活化后经水洗进入阳极氧化槽处理。阳极氧化处理 钛及钛合金阳极氧化工艺见表285。表285 钛及钛合金阳极氧化工艺溶液的配置及维护:先将工作体积的1/2左右的去离子水加到槽内,然后将计算量的磷酸和添加剂在不断搅拌条件下加入槽内,再用去离子水加至工作体积。......
2023-06-22
1.槽
铬酸法一般采用软钢或合金钢槽,其他溶液通常采用衬铅的钢或不锈钢槽。槽子必须容易排水,并应向出口处倾斜以便排水和清洗。如槽壁作为阴极,工件与槽壁及槽底间必须保持足够的距离。过滤设备也有此装置。
2.温度控制系统
温度控制在阳极氧化中最为重要,溶液温度的变化应保持在±20℃以内。通常溶液必须冷却,即使操作温度高于室温,由于氧化膜的电阻大,仍可能产生局部高温。一般用冷水在冷却管中循环冷却已经足够,但在硬阳极氧化时通常需制冷系统。在一般阳极氧化中,如果有良好的搅拌设备且槽子又小,可采用流动冷水的水套。如用冷却管,它们必须用铅制造,且应沿槽壁安放装置而不能直接放在槽底。
槽子也可在同样情况下加热,即用热水或蒸汽在槽内通过旋管或水套加热。如有可能,采用自动温度控制比较适宜。
3.搅拌和排气系统
电解液通常采用空气搅拌,这与电镀中的情况一样,且所用空气必须纯净(除去油等)。此外可采用移动阳极棒的机械搅拌法。
与电镀铬中所用的装置相似,铬酸和硫酸溶液都需装上排气设备,对于铬酸槽液所需的排除装置,有相关法律规定。
4.阴极
槽壁时常用作阴极,可是这种方法会造成槽壁腐蚀,因而并不介绍使用。而且,某些影响电解液寿命的重要电解反应,往往需要阳极⁃阴极间维持适当的面积比例。大槽需要用多个分开的阴极,这样还可以使槽子更加容易清洁。在实际使用硫酸槽时,如以槽壁作为阴极,会有穿孔危险。
阴极材料在铬酸溶液中都采用不锈钢,在硫酸溶液中则采用铅,在草酸溶液中采用碳、铅、铁或钢。当然,在交流法中不需要阴极,工件都作为电极,并轮流变成阴极和阳极,交替地被阳极氧化。
5.溶液的控制
一般认为下列几个因素可用于阳极氧化溶液的常规控制:
1)蒸发损失。
2)水雾损失。
3)工件取出时所引起的损失。
4)由于溶解的铝和杂质与溶液发生中和的损失。
5)由于电解反应(阴极和阳极的)的损失,以及由于污物引起的化学副反应的损失,带入清洗溶液等。
槽的控制与电镀中的相似,它包括:恢复槽内原来液面,补充蒸发所引起的损失,测定pH或对溶液中的含酸量进行定量分析,测定含铬量和氯化物、有机杂质等。除了溶液的控制外,可以在阳极氧化过的工件上进行物理和机械试验,这包括膜的厚度、孔隙度、耐蚀性和耐磨性、柔韧性、反射率等的控制。这些试验和阳极氧化溶液的分析方法将在以后叙述,且它们彼此间经常要互相补充,因所需要的特有性质多少取决于其余的槽液成分和操作条件。
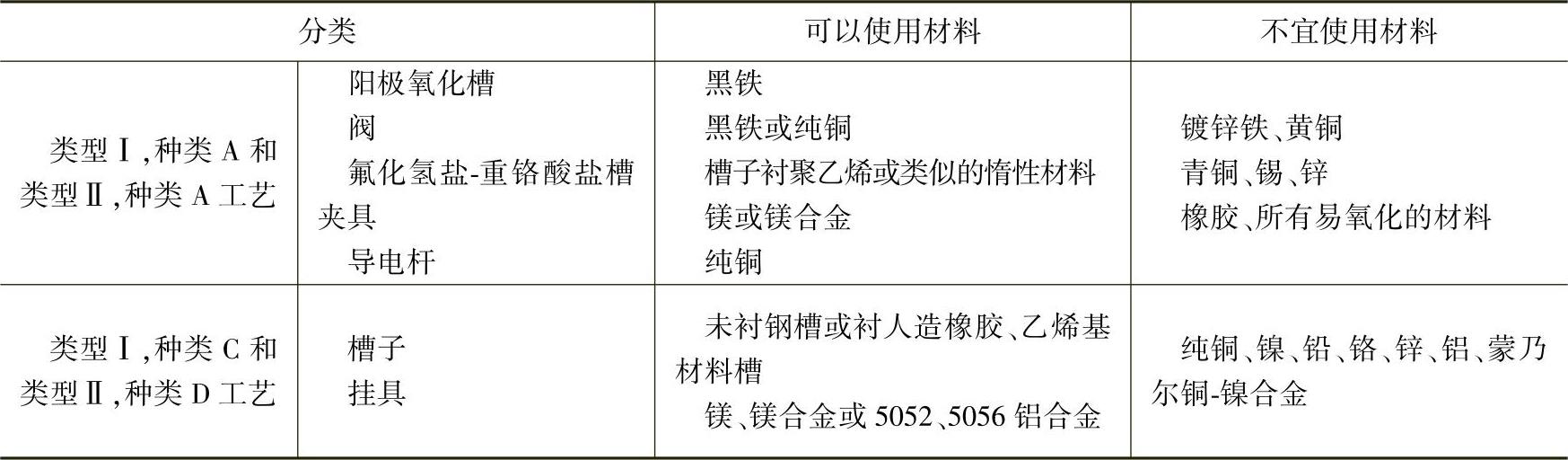
所有的槽子、管道、阀门、泵等其他有可能接触槽液的设备,都应该采取表2⁃4规定的材料或结构方式。
表2⁃4 槽子等设备的材料要求
(1)处理槽 每一个工件在处理期间必须单独悬挂,不允许互相接触。工件到槽壁的距离不能小于51mm。
(2)加热和冷却设备 为了保证阳极氧化处理时,温度在规定的范围之内并保持恒定,需要安装加热和冷却设备,可以用泵将槽液抽出,在槽外用热交换器将槽液温度调整到额定值,然后再循环回到槽中,也可以在槽中安装蛇形管通冷水、热水、蒸汽、制冷剂等一切可以用来加热或冷却的介质。
(3)运动工件的润滑 润滑油、润滑脂等润滑剂不能用于阀、泵及其他运动工件的润滑。因为这些润滑剂会污染槽液,或导致槽液化学成分的改变。
(4)挂具 阳极氧化处理的挂具应该使用表2⁃4规定的材料,挂具的溶液⁃空气界面部分必须用聚氯乙烯绝缘带缠绕,防止挂具腐蚀、烧断。镁合金挂具重复使用时,必须用质量分数为20%的铬酸溶液脱膜处理。如果使用前用锉除去挂具触点的氧化膜,则可以不进行脱膜处理。如果使用铝制挂具,通常不用清理触点。
有关现代化学转化膜技术的文章

活化后经水洗进入阳极氧化槽处理。阳极氧化处理 钛及钛合金阳极氧化工艺见表285。表285 钛及钛合金阳极氧化工艺溶液的配置及维护:先将工作体积的1/2左右的去离子水加到槽内,然后将计算量的磷酸和添加剂在不断搅拌条件下加入槽内,再用去离子水加至工作体积。......
2023-06-22

图220 硬质氧化工件获得硬质阳极氧化膜的方法如下:1)降低电解液的温度。2)硬质阳极氧化的温度低。在纯铝上可达1500HV以上,在铝合金中,7A04合金最易获得硬质阳极氧化膜。表240列出了7A04铝合金硬质阳极氧化膜各种摩擦偶的摩擦性能。铝镁合金硬质阳极氧化膜的击穿电压见表242。如7A04合金硬质阳极氧化处理后,疲劳强度可下降50%左右。......
2023-06-22

硫酸阳极氧化法,是指用稀硫酸作为电解液的阳极氧化处理。硫酸阳极氧化法获得的氧化膜较厚、无色透明,孔隙多、吸附性好,易于染色,其电解液成分简单、成本低、性能稳定、操作方便,火箭弹上的铝及铝合金工件大都采用硫酸阳极氧化。铝及铝合金的硫酸阳极氧化的溶液组成及工艺规范见表222。......
2023-06-22
草酸阳极氧化就是在质量分数为2%~10%的草酸溶液中,通以直流、交流或交直流叠加电流进行铝及铝合金的阳极氧化。表229 铝及铝合金草酸阳极氧化工艺规范注:氧化时工件应带电入槽,并阶梯式升压。厚度小于0.6mm的铝及铝合金板材和有焊接头的铝合金工件上不适合用草酸阳极氧化法处理。......
2023-06-22

瓷质阳极氧化又称仿釉氧化,是铝及铝合金精饰的一种方法。其处理工艺实际是一种特殊的铬酸或草酸阳极氧化法。瓷质阳极氧化一般采用较高的电解电压和较高的电解液温度。当铬酸含量在工艺控制的范围之内时,瓷质氧化膜的色泽最佳。......
2023-06-22

镁合金各种阳极氧化工艺见表276。表276说明如下:1)配方14可在ZM5、MB8等镁合金上获得浅绿色至深绿色的阳极氧化膜,厚度为10~30μm,有较高的抗蚀能力和耐磨性,也可作为油漆的良好底层,但膜层薄脆。2)配方17为Dow9法,对工件尺寸的影响很小,膜的耐蚀性良好,适用于含稀土元素镁合金及其他类型镁合金的氧化处理。3)配方18为Caustic阳极氧化法,溶液具有清洗作用,适用于各种镁合金。......
2023-06-22
但是如果在同样厚度条件下,铬酸阳极氧化膜的耐蚀能力比未经封闭的硫酸氧化膜高。铬酸阳极氧化溶液配方及工艺 铬酸阳极氧化工艺见表235。恒电压法始于美国,是一种强化型铬酸阳极氧化。铬酸的含量过高或过低均会降低氧化能力。铬酸阳极氧化法电解液中杂质为硫酸根、氯离子和三价铬。表236 铬酸阳极氧化膜常见故障、产生原因及解决方法......
2023-06-22
在制冷设备中,变频技术的引入使设备制冷/制热效率得到了提升。图解演示图11-42所示为海信KFR-25GW/06BP型变频空调器中的变频电路部分。该变频电路主要由控制电路、过电流检测电路、变频模块和变频压缩机构成的。图11-43 海信KFR-25GW/06BP型变频空调器变频电路的工作过程相关资料图11-44所示为上述电路中PS21564型智能功率模块的实物外形、引脚排列及内部结构,其各引脚功能见表11-2所列。......
2023-06-24
相关推荐