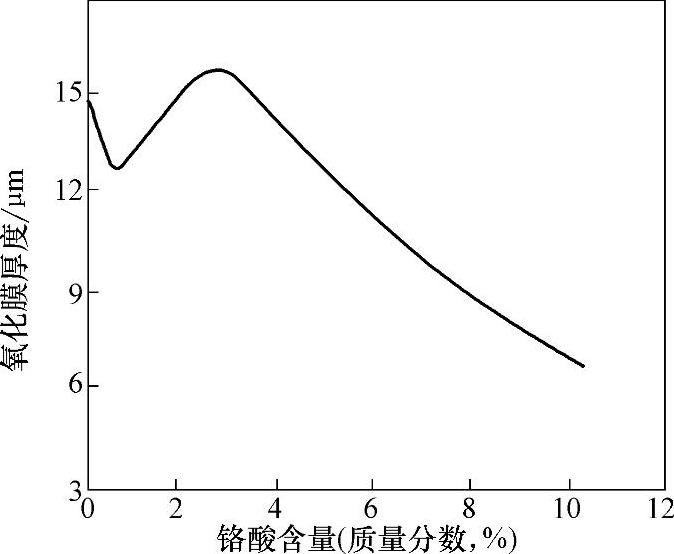
图2⁃19 铬酸含量与氧化膜厚度的关系
(4)草酸钛钾 当其溶液中草酸钛钾的含量不足时,所得氧化膜是疏松的,甚至是粉末状的。草酸钛钾的含量需控制在工艺范围内,从而使膜层致密、耐磨和耐蚀性好。
(5)铝合金成分 为获得优质的瓷质阳极氧化膜,最重要的因素之一是选择合适的铝合金材质,最合适的铝合金(合金中百分含量为质量分数)是:Al⁃Mg(3%~4%)、Al⁃Zn(5%)⁃Mg(1.5%~2%)、Al⁃Mg(0.8%)⁃Si(1.8%)、Al⁃Mg(0.8%)⁃Cr(0.4%)。
(6)电压 电压影响膜层的色泽。电压过低时,膜层薄而透明;电压过高时,膜层由灰色转变为深灰色,达不到装饰的目的。
(7)温度 瓷质氧化的操作温度对阳极氧化膜有很大的影响。温度升高,膜的成长速度加快,而当温度过高时,膜层的厚度会下降,膜层表面粗糙而无光泽。
(8)氧化时间 氧化开始阶段膜层增加较快,当膜厚达到16μm时,膜的生成速度极其缓慢。
有关现代化学转化膜技术的文章

但是如果在同样厚度条件下,铬酸阳极氧化膜的耐蚀能力比未经封闭的硫酸氧化膜高。铬酸阳极氧化溶液配方及工艺 铬酸阳极氧化工艺见表235。恒电压法始于美国,是一种强化型铬酸阳极氧化。铬酸的含量过高或过低均会降低氧化能力。铬酸阳极氧化法电解液中杂质为硫酸根、氯离子和三价铬。表236 铬酸阳极氧化膜常见故障、产生原因及解决方法......
2023-06-22

硫酸阳极氧化法,是指用稀硫酸作为电解液的阳极氧化处理。硫酸阳极氧化法获得的氧化膜较厚、无色透明,孔隙多、吸附性好,易于染色,其电解液成分简单、成本低、性能稳定、操作方便,火箭弹上的铝及铝合金工件大都采用硫酸阳极氧化。铝及铝合金的硫酸阳极氧化的溶液组成及工艺规范见表222。......
2023-06-22

图220 硬质氧化工件获得硬质阳极氧化膜的方法如下:1)降低电解液的温度。2)硬质阳极氧化的温度低。在纯铝上可达1500HV以上,在铝合金中,7A04合金最易获得硬质阳极氧化膜。表240列出了7A04铝合金硬质阳极氧化膜各种摩擦偶的摩擦性能。铝镁合金硬质阳极氧化膜的击穿电压见表242。如7A04合金硬质阳极氧化处理后,疲劳强度可下降50%左右。......
2023-06-22

草酸阳极氧化就是在质量分数为2%~10%的草酸溶液中,通以直流、交流或交直流叠加电流进行铝及铝合金的阳极氧化。表229 铝及铝合金草酸阳极氧化工艺规范注:氧化时工件应带电入槽,并阶梯式升压。厚度小于0.6mm的铝及铝合金板材和有焊接头的铝合金工件上不适合用草酸阳极氧化法处理。......
2023-06-22
表面抛光 铝及铝合金型材或制件,视表面粗糙度情况及客户或产品设计的要求进行抛光处理,如表面已经达到理想的表面粗糙度,则不必再抛光。脱脂 铝及铝合金制件可根据表面的油污情况选择脱脂方法,如果油污厚重,可以先用有机溶剂脱脂,然后再进行化学脱脂。碱腐蚀 铝合金制件表面经脱脂及热水、冷水洗净后,表面仍有一层旧的氧化膜,这层膜在阳极氧化前要用碱蚀清除。......
2023-06-22

一般用冷水在冷却管中循环冷却已经足够,但在硬阳极氧化时通常需制冷系统。在一般阳极氧化中,如果有良好的搅拌设备且槽子又小,可采用流动冷水的水套。当然,在交流法中不需要阴极,工件都作为电极,并轮流变成阴极和阳极,交替地被阳极氧化。......
2023-06-22

表262 镁合金与铝合金阳极氧化处理的工艺流程比较①质量分数68%的浓硝酸与水以体积比1∶1配制。在铝的硫酸阳极氧化过程中形成的多孔结构则是形成的氧化铝层在电解液部分溶解的结果,孔径大约为0.1μm。......
2023-06-22

在纯水中浸0.1~0.5min,立即进入阳极氧化槽氧化。硅铝合金经过阳极氧化处理后则具有多孔、高硬度的特点,正满足了工件需要耐磨、储油等要求。进行硬质阳极氧化的工件中铜的质量分数应小于3%。......
2023-06-22
相关推荐