图220 硬质氧化工件获得硬质阳极氧化膜的方法如下:1)降低电解液的温度。2)硬质阳极氧化的温度低。在纯铝上可达1500HV以上,在铝合金中,7A04合金最易获得硬质阳极氧化膜。表240列出了7A04铝合金硬质阳极氧化膜各种摩擦偶的摩擦性能。铝镁合金硬质阳极氧化膜的击穿电压见表242。如7A04合金硬质阳极氧化处理后,疲劳强度可下降50%左右。......
2023-06-22
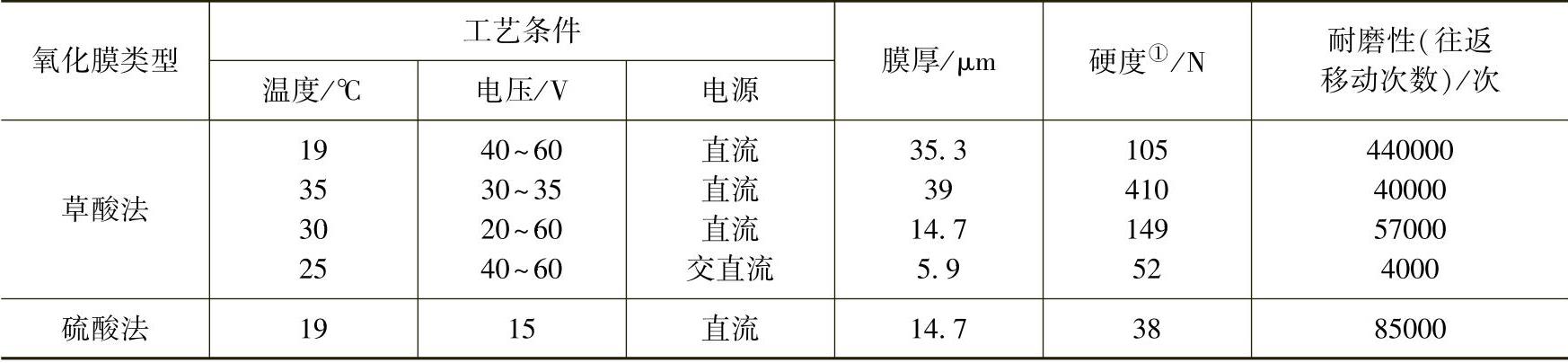
草酸阳极氧化就是在质量分数为2%~10%的草酸溶液中,通以直流、交流或交直流叠加电流进行铝及铝合金的阳极氧化。作为防腐蚀用途的阳极氧化膜一般多采用直流法。草酸阳极氧化可以在不同的工艺下,得到不同颜色的膜层。草酸阳极氧化膜的耐蚀性和耐磨性比硫酸阳极氧化膜均有所提高,容易获得较厚的氧化膜,厚度约为8~40μm,见表2⁃28。其装饰性也优于硫酸阳极氧化膜,且孔隙率低、绝缘性能好、富有弹性。但由于草酸电解液的电阻比硫酸、铬酸的大,阳极氧化时槽电压高,阳极氧化过程中耗电量大,而且电解易发热,需要有专门的冷却装置,故生产成本高。
表2⁃28 草酸阳极氧化膜与硫酸阳极氧化膜的厚度、硬度与耐磨性比较

注:硬度衡量指标为划穿膜层所需的力,单位为N(牛)。
此外草酸溶液有一定的毒性,草酸在氧化过程中在阴极上被还原并在阳极上被氧化成CO2,电解液的稳定性比较差。故草酸阳极氧化的工艺的应用范围受到一定的限制,一般只在特殊情况下应用。例如,用于铝锅、铝盆、铝壶、铝饭盒,电气绝缘的保护层,近年来在建材、电器工业、造船业、日用品等行业也有较为广泛的应用。
1.草酸阳极氧化工艺
(1)工艺流程 草酸阳极氧化工艺流程如下:
铝及铝合金制件,上挂具→碱洗→水洗→硝酸出光→水洗→草酸阳极氧化→水洗→卸下→清洗→封闭→干燥→检验。
(2)草酸阳极氧化的工艺规范 铝及铝合金草酸阳极氧化的工艺规范见表2⁃29。
表2⁃29 铝及铝合金草酸阳极氧化工艺规范
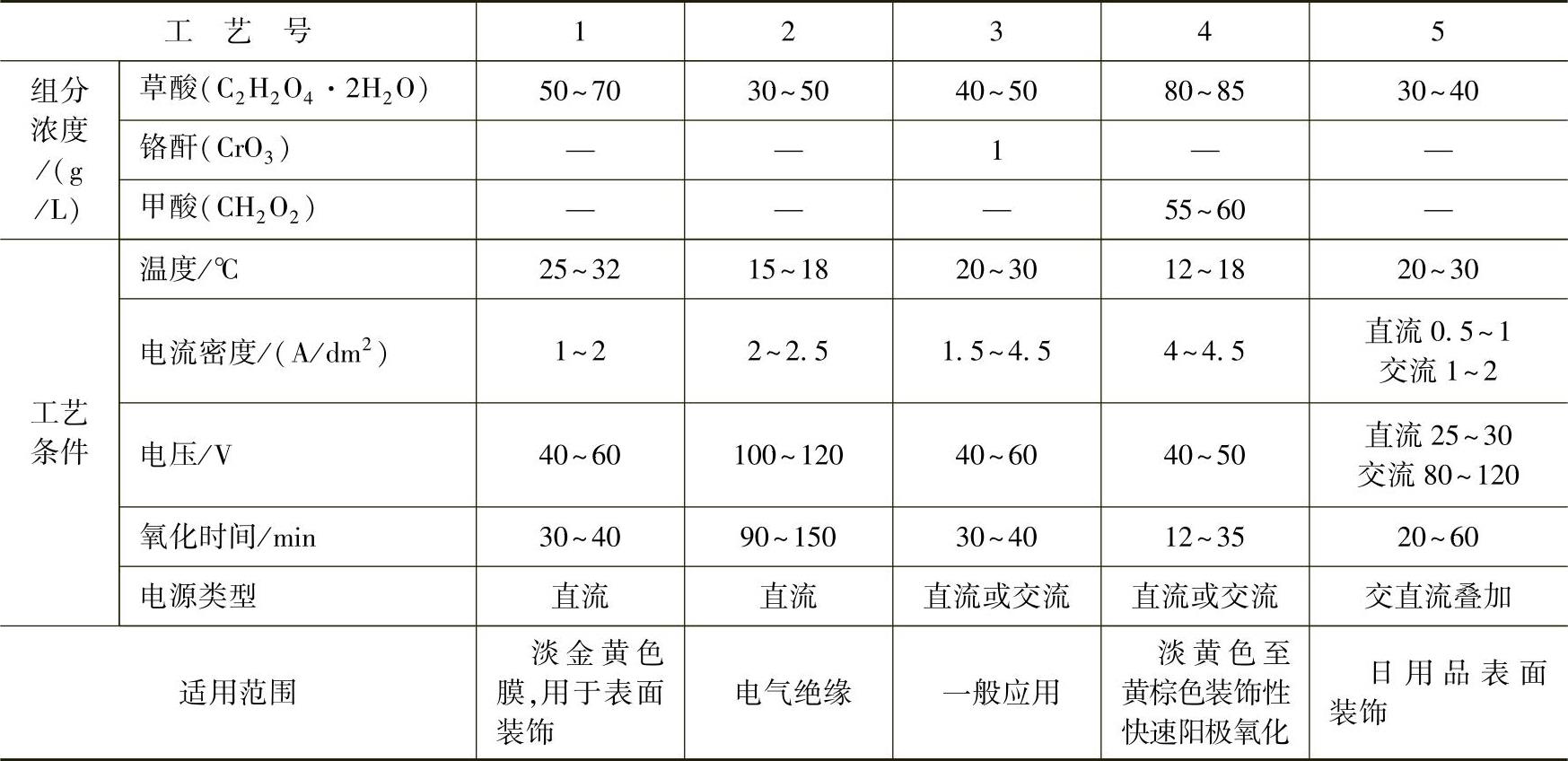
注:氧化时工件应带电入槽,并阶梯式升压。阴极采用石墨板,阴阳极面积比为1∶(5~10)。要用压缩空气不断搅拌强制冷却的方法控制好溶液温度。
(3)草酸阳极氧化溶液的配制及维护 溶液的配制及维护如下:
1)溶液的配制。将要配制溶液体积3/4的纯水(用蒸馏水或去离子水)加入氧化槽中,并且加热至60~70℃,再慢慢地加入草酸等化学试剂,并搅拌直至全部均匀溶解,然后加水至所需要的体积,再搅拌至均匀。
2)溶液的维护。草酸溶液对氯化物非常敏感,氯离子含量过高,膜层会出现腐蚀斑点,一般情况下Cl-的含量应小于0.04g/L,如果大于此值必须进行稀释,清除氯离子或者更换溶液。氯离子主要是从洗水来的,所以清洗工件的用水要注意水质及控制带来的杂质污染。
由于铝溶解在溶液中会生成草酸铝,并直接影响到溶液的氧化能力,因此要经常分析草酸的含量并补充被消耗掉的部分。草酸的添加量可以根据电量的消耗来考虑。根据经验,1A·h(3600C)的电量大约耗用0.13~0.14g的草酸,而每通过1A·h电量则有0.08~0.09g的铝进入溶液,铝溶解后生成草酸铝。所以每溶解一定量的铝,需要补充相应量的草酸。溶液中Al3+的含量超过2g/L时,则要除Al3+或稀释溶液甚至更换溶液。
(4)操作注意事项 草酸阳极氧化膜致密、电阻高,因此只有在高电压的情况下,才能获得较厚的氧化膜,但在电压的调整过程中又必须十分小心,否则会影响成膜的质量,下面从制取绝缘用的氧化膜为例说明。
1)铝合金制件在阳极氧化时应带电下槽,但电流密度要小,然后逐步升高电压,以防止膜层生长不均匀及局部被击穿。
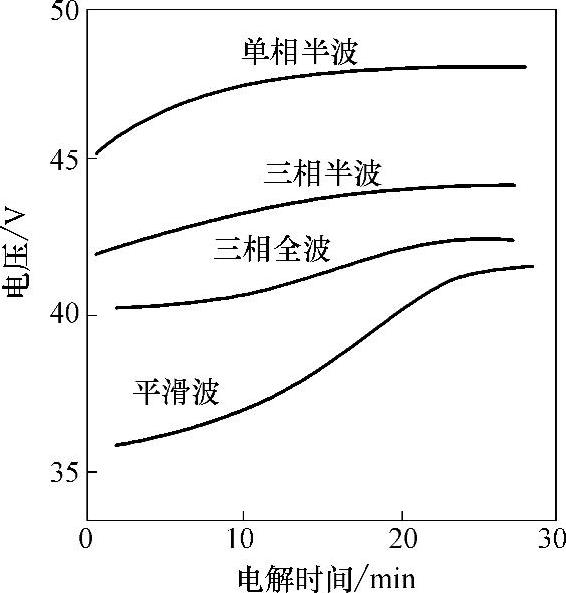
图2⁃15 草酸直流氧化时电源波形与电解电压的关系
草酸阳极氧化的电解电压与电解电源的波形有很大的关系,电源波形与电解电压的关系,如图2⁃15所示。
升电压采用梯形升压方式,即0~60V(5min,电流密度2~2.5A/dm2)→70V(5min)→90~110V(15min)→110V(60~90min),最终不允许超过120V。由于草酸氧化膜致密、不易溶解、电阻高,所以只有升高电压,才能得到较厚的氧化膜。氧化后要先断电才能取制件,防止意外发生。
2)在阳极氧化进行的过程中,若发现电流突然上升或电压下降,可能是膜被击穿所致。为避免膜被击穿,要注意温度的控制及溶液搅拌。如果要绝缘效果更好,可以在氧化膜上再涂上绝缘漆。
2.草酸阳极氧化膜的特点及应用
草酸阳极氧化一般可获得黄色到黄褐色氧化膜。这种颜色耐光性非常好,在阳光下长期曝晒也不会褪色,因此,可用于室外建筑铝材的表面处理。铝合金草酸氧化膜的色调见表2⁃30和表2⁃31,硬度和耐磨性见表2⁃32。
表2⁃30 铝合金在不同浓度草酸中形成的草酸氧化膜的色调

表2⁃31 铝合金草酸氧化膜的色调

表2⁃32 草酸氧化膜的硬度与耐磨性
①划穿膜层所需的力。
(1)草酸阳极氧化膜的特点 氧化膜的特点如下:
1)氧化膜较厚。草酸溶液对氧化膜层的溶解度小,所以膜层孔隙率低,膜厚可达10~40μm。
2)膜层色泽好。只要改变草酸阳极氧化工艺参数,可以直接获得不同颜色的膜层,如黄铜色、银白色、黄褐色等,不必染色或再电解着色。
3)膜层性能好。草酸阳极氧化膜富有弹性,其硬度、耐磨性及耐蚀性与硫酸阳极氧化膜接近,甚至更好。
4)生产成本高。草酸阳极氧化所需的生产成本比较高,这是因为溶液中的草酸比较贵且在生产中用电量大、能耗高所致。
(2)草酸阳极氧化膜的应用 草酸阳极氧化膜的性能较好,但由于其生产成本高,操作也比较繁杂,所以很难得到推广应用。它的应用范围主要是一些有特定要求的铝合金制品。通常用量大又没有特殊要求的铝合金制品都不采用这种方法。因此它的应用范围有限,主要有两方面的应用:
1)要求有较高绝缘性能的铝线材及仪器零件。
2)要求有较高硬度及耐磨性能的仪表零件及日用品等。
厚度小于0.6mm的铝及铝合金板材和有焊接头的铝合金工件上不适合用草酸阳极氧化法处理。
3.草酸氧化的影响因素
(1)温度和电解液pH的影响 温度升高,膜层减薄,如果在较高温度时,升高电解液的pH,膜的厚度可增加,最佳的pH在1.5~2.5之间,温度在25~40℃之间。
(2)电压和电流的影响 在草酸氧化过程中,电流和电压的增加应该缓慢,如上升太快,由于新生成氧化膜不均匀,会造成电流集中,导致该处出现严重的电击穿,引起金属铝的腐蚀。生产中一旦发现电流突然上升或电压突然下降,说明产生了电击穿,应立即降低氧化电流终止氧化,等待片刻后重新开启电流,调至额定值。
(3)草酸浓度的影响 草酸浓度过低,氧化膜会变薄;草酸浓度偏高,则氧化膜会变得疏松。
(4)杂质的影响 草酸阳极氧化对氯离子杂质非常敏感,氯离子含量不能超过0.2g/L,否则氧化膜会发生腐蚀或烧蚀。氯离子主要来自自来水或冷却盐水。铝离子不能超过3g/L,否则氧化电压上升并容易烧蚀。如果草酸电解液中的氯离子、铝离子含量太高,应更换槽液。
4.草酸阳极氧化膜常见缺陷、产生原因及解决方法
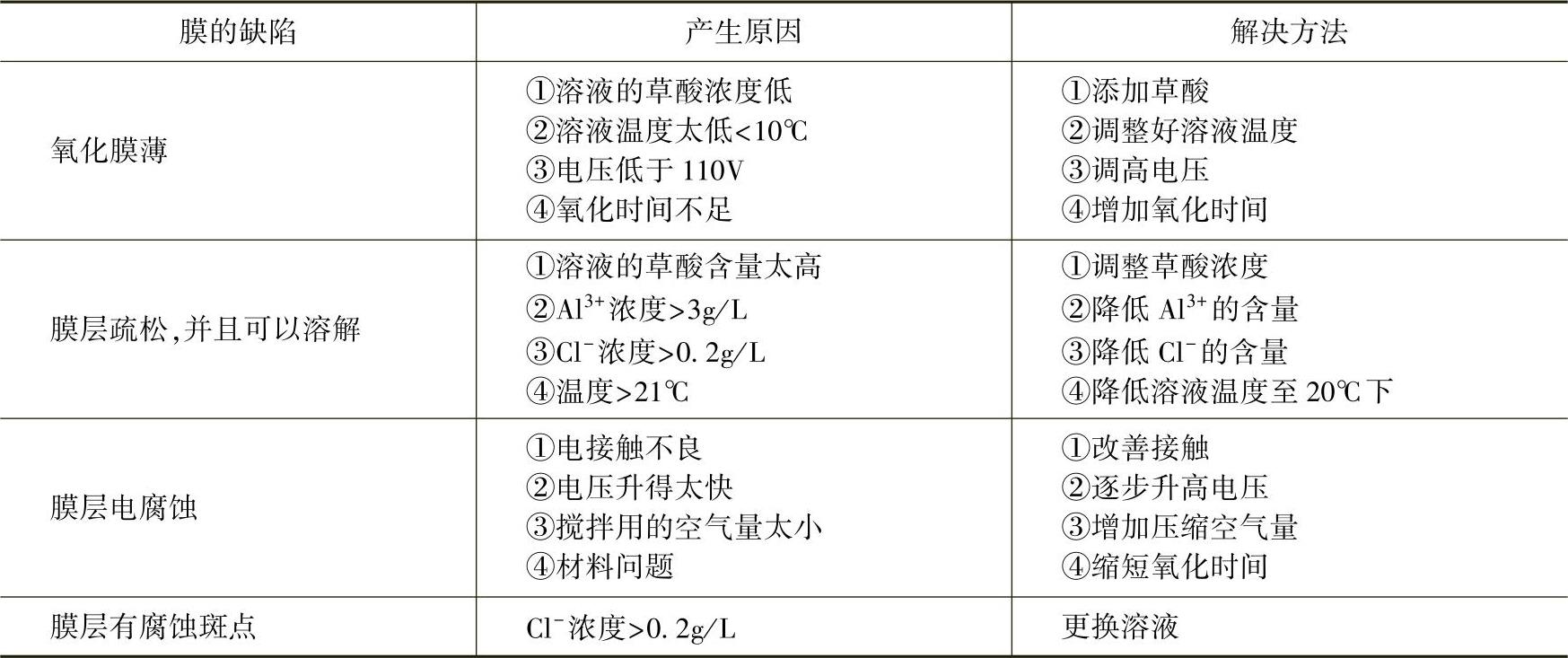
草酸阳极氧化膜常见缺陷、产生原因及解决方法见表2⁃33。
表2⁃33 草酸阳极氧化膜常见缺陷、产生原因及解决方法
有关现代化学转化膜技术的文章

图220 硬质氧化工件获得硬质阳极氧化膜的方法如下:1)降低电解液的温度。2)硬质阳极氧化的温度低。在纯铝上可达1500HV以上,在铝合金中,7A04合金最易获得硬质阳极氧化膜。表240列出了7A04铝合金硬质阳极氧化膜各种摩擦偶的摩擦性能。铝镁合金硬质阳极氧化膜的击穿电压见表242。如7A04合金硬质阳极氧化处理后,疲劳强度可下降50%左右。......
2023-06-22

观察结果证明,采用铬酸、磷酸、草酸和硫酸得到的阳极氧化膜结构完全相同。表219 不同氧化膜中细胞或孔隙数目图24所示为铝及铝合金阳极氧化膜的多孔蜂窝结构,在其膜层上,微孔垂直于表面,其结构单元的尺寸、孔径、壁厚和阻挡层厚等参数均可由电解液成分和工艺参数控制。铝阳极氧化膜硬度与其他材料的硬度比较见表220。......
2023-06-22

在纯水中浸0.1~0.5min,立即进入阳极氧化槽氧化。硅铝合金经过阳极氧化处理后则具有多孔、高硬度的特点,正满足了工件需要耐磨、储油等要求。进行硬质阳极氧化的工件中铜的质量分数应小于3%。......
2023-06-22

硫酸阳极氧化法,是指用稀硫酸作为电解液的阳极氧化处理。硫酸阳极氧化法获得的氧化膜较厚、无色透明,孔隙多、吸附性好,易于染色,其电解液成分简单、成本低、性能稳定、操作方便,火箭弹上的铝及铝合金工件大都采用硫酸阳极氧化。铝及铝合金的硫酸阳极氧化的溶液组成及工艺规范见表222。......
2023-06-22

根据铝合金种类的不同,溴酸氧化膜可以从透明黄色到青铜色。铝及铝合金的微弧等离子体氧化是将铝及铝合金置于电解质的水溶液中,通过高压放电作用,使材料微孔中产生火花放电斑点,在热化学、电化学和等离子化学的共同作用下,在其表面形成一层以αAl2O3和γAl2O3为主的硬质陶瓷层的方法。......
2023-06-22

但是如果在同样厚度条件下,铬酸阳极氧化膜的耐蚀能力比未经封闭的硫酸氧化膜高。铬酸阳极氧化溶液配方及工艺 铬酸阳极氧化工艺见表235。恒电压法始于美国,是一种强化型铬酸阳极氧化。铬酸的含量过高或过低均会降低氧化能力。铬酸阳极氧化法电解液中杂质为硫酸根、氯离子和三价铬。表236 铬酸阳极氧化膜常见故障、产生原因及解决方法......
2023-06-22

前面所举的铝及铝合金阳极氧化膜封闭工艺都是在加热的条件下进行的。为克服上述种种缺陷,近年来研究并开发出各种常温封闭工艺,并且有了很大的发展,目前,已经成为铝及铝合金阳极氧化膜封闭的主要处理手段。......
2023-06-22

瓷质阳极氧化又称仿釉氧化,是铝及铝合金精饰的一种方法。其处理工艺实际是一种特殊的铬酸或草酸阳极氧化法。瓷质阳极氧化一般采用较高的电解电压和较高的电解液温度。当铬酸含量在工艺控制的范围之内时,瓷质氧化膜的色泽最佳。......
2023-06-22
相关推荐