喷涂过程与氧-乙炔火焰粉末喷涂相同,即合金粉末在氧-乙炔火焰中被加热至熔化或半熔化状态,以一定速度撞击并沉积在基材表面的过程。图2-60 中小型喷焊枪外形1)喷焊枪是氧-乙炔火焰重熔的主要工具。......
2025-09-29
电子束重熔法是一种在高真空度条件下(0.133~0.00133Pa),利用阴极电子枪发射出的高速电子束来轰击阳极(被精炼的料棒和金属熔池),将电子束的动能在阳极转换成热能,从而熔化金属的熔炼方法。由于电子束重熔法是在高真空和高温的条件下净化精炼合金,与其他特种熔炼方法相比,有以下特点:
1)它比真空感应电炉、真空电弧炉的真空度要高。因此金属中的气体、非金属夹杂以及某些有害元素的去除要完全和彻底得多,净化精炼反应的速率也较其他真空炉要高。
2)重熔过程中能对熔化炉料的功率和加热熔池的功率分别调节,当熔化速率改变时,仍可保持熔池所需的温度,因而可在较大范围内调整金属炉料的熔化速率。
3)射到阳极上的电子束释放出的能量很高,金属熔池的温度可达到1850℃,这不仅有利于重熔过程中精炼反应的进行,并且可用于熔炼高熔点金属。
4)可通过控制电子束来控制熔池的加热部位,从而保证熔池温度分布均匀。可得到表面质量高、组织优良的金属锭。
5)电子束重熔对炉料的形状要求低,不仅能熔化棒状炉料,还可熔化块料、料屑和粉末炉料。
1.电子束重熔炉结构及工作原理
(1)电子束重熔炉的工作原理
电子束重熔炉的工作原理与真空二极管相似,即阴、阳两极置于一个真空室内,分别连接在直流电源的负极和正极上。当阴极用其他电源通电加热后,温度升高,阴极材料中的自由电子因受热而激发逸出。若此时用一定电压的直流电源接通阴极和阳极,则激发出的电子在电场作用下被加速并射向阳极。高速电子流轰击阳极时将动能转换成热能,从而加热和熔化阳极。
阴极由难熔金属材料Ta、W、Mo和Th等制成。阴极材料发射热电子的能力与温度、阴极材料的材质以及表面状况等因素有关。阴极材料必须具有较高的熔点,而且发射热电子的能力要强。热电子在电场中运动的速度与阴、阳极之间的电势差成正比。在一般的二极管中,由于阴、阳极之间的直流电压只有几十伏到几百伏,因此电子射向阳极时产生的热量不大(二极管的作用并非产生热量)。而在电子束重熔炉中,要求在阳极产生大的热量,为此必须提高直流电压以获得较高的电子运动速度,电子束重熔炉直流电源的电压在几千伏到几万伏之间。
(2)电子束重熔炉结构
电子束重熔炉由炉体、真空系统和电气系统等三部分组成。炉体的核心部位是电子枪,除此之外,还有真空室外壳、水冷结晶器、送料装置和拖锭机构,如图5-8所示。
电子枪是电子束重熔炉的关键设备。它的结构形式很多,有轴向枪、横向枪、环形枪等。轴向枪具有单独的真空系统,它的外形象一个直筒,阴极发射出的电子束经过阳极的加速、聚焦线圈的聚焦后,在偏转线圈的控制下按所需要的方向以极高的速度射在金属棒料上。横向枪的阴极是两根长度相当的平行钨丝,它没有单独的真空系统,电子束在电磁铁磁场的作用下能发生偏转,所以阴极可安装在离熔池较远处,以减少金属蒸气的污染。环形枪的结构最简单,它的阴极是一围绕在被熔材料周围的圆环形钨丝,离结晶器较近。常在阴极的四周设置聚束极,以控制电子束的方向。由于阴极离金属熔池很近,容易受到金属蒸气的侵蚀,使用寿命低,一般只有几小时。尽管轴向枪的结构相对较复杂,但使用寿命长、射出的电子束的方位和密度可按照熔炼的需要进行调节,因此在实际生产中应用最为广泛。
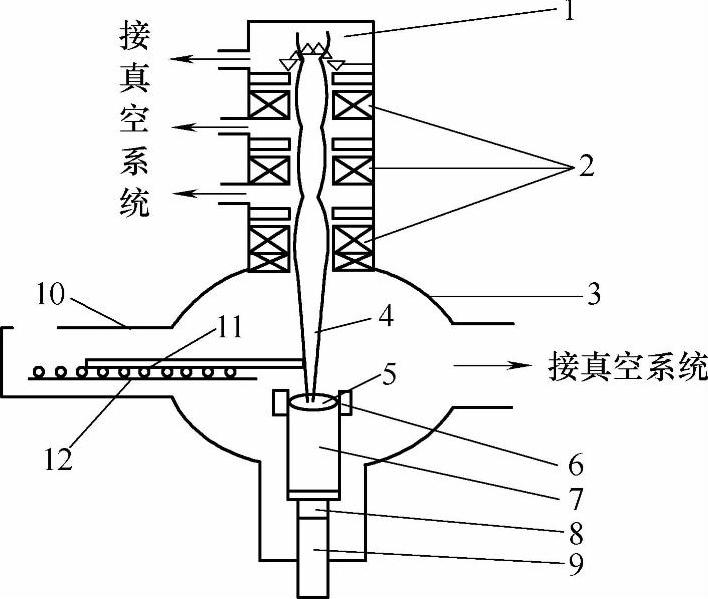
图5-8 电子束熔炼炉结构(https://www.chuimin.cn)
1—电子枪 2—电子束偏转系统 3—炉体 4—电子束 5—熔池 6—水冷铜结晶器 7—金属锭 8—水冷锭模座 9—拖锭机构 10—给料箱 11—料棒 12—送料装置
电子束重熔炉的结晶器与真空电弧炉的结晶器相似,用纯铜制成,并通水冷却。结晶器的底部有固定式和活动式两种,根据金属成品的不同要求,其内腔截面可制成圆形、环形或矩形。
金属料棒不断熔化的过程中,应同时将未熔化的料棒推向电子束轰击区。料棒的推进机构多为机械传动。送料装置有纵向和横向两种形式,横向还有两侧双向交替进料的形式。
对于底部为活动式的结晶器,需安装拖锭机构。这是因为当结晶器内金属不断凝固时,为了使熔池液面始终保持一定的高度,已凝固的金属锭需要不断地向下拖引。电子束炉的拖锭机构可采用机械传动或液压传动方式。
2.电子束重熔炉操作要点
开炉前,应认真检查炉子各部位,以免因设备隐患而造成熔炼事故或热停工抢修。同时应准备好重熔的炉料。电子束炉所用的棒料一般通过铸造或锻造方法成形,棒料的断面尺寸要求不高,但要尽量匀称。熔炼前,还要清除棒料外表的氧化物。除料棒外,根据原料情况,还可将屑状料和粒状料压成条状,并打捆成棒。有的电子束炉还可直接以粒料、块料以及加工生产的车屑为原料。
结晶器和棒料安装好后,密封炉体、抽真空。当炉内真空度达到0.133~0.00133Pa时才开始送电加热阴极,同时通水冷却。开始送电阶段,电子枪室的真空度会有所降低,等真空度恢复后,再送高压。通过窥视孔随时观察电子束的聚焦和偏转情况,并随时进行调整,使射到棒料和熔池表面的电子束数量的比例在合理范围内。开始送电时的功率不宜太大,当结晶器内的金属熔池达到一定深度以后再逐渐加大功率以达到正常的熔炼速率。重熔过程中,一方面应特别注意防止电子束打在结晶器壁上而损坏结晶器,以致造成事故;另一方面,应根据金属熔池的液面高度来判断抽锭开始时机,并且还应始终注意抽锭速度与金属熔化速率之间的配合。金属的熔化速率可由下式计算:

式中 V熔——平均熔化速率(kg/min);
N——熔化功率(kW);
E——单位电耗(kWh/kg)。
重熔过程中,电能并非全部消耗于加热和熔化金属,有相当一部分用于加热金属熔池。例如钢和镍基、钴基合金,用于加热和熔化所消耗的电能仅为0.35~0.5kWh/kg,而W、Mo等难熔金属约为2~3kWh/kg,仅占总的单位电耗的20%~35%。
单位电耗E与熔化速率V熔的关系明显。在总的单位电耗不变的情况下提高进料速率,熔化速率也会相应加快,因此加热、熔化棒料所占的电能比例增大,而加热熔池所占的比例减小。在正常的重熔情况下,棒料的熔化速率和金属熔池的温度之间应配合好。如果单位总电耗E增加,而反映出的重熔熔化速率变慢,则金属熔池的温度必然会过高。相反,若单位总电耗过低,而反映出来的熔化速率较快,则金属熔池的温度将会偏低,甚至造成熔池温度分布不均,影响重熔进程。
相关文章

喷涂过程与氧-乙炔火焰粉末喷涂相同,即合金粉末在氧-乙炔火焰中被加热至熔化或半熔化状态,以一定速度撞击并沉积在基材表面的过程。图2-60 中小型喷焊枪外形1)喷焊枪是氧-乙炔火焰重熔的主要工具。......
2025-09-29

电渣重熔炉的关键结构1)自耗电极。熔炼过程中,结晶器内盛有高温液渣,渣面温度高达1800℃左右,并且电渣重熔的大电流也有可能流经结晶器,因而结晶器工作的热工条件十分繁重。以上三种综合作用,大气下电渣重熔脱硫效率可达70%左右。......
2025-09-29

一般来说,衬底表面的形态决定着生长机制。当表面平面相对于普通晶面发生解取向时,表面由许多台阶组成。利用MOVPE,高温生长促使原子向表面和由台阶构成的位错扩散。图2-12所示的为蓝宝石解取向角θ不同时GaN表面的演化。θ约为0.3°时,表面变得更光滑。隆起物的平均高度为5nm。图2-13 GaN在蓝宝石上生长的AFM图像,解取向角分别为θ=0.15°及θ=0.31°注:隆起物(左图)是因围绕螺旋位错的螺旋生长形成的。......
2025-09-29

本节先介绍对象捕捉追踪。对象捕捉追踪与对象捕捉一起使用,必须设定对象捕捉才能从对象的捕捉点进行追踪。使用对象捕捉追踪,可以沿着基于对象捕捉点的对齐路径进行追踪,一次最多可以获取7个追踪点。默认情况下,对象捕捉追踪将设定为正交,对齐路径将显示在始于已获取的对象点的0°、90°、180°和270°方向上。在状态栏中单击选中“对象捕捉追踪”按钮,或者按
2025-09-29

1) 屏蔽屏蔽是抑制以场的形式造成干扰的有效方法。通常在程序的关键位置放置连续几个NOP 指令、LJMP 指令, 或者两者的组合, 将混乱或者跑飞的程序重新指向正确的位置, 如未使用的中断向量区、未使用的编程区、程序的转折区等。......
2025-09-29
工频感应电炉常用于熔炼锡青铜,它可有效减少甚至避免偏析现象的产生,熔炼时多采用木炭或碳质材料如石油焦等作为覆盖剂。硅青铜的熔炼特点与铝青铜相似,其熔体的吸气性比较强。......
2025-09-29
在无线频谱和光网络层中,将从k个候选中选择具有基于全局评估因子α的最小值的节点。因此,MSO中的全局评估策略可用于在全局视图中考虑多维资源来评估资源利用率。CSO只考虑数据中心和光网络资源,而全局评估策略是与CSO相比资源维度的扩展。向量空间Fa的平均向量表示它们的中心。矢量fa和平均矢量之间的距离用表示。相关系数与负载均衡度有关,较大系数表示BBU中的负载均衡度变好。......
2025-09-29

图3-20 结构优化后,打击杆的应力应变分布云图与1688号节点的应力应变时间历程曲线a)应力分布云图与1688号节点的应力时间历程曲线 b)应变分布云图与1688号节点的应变时间历程曲线结构优化后,打击杆分别选用A3钢、调质45钢和调质40Cr时的寿命分布云图如图3-21所示,可见:1)结构优化后的打击杆中间部分寿命较长,原打击杆中间凸台部分的薄弱环节已经消除,这是由于结构优化后的打击杆中间部分为一整个圆柱,应力集中现象消除。......
2025-09-29
相关推荐