小直径螺纹的常规加工一般直接采用图4.1-1a所示的丝锥进行攻螺纹加工;中等直径的螺纹通常采用图4.1-1b所示的镗削工艺;大直径的螺纹或螺旋线则通过图4.1-1c所示的螺旋铣削加工完成。图4.1-1 螺纹加工方式a)攻螺纹 b)螺纹镗削 c)螺旋铣削FS-0iMD的指令G63用于攻螺纹方式选择,指令模态有效。攻螺纹方式可以利用同组的连续切削G代码指令G64、G61等撤销。......
2023-06-25
G33指令可以加工圆柱螺纹、圆锥螺纹、外螺纹/内螺纹、单线螺纹/多线螺纹、多段连续螺纹。
1.指令格式
G33 X_Z_I_K_SF=_
该式为G33编程的通式,X、Z为螺纹终点坐标(考虑导出量),I、K为X、Z方向螺纹导程的分量,给出其中大的一个分量即可。螺纹编程有四种情况,如图4-18a~d所示。SF为加工多线螺纹时刀具的偏移量,如图4-19所示。当进行螺纹的车削加工时(包括内、外螺纹),主轴的旋向、刀具的走刀方向确定了螺纹的旋向,如图4-20所示。
2.应用说明
1)编写螺纹加工程序时,要注意设置升速进刀段和降速退刀段。
2)多线螺纹的加工可以采用周向起始点偏移法(图4-21a)或轴向起始点偏移法(图4-21b)。周向起始点偏移法车多线螺纹时,不同螺旋线在同一起点切入,利用SF周向错位360°/n(n为螺纹线数)的方法分别进行车削。轴向起始点偏移法车多线螺纹时,不同螺旋线在轴向错开一个螺距位置切入,采用相同的SF(可共用默认值)。
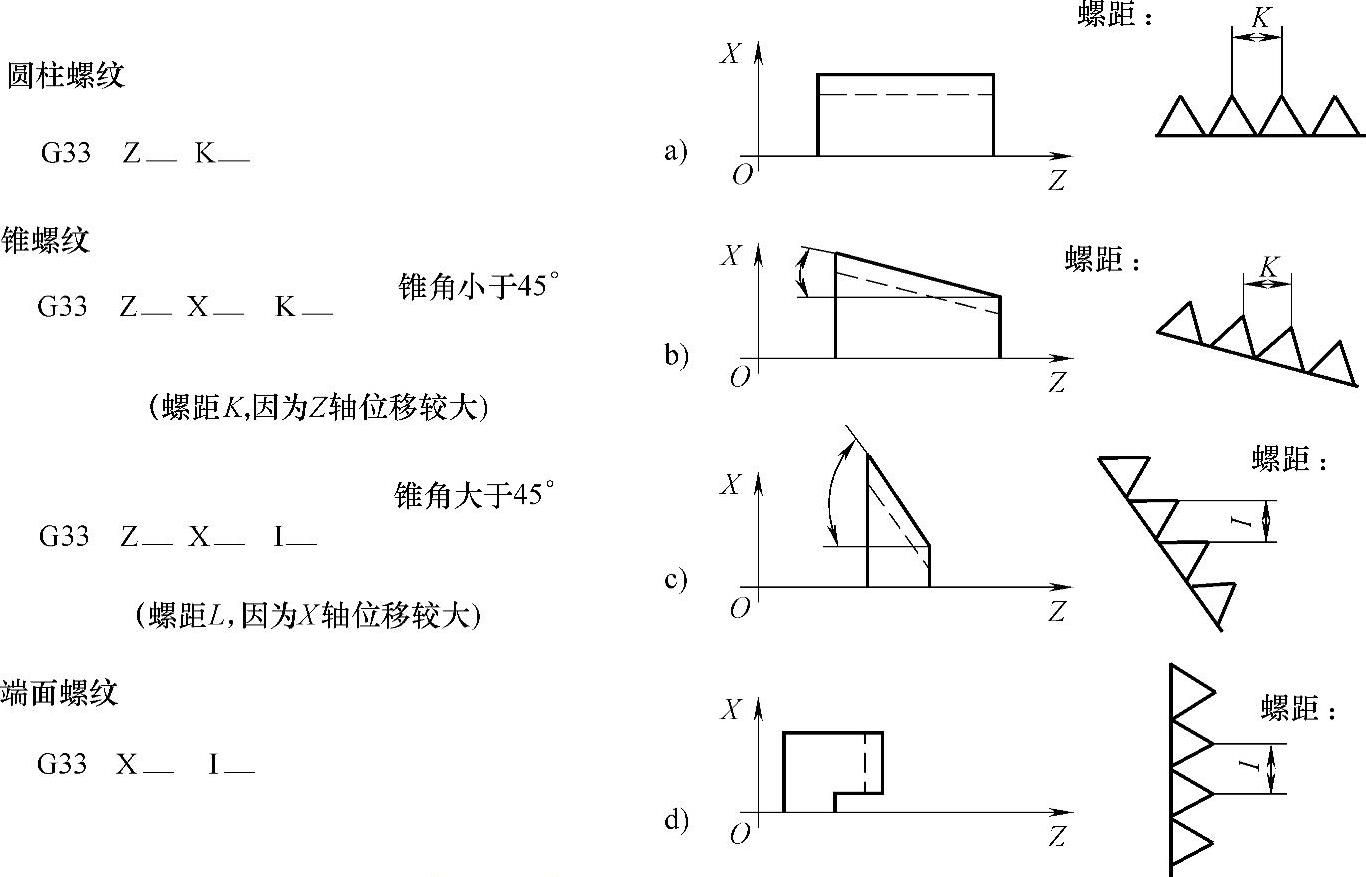
图4-18 螺纹编程的四种情况
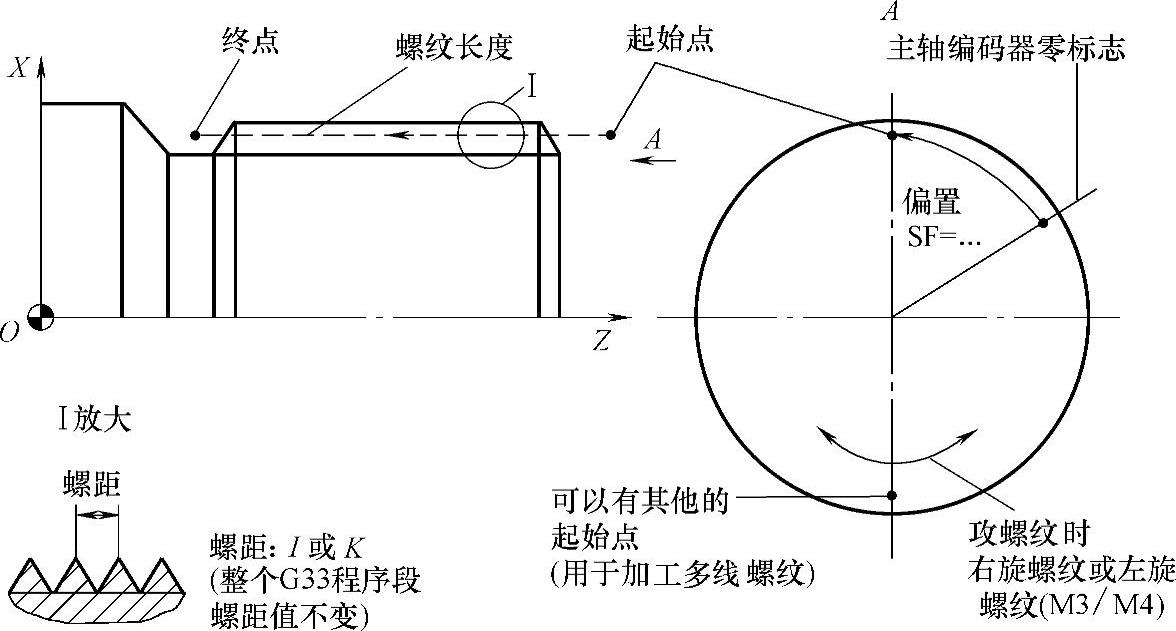
图4-19 G33螺纹切削中可编程的尺寸量

图4-20 车削左旋或右旋螺纹
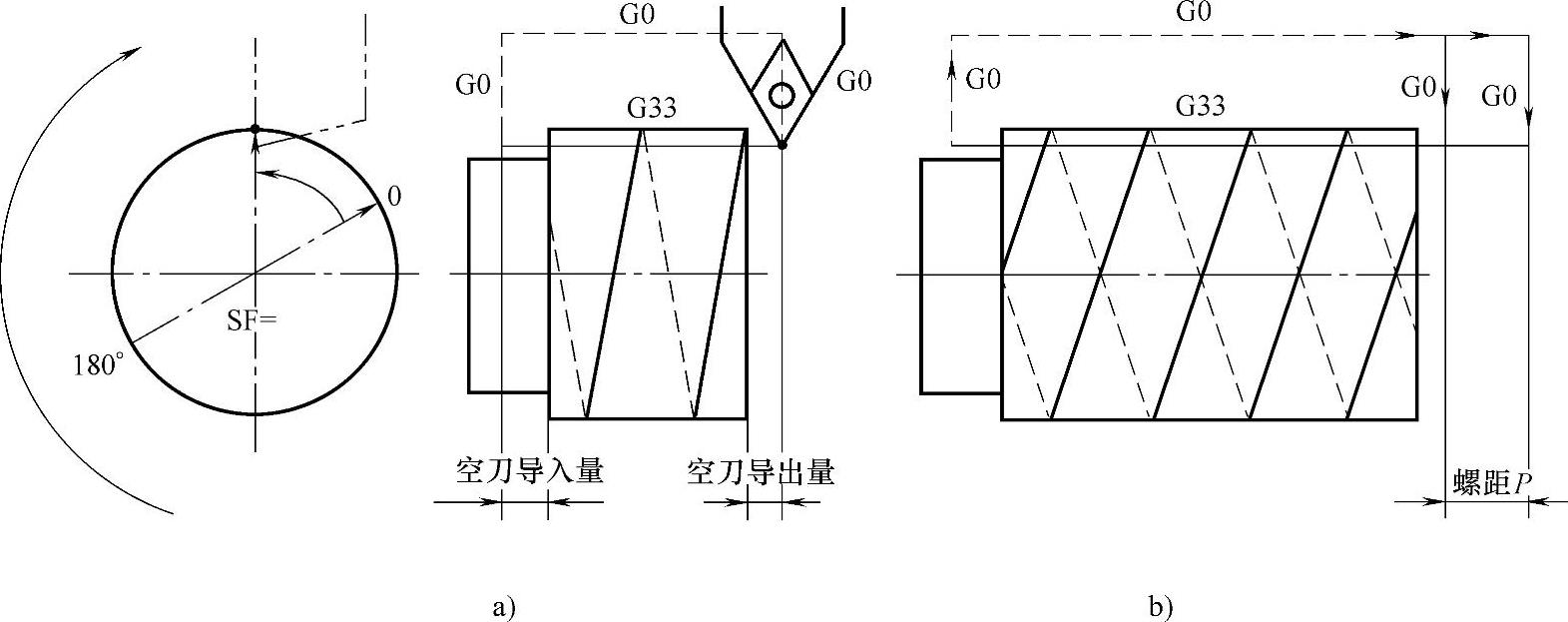
图4-21 多线螺纹的加工方法
a)周向起始点偏移法 b)轴向起始点偏移法
3)如果多个螺纹段连续编程,则起始点偏移只在第一个螺纹段中有效,如图4-22所示,也只有在这里使用此参数。多段连续螺纹之间的过渡可以通过G64连续路径方式自动实现。当零件结构不允许有退刀槽时,利用多段连续螺纹变化锥角的方式退刀,从而进行可靠加工,如图4-23所示。

图4-22 多段连续螺纹编程

图4-23 螺纹变锥角退刀
4)在G33螺纹切削中,轴速度由主轴转速和螺距的大小确定。但机床数据中规定的轴最大速度(G0快速定位速度)是不允许超出的。需要注意的是,在螺纹加工期间,主轴修调开关必须保持不变,否则将可能导致螺纹乱牙,且进给修调开关无效。
3.编程示例
车削直径为ϕ52mm的圆柱双线螺纹,螺纹长度为100mm(包括升速进刀段和降速退刀段),导程为4mm,基体圆柱已预加工,圆柱双线螺纹加工参考程序见表4-19。
表4-19 圆柱双线螺纹加工参考程序

有关数控车工:中级的文章

小直径螺纹的常规加工一般直接采用图4.1-1a所示的丝锥进行攻螺纹加工;中等直径的螺纹通常采用图4.1-1b所示的镗削工艺;大直径的螺纹或螺旋线则通过图4.1-1c所示的螺旋铣削加工完成。图4.1-1 螺纹加工方式a)攻螺纹 b)螺纹镗削 c)螺旋铣削FS-0iMD的指令G63用于攻螺纹方式选择,指令模态有效。攻螺纹方式可以利用同组的连续切削G代码指令G64、G61等撤销。......
2023-06-25

接近开关的状态又由装在刨台下部的四个接近块接近的情况所决定,如图10-9a所示。各接近开关在不同时序中的状态如图10-9b所示。图中,接近开关被撞后的状态为“1”;复位后的状态为“0”。......
2023-06-24

这个问题称为机器指令的寻址方式,本节我们详细地讨论机器指令的寻址方式问题。设X=011表示操作数为相对寻址方式。显然,变址寻址方式的地址变化范围更大。......
2023-11-18
三菱电机公司Q系列PLC的指令可以分为顺序指令、基本指令、应用指令和特殊指令四大类。本章主要以梯形图编程方式介绍为主。此外,本书将在第7章介绍其他的编程方式,如SFC、FB、ST语言。指令是构成程序的基本要素,多数CPU模块的指令包括指令名部分和操作数部分:所谓指令名部分是指用特定符号表示指令的功能;操作数部分又分为源操作数和目标操作数、软元件数和传送数。......
2023-06-15

移位和循环指令需要选择数据类型。3)如果要循环移位的位数超过目标值中的位数,仍将执行循环移位。编写程序如图5-32所示,其中I0.0为控制开关,M1.5为周期为1s的时钟存储器位,实现的功能为当按下I0.0,QD4中为1的输出位每秒钟向左移动1位。第1段程序的功能是赋初值,即将QD4中的Q7.0置位,第2段程序的功能是每秒钟QD4循环左移一位。......
2023-06-15

表5-27 数据传送指令注:EDMOV指令仅适合QnU系列PLC。下面以16位数据传送指令MOV为例展开说明。图5-4 K155存储在数据寄存器D8中2)浮点数据传送EMOV指令是将源操作数中存储的浮点型实数数据传送至目标软元件中去。EMOV指令是单精度浮点数据,占32位,双精度指令占64位。4)相同16位数据批量传送指令FMOV的主要功能是将数据同时传送到指定软元件开始的n点位置。......
2023-06-16

字符串的第一个字符可以是有效数字或符号。表5-12 参数FORMAT的可能值及其含义3.VAL_STRG指令VAL_STRG指令将整数值、无符号整数值或浮点值转换为相应的字符串表示法。转换后的字符串将从字符偏移量计数P位置开始替换OUT字符串中的字符,一直到参数SIZE指定的字符数。如果参数P大于OUT字符串的当前大小,则会添加空格,一直到位置P,并将该结果附加到字符串末尾。如果达到了最大OUT字符串长度,则转换结束。表5-14 字符串操作指令......
2023-06-15
螺纹的中径尺寸,则影响外螺纹与内螺纹的旋合。螺纹旋合时,起实际作用的是作用中径。米制梯形螺纹的牙型角为30°,米制蜗杆螺纹的齿形角为20°。此外,还有矩形螺纹的牙型和滚珠丝杠的双圆弧牙型等。......
2023-06-28
相关推荐