近年来,CBN刀具在珠光体灰铸铁发动机缸体的平面铣削加工中表现出了优良的特性。干铣削Al-Si10Mg材料时的主要问题是刀具使用寿命短,加工表面质量差。试验表明,应用高压水喷射进行亚干铣削加工,可大大降低切削力,并明显地改善了加工工件的表面粗糙度。......
2023-06-25
ISM熔炼技术(Induction Skull Melting),即感应凝壳熔炼技术,是随着熔炼钛合金等活泼金属的需要而发展起来的,是当前熔炼活性钛合金的最好方法,它不仅对合金无污染,而且合金熔体成分、温度、过热度易于控制。该方法原理是坩埚周围布置的通电线圈使被熔炼金属感应生成与通电线圈位相相反的电流,感应电流产生的焦耳热使金属熔化,且位相相反的电流之间存在着作用力与反作用力,使被熔化的金属上浮不与坩埚接触。该熔炼方法的特点是熔融金属不与坩埚接触,可大幅度降低热损耗。该方法目前已实用化。
ISM熔炼技术的研究开始于19世纪50年代,最初由美国Scheppenient研制出可熔炼0.9kg钛的水冷坩埚。目前,美国已建成容量达200kg的冷坩埚熔炼炉。俄国的冷坩埚技术在世界领先,已经有系列的ISM设备,能够生产出重达几吨的铸件。
国内对ISM技术的研究从20世纪80年代初开始。国内开展ISM研究的单位主要有哈尔滨工业大学,西北有色金属研究院,原冶金部钢铁研究总院等一些高校和研究所。国内ISM熔炼技术的研究起步较晚,但是也取得了一些具有国际先进水平的独创性成果,较好地指导了活泼金属及合金熔炼。
自耗电极电弧炉对电极的质量要求很高,对原料要求也较高。电子束炉、等离子弧炉要求电源功率较大,成本相对提高。另外,这些熔炼方法所造成的熔池较浅,增大熔池体积只增大了表面积,而导致元素的挥发损失,这对控制合金成分是不利的。由于感应电流有趋肤效应,在理论上利用上述熔炼方法中所使用的水冷铜坩埚无法通过感应加热而使金属熔化。当采用导电的坩埚熔炼金属时,由于感应电流的趋肤效应,坩埚本身被加热,坩埚壁上的感应电流过高,影响了炉料所吸收的功率,只能熔化熔点低于坩埚材料的金属。若用水冷却坩埚,所产生的热量绝大部分被水带走,炉料难以被加热熔化。若将坩埚开一条缝或几条缝,则坩埚内磁场衰减很少,此时感应圈的功率主要消耗在炉料上。试验表明,切断坩埚中的感应电流回路对改善熔炼效率有重要意义。而这种结构的水冷铜坩埚具有磁压缩效应,强化的磁场促进炉料迅速熔化并产生强烈的搅拌作用,使金属熔体的温度和成分均匀,并能获得一致的过热度。因此,目前在工业应用和实验研究中,钛合金熔炼最常用的方式为感应熔炼。
在20世纪50年代末,感应熔炼就已经成为金属及合金的一种十分成熟和有效的熔炼方法。感应熔炼用于钛合金熔炼经过了很多人的努力。首先是将普通的耐火氧化物坩埚更换成致密的人造石墨坩埚,试验研究发现钛中渗碳严重,致使性能较差。然后为解决渗碳,在坩埚的内工作表面上涂敷氧化钇或其他相对熔融钛为惰性的耐火材料涂层,经过试验发现,虽然可以减少碳对钛的玷污,但这涂层的寿命很短。
感应熔炼法采用电磁感应加热,具有可把废料或海绵钛直接作为熔炼原料、原料成本低、搅拌能力强、合金化容易、可使成分温度均匀的优点,但是设备费用高,生产效率低。感应熔炼的坩埚有水冷铜坩埚,也有氧化钙耐火材料坩埚。前者叫感应熔炼法,后者称氧化钙熔炼法。采用水冷铜坩埚,没有来自坩埚的污染。氧化钙熔炼熔融的钛,虽与氧化钙坩埚直接接触,但是由于氧化钙是热力学非常稳定的耐火材料,也不存在坩埚污染的问题。且氧化钙耐火材料价格低廉,因此具有很大的吸引力,但坩埚成形困难。目前已开发了高压压制、高温烧结、用乙醇作粘结剂的冲压成形等方法。
从20世纪80年代开始,世界上一些工业发达国家,如美国、苏联、德国、日本、法国等都对真空感应组合式水冷铜坩埚凝壳炉及其熔炼工艺产生了极大的兴趣,并进行了广泛深入的研究,从而加快了组合式水冷铜坩埚感应凝壳熔炼工艺的工业化发展和应用。如苏联已先后建立了φ215.5mm和φ508mm的组合式水冷铜坩埚感应凝壳炉(也称冷壁坩埚感应凝壳炉)。
1957年,美国活性金属公司用4块弧形组合铜坩埚(块间以陶瓷绝缘)感应熔炼金属钛获得成功,在此基础上1970年英国Hukin提出了在分块的坩埚中悬浮熔炼金属的专利。以后主要由美国矿务局(USBM)Clites等人发展了CaF2作绝缘层的感应渣熔炼工艺。为了消除熔渣与合金元素所产生的气孔,1980年美国硅铁(Duriron)公司发展了无渣感应凝壳熔铸工艺,把冷坩埚感应熔炼——悬浮熔炼推向工业化生产。
ISM熔炼技术采用水冷铜坩埚进行熔炼,将分瓣的铜坩埚置入交变的电磁场内,利用电磁力使得熔融的金属物料与坩埚壁保持软接触状态,对金属物料进行熔炼。如图3-28所示为ISM熔炼设备的示意图。感应加热线圈和水冷铜坩埚构成了熔炼炉的关键件。金属炉料在感应线圈的加热下在铜坩埚中被加热熔化。熔体的温度可以通过光学高温计进行实时地测量,而熔体的形状可以通过观测镜实时地观测到。金属炉料在熔化过程中由于水冷铜坩埚的激冷作用而形成凝壳,形成的凝壳把熔融的金属与坩埚壁隔开,避免了熔融的金属炉料与坩埚的直接接触,从而避免了坩埚材料对金属熔体的污染。
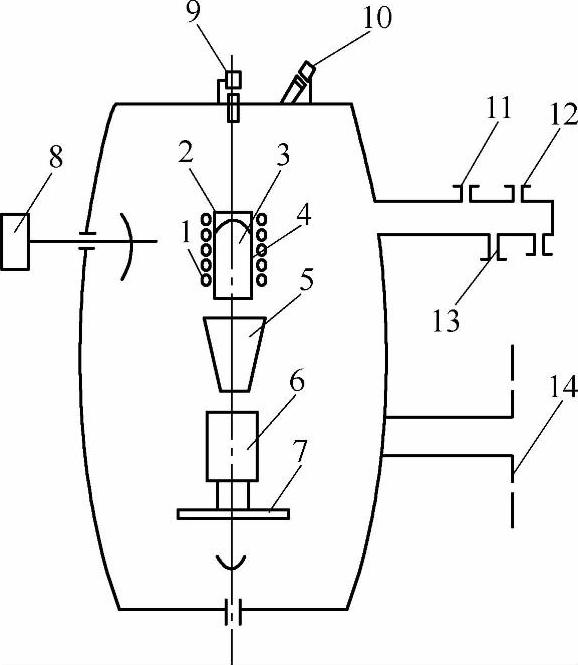
图3-28 ISM熔炼设备示意图
1—感应线圈 2—水冷铜坩埚 3—金属熔体 4—凝壳 5—浇包 6—金属模 7—离心盘 8—倾转机构 9—红外测温计 10—摄像机 11—进气口 12—排气口 13—真空计 14—真空获得系统
在熔炼过程中,冷坩埚如同强流器一样,将磁力线聚到坩埚内的炉料上,同时由坩埚内壁处的磁场及该处炉料的感应电流相互作用,产生一个将熔体推向坩埚中心的电磁力,即磁压缩效应。随输入功率的增加,强化了的磁场促使进料迅速熔化并产生强烈的搅拌作用,使金属熔体的温度和成分均匀,并获得一致的过热度。ISM熔炼基于感应加热原理,在熔炼过程中采用阶梯加热方式。
王艳丽等人研究了TC4合金电磁感应熔炼过程中水冷铜坩埚的磁场分布特征,依据的原理是电磁感应原理,采用小线圈法测量冷坩埚内的磁场分布。当小线圈置于磁场中时,产生的感应电动势可以被检测到,根据交变磁场感应电动势的法拉第定律,可知感应电动势的表达式为

通常认为交变磁场为正弦变化:
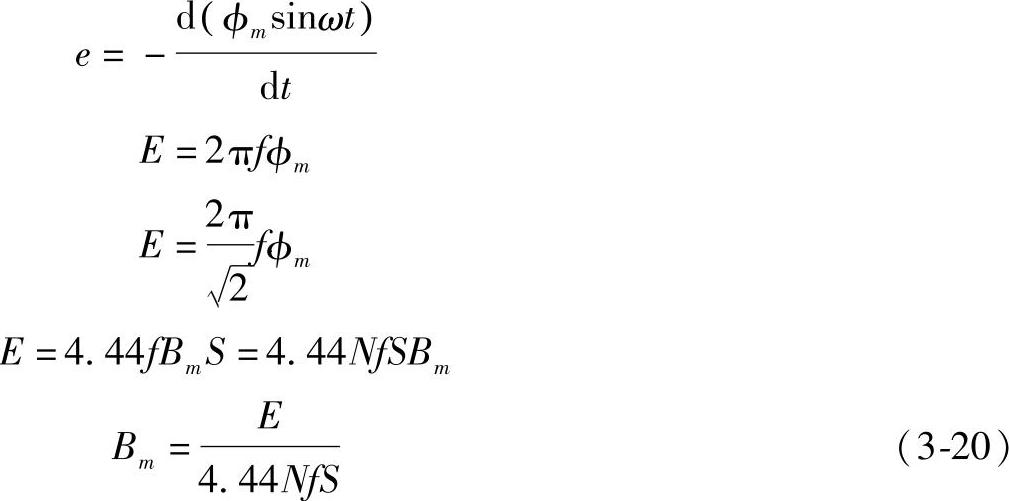
式中 φ——磁通量(Wb);
φm——正弦交变磁场中的磁通量系数(Wb);
Bm——磁感应强度(T);
E——感应电动势(V);
f——磁场频率(Hz);
N——小线圈有效匝数;
S——小线圈横截面积(m2)。
测量点示意图如图3-29所示。
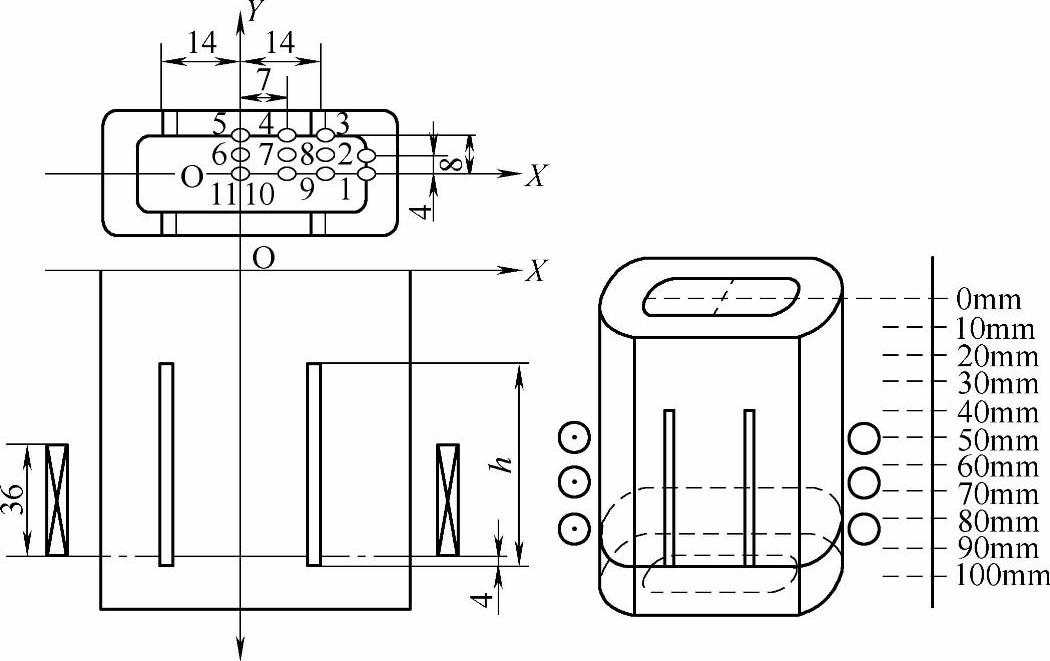
图3-29 测量点示意图
经对不同缝数(分别为4,6,8)的坩埚内的磁场分布,可以发现缝数对磁场强度具有明显的作用,显示了缝数变化时磁场强度沿xy面的变化规律,当缝数由4增大到6时,磁场的分布趋势基本不变,但磁场强度的大小约为原来的两倍,两者之间成较好的线性关系;当缝数由6增大到8时,xy面上各点磁场强度的大小都显著增加,但并不是线性增加,而是两侧增加幅度小,y向中心轴处增加幅度大。也就是说,随着缝数的增加,磁场强度大小与缝数之间的线性度变差,但xy面上的磁场分布更趋于均匀。
在感应线圈高度并且线圈与坩埚之间位置不变的情况下,将缝长由50 mm延长至67.5 mm。在相同的实验条件下,xy面上的磁场强度基本未发生明显变化,仅磁场的分布趋势有所改变。随着缝长增大,y方向中心轴处的磁场强度仅略微减小,而周向边缘处磁场强度稍微增大,使得磁场分布的均匀性变差。可推断缝长的变化对磁场强度的大小影响不大,而主要影响磁场的分布。开缝越短,xy面上的磁场分布越均匀。
研究了不同缝长对xz面磁场分布的影响,发现开缝增长对磁场的大小没有明显作用。磁场在z方向的分布趋势相同,沿着轴向磁场先增大后减小,在中部位置达到最大值。当缝长为50 mm时,磁场强度的峰值在z=70 mm左右;缝长为67.5 mm时,磁场强度的峰值在z=60 mm左右。
交变电磁场在熔体中产生的感应电流分布是不均匀的,在熔体外表面密度最大,沿表面至熔体中心呈指数规律衰减,即感应电流主要集中在厚度等于趋肤深度的熔体表层内。可以把熔体看成壁厚为趋肤深度的空心筒,并且认为感应电流在这一层中均匀分布。
趋肤深度可由下式计算:

式中 μ——磁导率(H/m);
σ——熔体电导率(S/m);
ω=2πf;
f——电磁场的频率(Hz)。
感应凝壳炉及其熔炼工艺经过多年工业生产的实际应用,已经被证明是一种有发展前途的,适合于钛和钛合金熔炼和铸造生产的设备和工艺。它与目前正在广泛应用的真空自耗电极电弧凝壳熔炼相比,具有以下优势:
1)不需要专门制备电极,对熔炼原料没有特殊要求,只要在尺寸外形上能够放进坩埚就可以了,如铸锭板坯、管材、切屑、海绵钛料、废品压块和回收料,甚至粉末等都可以用。
2)可使合金成分和熔池的温度非常均匀,并可把熔池提高到更高的过热度,这有利于复杂薄壁件的充满。
3)为炉料的装料和合金化提供了很大的自由度,熔炼炉料可开始直接加入熔化,也可在熔炼过程中加入,这为一些高蒸气压合金元素(Mn等)的控制提供了方便。
4)熔池可长时间保温,且温度可控,这为一些难熔金属合金元素的完全熔化创造了条件。
5)一个炉内可以熔铸多种金属及合金,凝壳易取出、易更换,不必担心交叉污染。
6)熔炼一炉所需时间比真空自耗电极电弧凝壳熔炼所需时间要短,因此成本更低。
有关有色金属熔炼入门与精通的文章

近年来,CBN刀具在珠光体灰铸铁发动机缸体的平面铣削加工中表现出了优良的特性。干铣削Al-Si10Mg材料时的主要问题是刀具使用寿命短,加工表面质量差。试验表明,应用高压水喷射进行亚干铣削加工,可大大降低切削力,并明显地改善了加工工件的表面粗糙度。......
2023-06-25

表2-77 铁液花纹与C、Si含量、牌号的对应关系铁液表面花纹观察判断中,应该注意以下问题:①在铁液翻花的全过程中,花纹形状是变化的,前期与后期不同。......
2023-06-24

在超声波检测中,除了常用的纵波直探头、横波斜探头和双晶探头外,还有多种特殊探头供选用。图13-24所示为超声波检测用典型直探头和斜探头。与常规的脉冲回声检测技术相比,TOFD的缺陷检测与缺陷的方向无关。6TOFD检测系统易于搬运。TOFD应用于在役检测,具有其独特优势,比RT检测更加灵活方便,比超声波检测更加准确。TOFD设备相对比较贵,对操作者的要求比较高,超声二级以上人员才能考TOFD检测资质。......
2023-07-02

传统多载波技术采用频分复用方式,将高速信息利用多个独立的载波传输,这样可以降低每个载波上的信息传送量。正交频分复用系统是一种特殊的多载波传输方案,它可以被看作一种调制技术,也可以被当作一种复用技术。正交频分复用是对多载波调制的一种改进。选择OFDM的一个主要原因在于该系统能够很好地对抗频率选择性衰落或窄带干扰。图10.15多载波传输技术OFDM 发送端的典型框图如图10.16所示。图10.16多载波发送机原理框图......
2023-06-26
目前最常用的水下切割方法是电弧-氧气切割,其原理如图1-8-23所示。水下电弧-氧气切割适用于能导电的金属材料,但主要用来切割易氧化的低碳钢和低合金高强度钢,其使用水深已超过150m。但水下电弧-氧气切割由于切口质量不高,多用于水下破坏性切割,以切断材料为目的。水下切割电源可以使用陆上的直流焊接电源,其额定工作电流应大于500A,软电缆的导电截面积宜用70mm2以上。......
2023-06-26
而缸内直喷技术则将喷油嘴安置在气缸内,使燃油喷射和油气的混合过程均在气缸内进行,这样就可以使油量与油气混合的控制更为精准,消除了缸外喷射的缺点。目前已经有多家汽车厂商的发动机运用了缸内直喷技术,包括宝马、大众以及通用等等。与传统喷油嘴相比,宝马高精度直喷系统的燃油利用率会更高。......
2023-08-23

图2.5 在类似的行业应用场景中,无人机都有着巨大的技术和成本优势无人机能够与各种行业人士产生紧密的联系,这里所说的行业应用者可以是职业航拍手,可以是精准农业专家,也可以是地理信息系统工程师等等。无人机之所以能与这些专业人士产生关联,主要原因有两点:①无人机平台的工具性;②无人机行业的发展前景。无人机是一个朝阳产业,作为智能机器人的分支,具有非常广阔的应用前景。......
2023-07-05

不同类型的光波分复用器可以复用的波长数也不同,目前商用化的一般是8个波长、16个波长和32个波长的系统。波分复用系统的原理如图 8-2-10 所示。图8-2-10波分复用系统原理在 20 世纪 80 年代初光纤通信兴起时,首先被采用的是 1 310 nm/1 550 nm 的两个波长复用系统,也叫粗波分复用系统。ITU-T G.692建议,DWDM系统的绝对参考频率为 193.1 THz,不同波长的频率间隔为 100 GHz 的整数倍。......
2023-06-21
相关推荐