过电流跳闸的原因分析在重新启动时,一开始升速就跳闸。主要原因有负载侧短路、工作机械卡住、逆变管损坏、电动机起动转矩小、拖动系统转不起来。2)欠电压跳闸,可能的原因有:电源电压过低;电源断相;整流桥故障。当使用外接给定信号时,必须由起动按钮或其他触点来控制其起动。3)其他原因:机械有卡住现象;电动机的起动转矩不够;变频器的电路故障。......
2025-09-29
偏析普遍存在于钛合金中,偏析对合金的力学性能具有较大的影响,甚至可能无法获得合格铸锭。钛合金的偏析一般分为两类:宏观偏析和微观偏析。
固相无限互溶的合金在三维空间内发生枝晶生长时,引起液体流动的动力将导致宏观偏析。这些动力包括凝固收缩(或膨胀),冷却时的液相收缩,液体内不同密度引起的重力作用,凝固时固相的收缩及移动,大容积内液体对流向枝晶间的穿透,固-液区内气体的形成。宏观偏析包括正偏析、负偏析和比重偏析。
微观偏析是指通常的铸件生产中,枝晶干(或胞晶干)心部与枝晶间(或胞晶间)成分上的差异,可以用偏析比SR表示微观偏析的大小。微观偏析包括晶内偏析和晶界偏析。钛合金的偏析影响钛合金组织,钛合金的组织缺陷例如难熔金属夹杂、间隙元素偏析,合金元素偏析引起的组织缺陷,反常态的α相形态等对钛合金的使用寿命、性能方面存在致命的影响。因此在熔炼过程中如何避免偏析必须引起冶金工作者的注意。
有人研究了Ti-10V-2Fe-3Al合金的熔炼偏析。实验过程采用电子束冷床炉初熔,VAR二次重熔。图3-19为距铸锭中心15mm和50mm处合金元素的轴向分布。可以看出,沿着凝固方向,V和Al元素含量逐渐降低,而Fe元素逐渐升高。这是因为Fe元素是正偏析元素,朝向熔体方向富集,因此从底部到顶部沿着铸锭凝固方向含量逐渐升高。
下文简要分析几种常见的偏析及形成原因,以帮助在熔炼过程中进行防范。
Ⅰ类α偏析:主要是指O、N、C偏析,最常见的为TiN夹杂,也称为软α型缺陷、间隙元素偏析。这种偏析通常都很硬,会损害疲劳强度和塑性。当上述元素浓度很高时,可以观察到包括化合物在内的其他相,这些元素只要很少的量就能对钛的硬度产生显著影响。钛的氮化物和碳化物以及更难出现的氧化物都有较高的熔点,这些物质在钛熔炼时难于熔化和充分散开,因此原材料中要避免这些间隙元素的浓度过高。高碳偏析区内粗大晶界、碳化物网等薄弱环节吸收了较多的H,会弱化晶界强度,促进碳化物网的脆性倾向。即使这种偏聚不严重,也可对裂纹的产生和扩展发生作用。然而规定范围内的低浓度间隙元素对钛合金不仅无害,而且能对钛合金的强度产生有益贡献。要控制此类偏析,就要从原材料(海绵钛、中间合金等)生产等整个过程严格防止间隙元素的污染。其主要来源是海绵钛及添入的废料,或者是在制作自耗电极时,由于焊接时空气中带入的O、N污染。解决方法为,首先要提高海绵钛的质量,避免海绵钛中混入钛的氮化物,成品海绵钛应装入密封桶内,并充入氩气;其次是对铸锭生产的前道工序进行严格控制,尤其是电极焊接工序;再次就是采用反复熔炼。
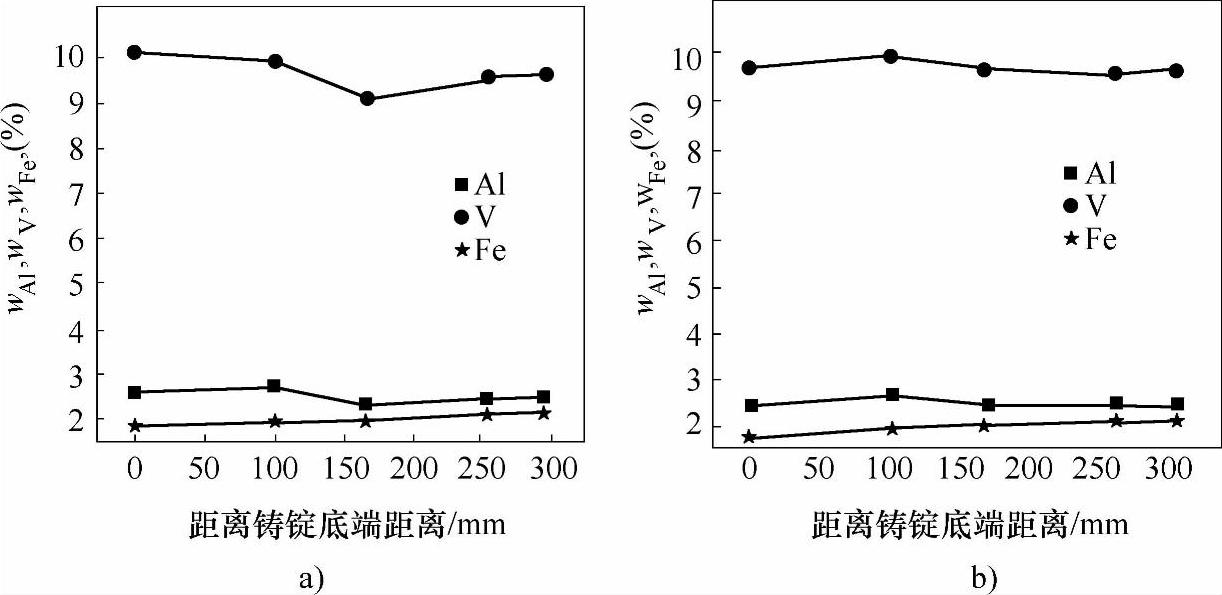
图3-19 距铸锭中心15mm和50mm处合金元素的轴向分布
亮条偏析:20世纪70年代中期,上海钢研所就对TC4合金的亮条进行了研究分析。在试制TC4钛合金叶片时,对叶片剖面做低倍检验,发现叶片中存在亮条。对亮条进行分析,测试显微硬度,用电子探针及离子探针测定了亮区的化学成分与基体处的差别。对亮条区进行扫描发现的情况如下:亮条可以肉眼观察到,形状不规则,长度不一;亮条处为低Al低V,硬度比基体稍低;亮条处间隙元素O、N量增加的硬度则比基体高。亮条的高倍组织有3种:等轴α单相,二相长条组织以及类似基体的组织。产生的亮条是由于成分偏析及加工时变形热所造成的。对亮条以化学成分变化分类,发现有纯Al、V偏析,带有杂质元素的偏析以及无成分变化3类。发现不同类型的亮条对力学性能也有影响。认为出现亮条的原因有4种:钛合金在真空自耗电弧炉熔炼过程中,电极掉块产生Al、V偏析;原料中O、N的影响;中间合金及海绵钛粒度的影响;热加工的影响。建议提高电极压制质量和焊接质量,避免在熔炼过程中掉块;采用三次自耗熔炼,改善钛锭成分均匀性;提高原材料的质量及粒度;正确选择加热温度、变形量及变形速度。这对今后的偏析研究起到了重要的影响。
熔炼工艺对偏析的影响:从熔炼工艺方面研究铸锭的偏析也取得了一定的成就。H.B.Bomberger对钛合金中的Ⅱ类α偏析进行了分析研究。文中指出Ⅱ类偏析不是凝固过程形成的那种普通偏析,这类偏析是由于铸锭形成缩管和气孔而造成的。当缩管在灼热的钛合金铸锭中形成时,最初的空洞处只有很少的气体,空洞处气体压力往往很低,从而导致一些易挥发元素迅速从空洞温度最高的表面蒸发,形成金属蒸气,填充空洞。这些蒸气冷凝之后或者在蒸发的同时,像露珠一样附着在较冷的空洞表面,于是空洞中某些表面上就能让Al、Sn和其他挥发元素富集起来,而另一些表面上这些元素则趋于贫乏。随后的热加工会使空洞崩塌愈合,就在富Al或者贫Al以及富Sn或者贫Sn的任一表面描绘出原始空洞表面的部分轮廓,显示出Ⅱ类α偏析。
20世纪90年代末期,新型亚稳定β合金Ti-15-3(Ti-15V-3Al-3Cr-3Sn)中容易出现O元素偏析。间隙元素O作为强化α稳定元素对Ti-15-3合金的工艺性能和断裂韧性有明显的影响,因此对该合金的O含量提出了严格的要求(标准规定≤0.13%,质量分数),在铸锭的制造过程中,O含量的控制就十分重要。试验材料经二次真空自耗熔炼,O含量依然很高,经试验分析得知,影响铸锭最终O含量的主要因素是原料O含量、电极焊点氧化程度、熔炼真空度、设备漏气率及熔化次数。原料和设备漏气率对合金O含量的影响都十分明显,在原料wO≤0.06%时,设备漏气率应不大于0.665 Pa/min,在原料wO≤0.08%时,设备漏气率应不大于0.339 Pa/min。(https://www.chuimin.cn)
真空自耗电弧炉(VAR)熔炼钛锭偏析缺陷普遍存在。在熔化过程中,冷却条件、熔池形状和深度等均不是一成不变的,而且合金元素在凝固结晶时的分配系数各异,这样不可避免地使合金元素或化合物在树枝状晶间富集而形成偏析。虽然人们已采取各种防范措施,但由于合金成分、原料状况、工序质量控制、实际熔炼条件、员工操作水平等各不相同,仍不可避免地会出现一些宏观和微观偏析,这是VAR法固有的缺点。可以用冷床炉熔炼方法来改善铸锭的偏析。冷床炉熔炼是以电子束(EB)或等离子体(PA)为热源,金属在炉床上分段熔化、精炼和凝固,其主要特点就是将提纯和凝固分开。这样,通过沉淀将密度大于液态金属的夹杂分离出去,同时,低密度粒子在高温液体金属中滞留的时间延长,可以确保低密度颗粒完全溶解。此外,由于炉床熔炼的熔池较浅,还可以使结晶偏析降至最小。
合金元素的偏析:20世纪90年代初,研究了一些多元系钛合金铸锭中的微观偏析。发现Fe、Cu和Cr在树枝状晶间呈正偏析,Mo、Nb和Ta呈负偏析,但是Ta、Fe和Cu的偏析比较明显。对宏观偏析的研究发现,Fe和Cu向铸锭顶部浓缩,中心部位又高于边部,其分布线大致与VAR中的熔池凝固界面相吻合,也是与Fe和Cu自始至终的凝固过程相适应的。VAR中的钛合金熔融液受到电磁力搅拌。Blenkinsop认为,宏观偏析的原因是与搅拌过程中树枝状晶间的固相率有关。为了减轻宏观偏析,应尽量减小熔池搅拌。同时根据元素将要发生的浓度变化调整电极成分。这些研究对后来的钛合金偏析研究起到了重要的影响。
为了减少在铸锭生产中β斑的出现,日本的早河洋(Hiroshi Hayakawa)等研制出了一种生产无偏析Ti-6Al-6V-2Sn合金的新方法。试验原材料为具有高β斑敏感性的Ti-662合金。在真空自耗电弧重熔生产过程中,通过采用逐渐变细的自耗电极,并在热封顶操作期间,以较快的凝固速度及较大的温度梯度结晶,可将偏析降至最小。所生产的铸锭在激冷组织和柱状组织中均没有出现β斑。
铁元素的偏析对TB6(Ti-10V-2Fe-3Al)的性能有严重影响,陈战乾等人根据国内对TB6合金的用料要求,结合宝鸡钛业股份有限公司过去的研究成果,进一步研究了TB6合金Fe组元宏观偏析,探索了控制组元偏析的有效措施。一般认为,在真空自耗电弧熔炼条件下引起铸锭化学成分不均匀的原因有熔化瞬间进入熔池的合金组元不均,合金组元的结晶偏析和合金组元的汽化和沉积等。按照结晶偏析经典理论:
C=KC0(1-ξ)K-1 (3-14)
式中 C——结晶时每瞬间溶质组元浓度(mol/L);
C0——溶质组元原始配比浓度(mol/L);
ξ——已结晶部分体积分数;
K——溶质组元分布系数。
决定结晶偏析程度大小的是分布系数K。当K<1时,表现为正偏析,而当K>1时则表现为负偏析。K越偏离1,偏析程度越大。C0对偏析程度也有较大的影响,在其他条件相同时,C0越大,偏析程度越大。合金中Fe组元的分布系数K为0.3,可见有很大结晶偏析倾向。在熔炼过程中K值并不是固定不变的,而是随工艺条件而变化,选择最佳熔炼工艺参数的目的就在于提高K值。在真空自耗电弧熔炼条件下,影响结晶偏析的主要因素有熔池深度和形状、冷却速度、结晶速度及方向、结晶前沿过渡区尺寸、液体金属搅动程度等,也就是说控制宏观偏析主要是要控制其凝固过程,制定相应的工艺参数。报道指出:合金铸锭内组元偏析主要是由结晶偏析引起的,偏析产生的危险区域是等轴区域,特别是缩孔周围区域最为严重;用适宜的中间合金、混料工艺、合理的热封顶工艺和特殊的控制方法,可以有效控制大规格铸锭的宏观偏析。降低熔化速率,减少熔池深度,快速凝固能够有效减少Fe元素在宏观及微观上的偏析程度。
相关文章

过电流跳闸的原因分析在重新启动时,一开始升速就跳闸。主要原因有负载侧短路、工作机械卡住、逆变管损坏、电动机起动转矩小、拖动系统转不起来。2)欠电压跳闸,可能的原因有:电源电压过低;电源断相;整流桥故障。当使用外接给定信号时,必须由起动按钮或其他触点来控制其起动。3)其他原因:机械有卡住现象;电动机的起动转矩不够;变频器的电路故障。......
2025-09-29

悬浮熔炼特别适合于熔炼高纯钛合金、钛铝合金及其他高活性合金。磁悬浮熔炼的实施是感应加热熔化技术和弗莱明定理的结合产物。所以磁悬浮熔炼是在电炉的上线圈和下线圈的共同作用下完成的。图3-16 磁悬浮感应电炉的工作原理金属材料在熔化过程中与水冷铜坩埚处于完全非接触或部分接触状态。......
2025-09-29

在合金的真空熔炼过程中,元素的挥发损失将主要是Al元素的挥发损失。真空熔炼的目的是避免气氛中间隙元素对合金的污染,而TiAl合金熔体中的主要成分铝具有较高的饱和蒸气压,在真空熔炼过程中极易产生挥发损失,严重影响合金成分的准确性,而且挥发产物污染真空系统。因此熔炼TiAl合金时,为了防止合金熔体中铝的沸腾,真空度不宜过高,应不超过临界值。......
2025-09-29

三峡水库建成后,荆江河段在遭遇百年一遇洪水时防洪安全已得到保障。三峡水库的移民标准为20年一遇洪水,移民线末端所在控制断面弹子田位于重庆市城区下游约24km。表8.4-8三峡水库不同起调水位遇坝址5%频率设计洪水时回水成果但随着调洪起调水位的抬高,回水线在石陀—木洞区间共计近50km范围内,回水水位高于移民迁移线,161m方案最高超出约1.2m。综合分析,现阶段三峡水库对城陵矶补偿调度控制水位宜控制在158m范围内。......
2025-09-29
根据所熔炼的合金种类和熔化炉的种类决定铝合金的具体工艺流程,一般的工艺过程如下:熔炼前的准备工作主要包括以下部分:1)配料计算。4)准备熔炼炉及坩埚:根据坩埚的材质情况,如是铸铁坩埚,表面应刷涂料。对变形铝合金的一般制品,可连续熔炼8~15炉清炉1次。其方法是在炉底均匀撒上一层粒状的熔剂,然后把炉子升温到800~850℃,清除炉内残渣。......
2025-09-29

由于自同期法后给待并机励磁,在并列瞬间,会使运行母线上的电压降低。图1-81自同期并车接线图并车过程:待并发电机运行至额定转速后,按下合闸按钮SB2,接触器KM2得电吸合并自锁,其主触点闭合,接通发电机的励磁回路。KM1常闭辅助触点断开,切断差周率继电器KF的残压回路,并车过程结束。图1-82自同期并车二次接线图图中,电压继电器KA和中间继电器KA1为残压回路的电压闭锁装置。......
2025-09-29
以上情况就是齿轮泵的困油现象。这种困油现象极为严重地影响着泵的工作平稳性和使用寿命。图2-7 齿轮泵的困油现象为了消除困油现象,在CB-B型齿轮泵的泵盖上铣出两个困油卸荷槽,其几何关系如图2-8所示。卸荷槽的位置应该使困油腔由大变小时能通过卸荷槽与压油腔相通,而当困油腔由小变大时能通过另一卸荷槽与吸油腔相通。于是CB-B型齿轮泵将卸荷槽的位置整个向吸油腔侧平移了一个距离。图2-8 齿轮泵的困油卸荷槽图......
2025-09-29

然而在需求降低的时候, MTO 模式的生产不能够充分利用产能。因此, ATO 模式对客户的响应比传统的MTO 模式快, 而库存比MTS 模式低。Wei 和Sun 在ATO 生产模式下研究了相关性产品问题, 预计了总利润函数的库存管理问题, 对两个终端产品不同阶段随机非整数规划进行制定、 分解, 并对提出的算法进行了验证。Huang 等考虑了MTO 模式下生产调度和订单选择问题。......
2025-09-29
相关推荐