本节以最为常用的电磁感应水冷铜坩埚凝壳熔炼为例,介绍钛合金熔炼时的基本特征。由图可知,开始保温之后,随着保温时间的延长,凝壳质量分数fskull急剧减小,这是因为输入的能量大于熔体通过冷坩埚和热辐射损失的能量,使得之......
2023-06-22
早在1923年,德国的Otto Muck就提出了电磁悬浮理论并申请了专利。早期的电磁悬浮熔炼设备是螺线圈式的,如图3-44所示。这种悬浮熔炼设备的悬浮能力有限,仅适合于用作一种研究手段。改进后的线圈式设备,其熔炼能力可达1kg,但不是完全悬浮。线圈式悬浮熔炼电源一般为100~800 Hz,悬浮能力1~100g。
到20世纪80年代,组合水冷铜坩埚(冷坩埚)感应熔炼技术诞生并得到成功的应用。磁悬浮熔炼借助于冷坩埚感应熔炼技术才得到新的发展,开发出冷坩埚悬浮熔炼。这种悬浮技术称为感应壳熔炼或半悬浮熔炼。其特点在于物料不与坩埚壁接触,仅与坩埚底部接触,形成一个凝壳。实现这一技术的条件是采用较高的感应频率和较大的功率,坩埚采用合理的尺寸和足够多的切缝。
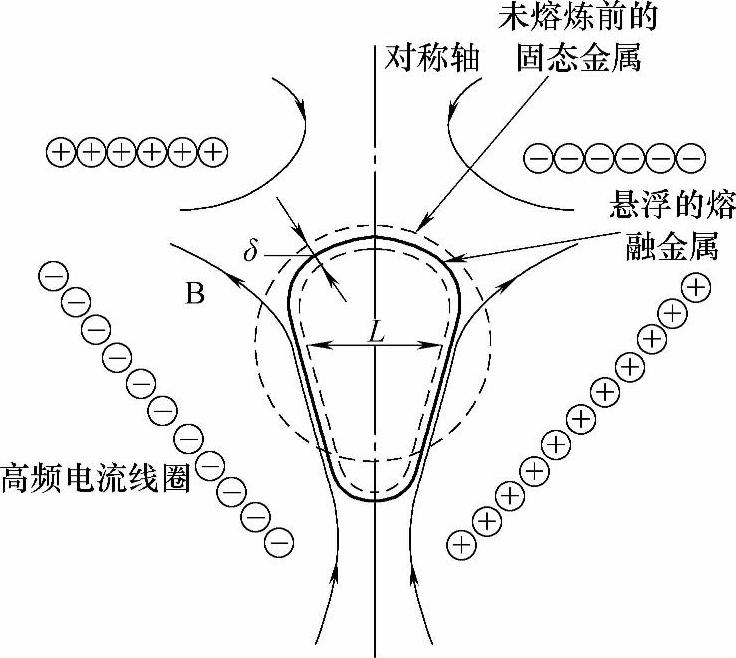
图3-44 线圈式悬浮熔炼示意图
近年来,全悬浮熔炼工艺得到了很大发展,即炉料在冷坩埚中处于悬浮状态进行熔炼,从而消除了凝壳,避免了炉料与坩埚的接触。这种坩埚取消了底部连通结构,坩埚从上到下形成连续的分瓣。坩埚内壁上部为桶状,下部为半球状。悬浮熔炼时,物料不与坩埚接触,彻底杜绝了坩埚对物料的污染和因为坩埚与物料接触造成的热能损失。因此可以得到成分均匀、过热度高的熔融液体。
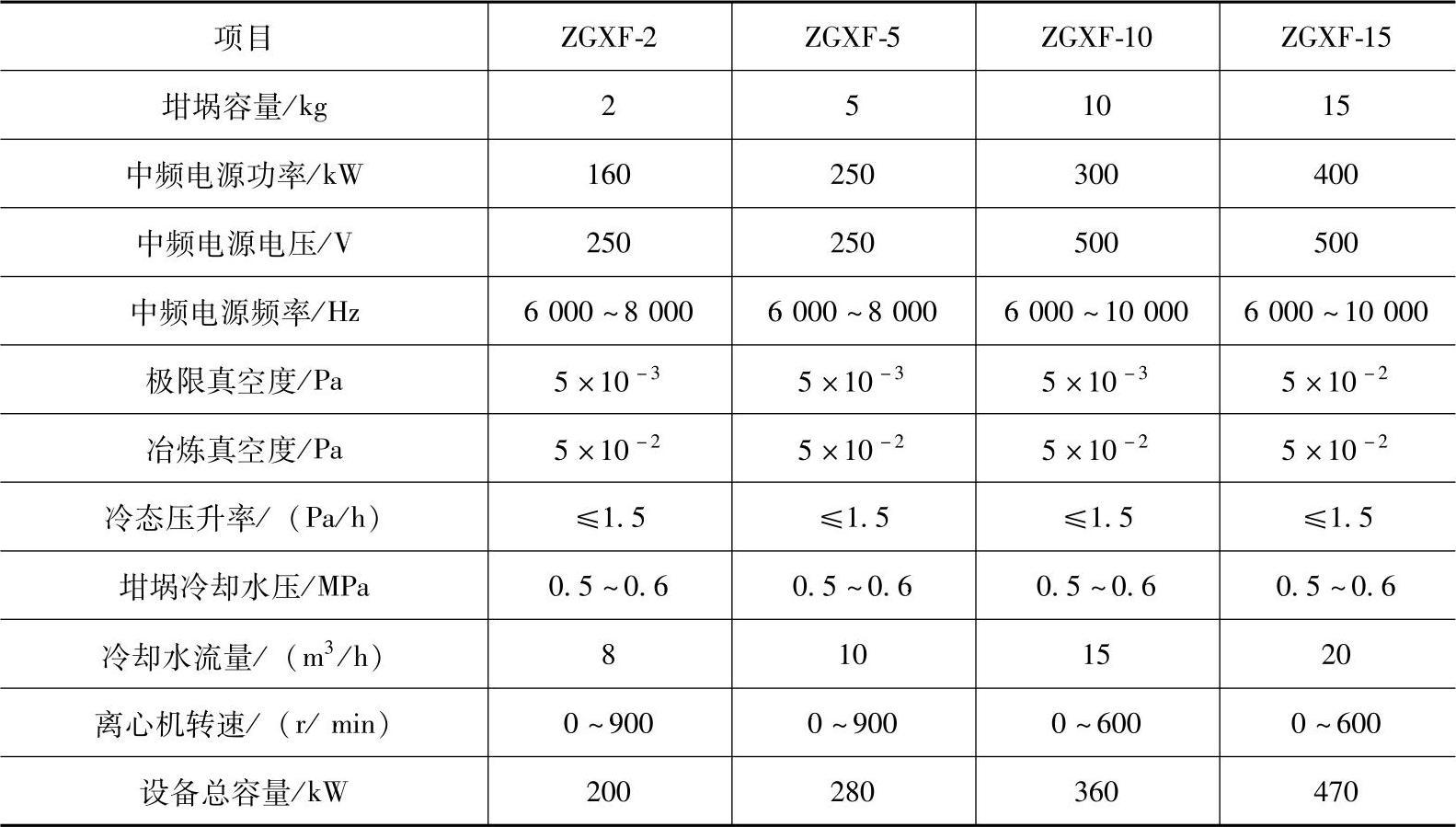
表3-12 磁悬浮感应电炉技术参数
电源和坩埚构成磁悬浮感应电炉的工作核心。电源采用IGBT电路或晶匣管变频电路。上线圈用于加热和保温,电源的频率一般为数万赫兹。浮力大小和下线圈输入的功率成正比,和频率的平方根及炉料的电阻率的平方根成反比,电阻率又随温度的变化而变化。因此上下线圈的功率输入要精确计算,依据不同的熔化材料和熔化量,采用可编程序控制器进行高精度程序自动控制,使操作者介入影响减小到最低程度。重要的是整个熔化过程要始终确保电斥力与金属重力的平衡,为此,对坩埚内材料感应加热及冷却散热要进行精确的三维分析设计。
磁悬浮感应电炉的坩埚也是采用数十个弧形瓣的水冷铜坩埚。
磁悬浮感应电炉已成功用于钛、钛铝、铝、铸钢、不锈钢、钴、铬、钽、铂、金、锆合金、吸氢合金等的熔炼。由于能实现高纯度熔炼,制取了一些具有新功能和新特性的新材料。
除了研究较多的磁悬浮熔炼技术之外,科学家不断开发出了多种悬浮熔炼的新技术。美国Containerless Research Inc(CRI)已经研制出一种称之为AAL(Aero-Acoustic Levitator,即空中声悬浮炉)的装置,用于极高温条件下的材料研究和材料的无接触式加工处理[30]。据说,AAL可以把任何一种材料悬浮起来并将之加热到高温。可对陶瓷、半导体材料以及金属等进行无容器加工处理。
AAL仪器符合NASA微观重力科学程序所开发的声悬浮与定位技术。空气动力能把少量的材料悬浮起来,而且这种极易控制的空气动力又可将悬浮行为稳定住。利用激光束加热技术便可以极高的温度将悬浮物熔化并进行加工处理。CRI已用AAL仪器研制出了先进的氧化物基陶瓷以及玻璃材料,供NASA、NSF、美国空军以及能源部等进行研究使用。
有关有色金属熔炼入门与精通的文章

本节以最为常用的电磁感应水冷铜坩埚凝壳熔炼为例,介绍钛合金熔炼时的基本特征。由图可知,开始保温之后,随着保温时间的延长,凝壳质量分数fskull急剧减小,这是因为输入的能量大于熔体通过冷坩埚和热辐射损失的能量,使得之......
2023-06-22

在社交活动中,由于一些意想不到的原因导致失误,常常会造成不必要的误会。其实,这些误会本来并不难消除,只要当场把真实情况多说上一句话,便可免去很多麻烦。当然,事后进行疏通说明也可以补救,但总不如当场消除误会的好。主动解释个性性格或个人心理,给对方打“预防针”,也可防止造成对自己良好动机的误解。这种打预防针式的解释背景的话,可以使对方充分理解自己的善意,不致当场形成误会和对抗而影响彼此关系。......
2023-07-26

由于房间里充斥着浓烟,托马斯立即卧倒,向着门外匍匐前进。两个案例同样都是家庭失火,可是案例一中的女主人生灵涂炭,命赴黄泉;而案例二中的一家人却化险为夷,死里逃生。“报警早,损失少”,一旦发现火情,既要积极扑救,又要及时报警。家庭火灾巧用工具。家用小型灭火器是扑救家庭火灾的不二之选。......
2023-12-06

所以,为了战胜挫折,我们需要克服内心的畏惧,这样我们才能获得战胜挫折的力量。在生活中,挫折只会对那些内心畏惧的人耀武扬威,因为面对内心畏惧的人,挫折会越来越强大,最终内心畏惧者在挫折面前只有失败。心理小贴士内心畏惧的人常常表现为害怕困难,意志薄弱,惧怕挫折,内心异常脆弱。我们要想成功地战胜挫折,首先应该战胜自己内心的畏惧,让自己变得强大起来,挫折与困难才会迎刃而解。......
2023-12-01

“亡羊补牢”这句成语,出自《战国策·楚策四》。这里庄辛所说的“见兔而顾犬”和“亡羊而补牢”两句俗语,后来就成为成语“见兔顾犬”和“亡羊补牢”——遇见野兔马上回头去找猎狗,见逃走了羊,立刻动手修理羊圈。遇到失误,及时采取补救措施,则可以避免继续出现损失。......
2023-12-01

装修污染一直以来是人们比较头疼的问题,它不仅给室内环境造成一定影响,还对人们的健康造成威胁,所以,在家庭装修时,要尽量避免装修污染。如果在这两个环节上都把好关了,防止家居装修污染就有了保障。警惕家居装修中的误区室内环境污染问题已经成为人类健康的威胁之一。许多消费者是凭借气味判断家中装修是否存在污染的。许多消费者只注意到了装修过程中各种建材造成的室内环境污染,而不知道家具也是污染源。......
2023-11-17

当发现作业效果不符合设计和施工规范要求时,应及时调整和修订施工方案,并报监理部批准。为确保工程质量,避免造成重大失误和不应有的损失,橡胶坝的重要部位的放样测量成果应及时报送监理部检查认证。必要时监理部可抽测或要求施工单位在测量工程师的监督下进行对照测量。对于施工中发生的质量事故,施工单位应立即查明其范围、数量,分析产生质量事故的原因,提出处理措施,及时向监理部报告。经监理部批准后,方可进行处理。......
2023-10-16
还可以用原子吸收光谱法测定颗粒物中的铁元素。在弱碱性介质中,Pb2﹢与双硫腙、反应生成红色螯合物,用三氯甲烷萃取后,用分光光度计于510nm测定。铜、锌、镉、铬、锰、镍:将采集在过氯乙烯滤膜上的颗粒物用硫酸-干灰化法消解,制成样品溶液,用火焰原子吸收光谱法或石墨炉原子吸收光谱法分别测定各元素的浓度。......
2023-11-23
相关推荐