电源和坩埚构成磁悬浮感应电炉的工作核心。磁悬浮感应电炉的坩埚也是采用数十个弧形瓣的水冷铜坩埚。图3-44 线圈式悬浮熔炼示意图近年来,全悬浮熔炼工艺得到了很大发展,即炉料在冷坩埚中处于悬浮状态进行熔炼,从而消除了凝壳,避免了炉料与坩埚的接触。悬浮熔炼时,物料不与坩埚接触,彻底杜绝了坩埚对物料的污染和因为坩埚与物料接触造成的热能损失。......
2023-06-22
利用水冷铜坩埚熔炼金属早在20世纪70年代就有介绍,在水冷铜坩埚中熔炼金属时,水冷铜坩埚与金属熔体之间存在一层由金属熔体凝固而产生的固体壳层即所谓凝壳,因此该技术也常被称为凝壳熔炼技术。此时坩埚内衬相当于用所熔金属制成,即坩埚内表面与金属熔体成分相同,避免了坩埚对金属熔体的污染。如图3-11所示为水冷铜坩埚感应熔炼方法示意图,水冷铜坩埚由数个弧形或管状铜块组成,铜块间彼此绝缘不构成回路,每一块都产生感应电流。因此组合坩埚的每一处缝隙都是一个强磁场,由于环状效应所致,在坩埚内形成一个强化的磁场。冷坩埚如同聚流器一样,将磁力线聚集到坩埚内的炉料上,同时由坩埚内壁处的磁场方向及该处炉料的感应电流方向产生了一个单向的将熔体推向坩埚中心的电磁力即磁压缩效应。随着组合块数及输入功率的增加,强化的磁场促进炉料迅速熔化并产生强烈的搅拌作用,使金属熔体的温度和成分均匀,并进一步获得一致的过热度。

图3-11 水冷铜坩埚感应熔炼示意图
根据熔化金属时热量来源方式不同,可分为自耗电极电弧炉、非自耗电极电弧炉、电子束炉、等离子弧炉及感应熔炼炉等,其中前4种可统称为外热式熔炼方法,而感应熔炼可称为内热式熔炼方法。在自耗电极电弧炉熔炼过程中电极的熔化及熔体的凝固是同时进行的,而且熔池中的温度梯度很大,温度不均匀,因此很难保证铸锭的化学成分与组织均匀性。现在自耗电极电弧炉多用重熔铸锭来克服夹渣。真空自耗电极电弧炉通常以自耗电极为阴极,以保证尽可能多的能量进入熔池,提高过热度,得到良好的铸锭。早期的非自耗电极电弧炉的电极材料采用金属钨或石墨,这是从熔点及导电性能方面考虑的。但实际应用表明用这两种材料作电极时会对合金造成污染。电子束炉一般包括多个电子束枪,多个水冷铜坩埚及真空室。现在此种炉的电子束的位置可以由计算机控制,可以在熔体表面扫动,实现均匀加热,保证铸锭的质量。电子束炉可以使用碎料生产一次电极、板材或铸锭。等离子束熔炼炉是以电流通过气体时使气体电离产生弧光,利用弧光放出的热量熔炼反应性金属或合金。等离子束炉可将被电离的气体循环利用,因此可用氦气作为电离气体,可比用氩气为电离气体的熔炼速度快一倍。等离子束熔炼的功率较大,可以安放多个等离子枪。一般要比真空自耗电极电弧炉稳定,而且可在一定压力范围内工作,减少了合金元素的损失,同时可容易地去除H、Cl等元素。相对独立的能量进给系统、搅动系统和供料系统可以保证铸锭的质量,如良好的表面、很少的疏松、微量的偏析等。
本节以最为常用的电磁感应水冷铜坩埚凝壳熔炼为例,介绍钛合金熔炼时的基本特征。钛或钛铝合金熔炼时,熔炼炉料一般为颗粒状的海绵Ti和块状的Al锭等。由于熔炼金属之间热导率、热容等物性参数之间的差异以及炉料在坩埚中放置位置的不同,在炉料开始熔化到完全熔化这段时间内,由于不同金属之间熔化顺序的不同将导致由于水冷铜坩埚激冷作用而形成的凝壳中出现元素偏析或富集。实验表明,凝壳的总质量一般为初始炉料总质量的5%~30%。因此,熔体的最终成分与指定成分势必会产生一定的偏差。下面以TiAl合金为例,进行简要的讨论。
如图3-12所示为Ti-50Al(摩尔分数)熔体在不同熔炼功率下凝壳质量分数随保温时间的变化。由图可知,开始保温之后,随着保温时间的延长,凝壳质量分数fskull急剧减小,这是因为输入的能量大于熔体通过冷坩埚和热辐射损失的能量,使得之前形成的凝壳重新熔化而变薄。随着保温时间的继续增加,凝壳质量分数的减小趋势变缓,并最终不再恒定,这是因为随着保温时间的增加,凝壳减薄,热损失加快,炉料与坩埚之间热量的吸收和损失逐渐趋于并最终达到平衡。
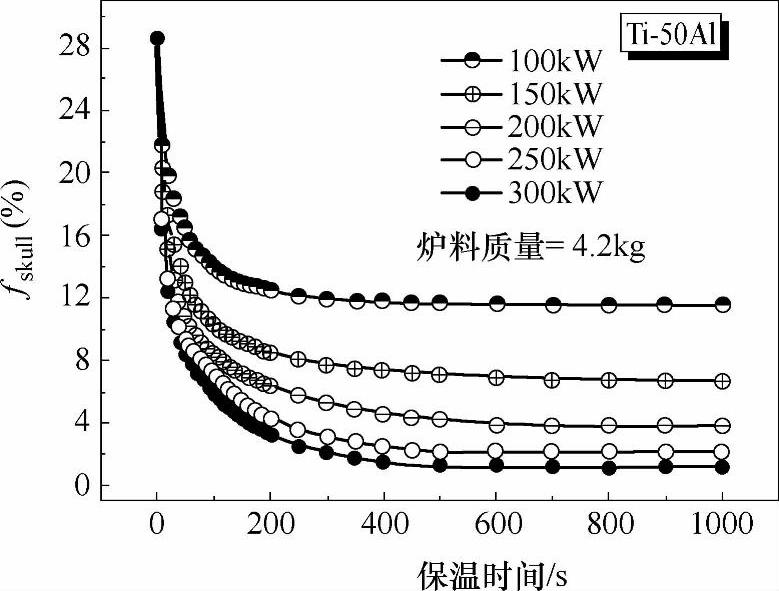
图3-12 Ti-50Al(摩尔分数)熔体在不同熔炼功率下凝壳质量百分数随着保温时间的变化
从图中还可以看出,当保温时间达到900s之后,无论施加多大功率,炉料已经达到热平衡,凝壳的质量分数不再随保温时间的延长而变化。需要指出的是,熔炼结束时凝壳中熔体的量以及由于凝壳中合金组元富集导致合金熔体的成分偏差都与达到热平衡时凝壳的大小,即最终凝壳的形貌及厚度相关。凝壳越薄、质量越小,熔炼结束时得到的液态金属的量就越多,对合金成分的影响也就越小。因此,在实际熔炼过程中,应尽量减小凝壳的厚度。
图3-13是保温过程中Ti-50Al(摩尔分数)在不同时刻的凝壳形貌示意图。初始炉料总质量为4.2kg,熔炼功率为150 kW。由于冷坩埚的轴对称性,计算过程中仅选取了对称轴右半部分区域,本节中给出的所有凝壳形貌图都是对称轴右半部分的结果。其中,图形高度为外加磁场为零时的熔体高度。
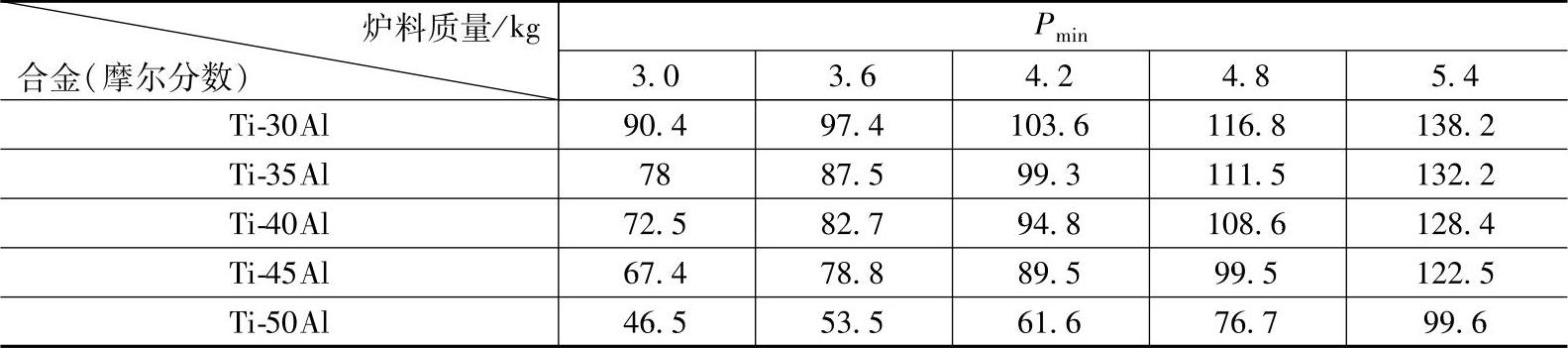
图3-13a中时间为零表示保温刚刚开始时凝壳的形貌,该数值是根据表3-9所提供的最小功率计算出来的。图3-13b和图3-13c两图中对应的时间分别为100s和900s,由图可以看出,它们分别表示保温过程中未达到和已达到热平衡条件下凝壳的形貌。
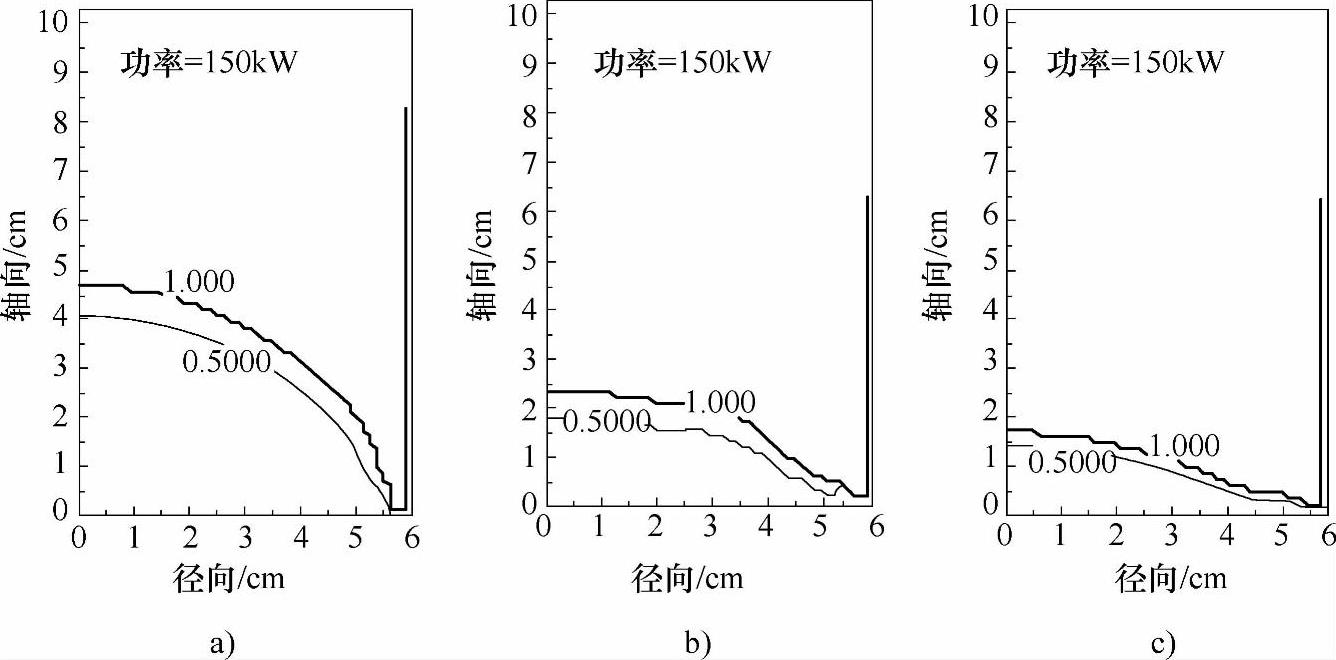
图3-13 保温过程中Ti-50Al(摩尔分数)在不同时刻的凝壳形貌示意图
a)保温时间=0s b)保温时间=100s c)保温时间=900s
在图3-13中,数字1.000和0.5000分别表示该区域中的液相率。由图可知,沿轴向方向,距坩埚底部越远,相应区域的液相率越大。液相率为1.000的线以上的区域完全是金属熔体,而液相率为1.000以下的区域,按区域中液相率的大小,一般来说,可以把它分成固相区、固液相区和液固相区。但是,在液相率小于1.000的区域中,由于液态金属的粘滞作用,该区域中熔体的流动速度接近于零。所以,一旦凝壳形成以后,对流作用对熔体中组元在该区域中的传输可以忽略不计,熔体中组元在该区域的传输只能通过扩散作用来完成,由于扩散速率一般很小,在900s这段时间内,扩散作用导致的组元传输也可以忽略不计。保温结束时,从凝壳中由于组元富集对熔体成分产生不利影响的角度考虑,液相率为1.000线以下的所有区域都可以认为是凝壳。
表3-9 不同Al含量及炉料质量时熔炼TiAl合金所需的最小功率Pmin (单位:kW)
如图3-14所示为Ti-50Al(摩尔分数),初始炉料总质量为4.2kg,熔炼功率分别为100kW、150kW与200kW条件下最终凝壳截面形貌。从图中可以看到,凝壳的底部比凝壳的侧壁要厚很多,凝壳底部中轴线附近的厚度也要比靠近侧壁的凝壳的厚度要大。这是因为,在几乎相同的冷却条件下,由于外加电磁场的趋肤效应,靠近坩埚侧壁附近的熔体吸收的功率要比中轴线附近的吸收功率大很多,而中心部分的液态炉料依靠熔体在电磁搅拌作用下的强制对流作用以及热扩散作用,使得热量从坩埚侧壁附近的高温区域传到该区域,这样才能够使整个熔体趋于温度和成分均匀。同时,对比图3-14a、图3-14b和图3-14c这三个图可以发现,随着熔炼功率的增大,凝壳底部的厚度减小,特别是在坩埚中轴线附近凝壳的厚度减小得更多,凝壳底部厚度的变化导致了整个厚度的变化起伏比较平缓。与此同时凝壳的侧壁高度也减小,但与相对凝壳底壁厚度急剧变化结果不同的是,侧壁的厚度尺寸变化不大。例如,比较的图3-14a和图3-14b,当熔炼功率从150kW增加到200kW时,凝壳底部的最大厚度从1.6cm减小到了0.8cm,而凝壳侧壁高度则从6.4cm减小到5.9cm。
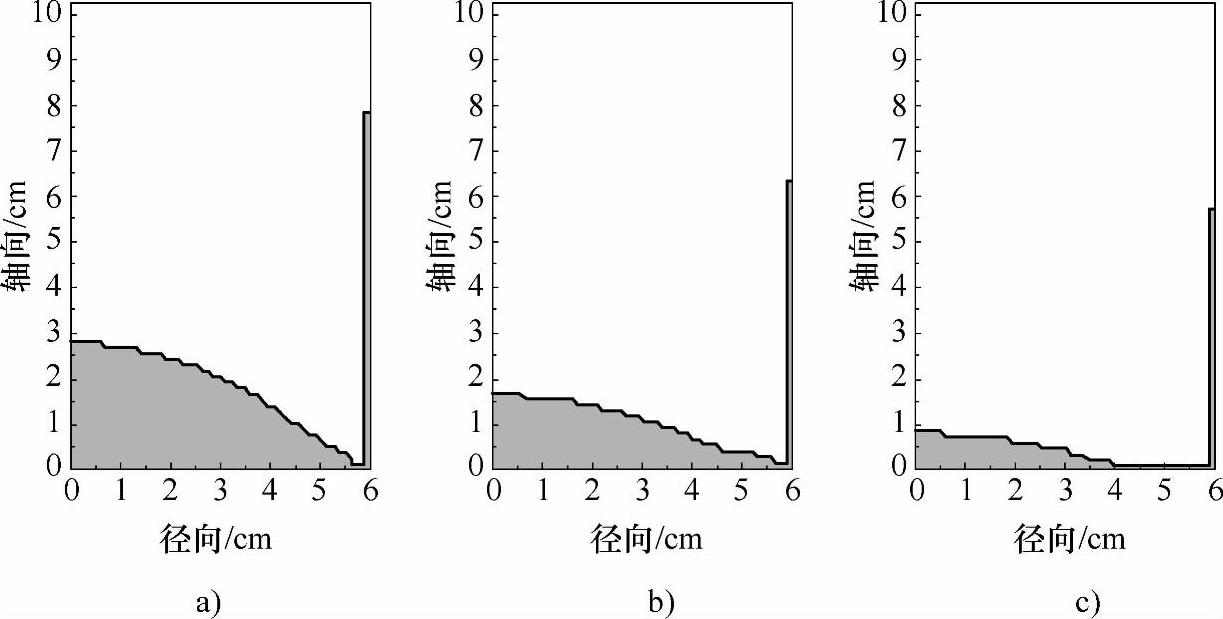
图3-14 不同熔炼功率下炉料质量为4.2kg时Ti-50Al(摩尔分数)凝壳截面形貌
a)功率=100kW b)功率=150kW c)功率=200kW
这种现象可以从热平衡和力平衡这两个方面来解释:熔炼功率的增加使得熔体的温度升高,在凝壳与水冷铜坩埚之间冷却条件不变的条件下,凝壳厚度的变薄减小了导热热阻,使得热流密度增加,以便维持输入能量与损失热量之间的平衡;凝壳侧壁高度随着熔炼功率的增加而减小,那是因为熔炼功率的增大意味着电磁推力的增加,从而可以平衡更大的液体静压力,减小了熔体与坩埚侧壁的接触的高度。
如图3-15所示为Ti-50Al(摩尔分数)在ISM过程中凝壳质量Gskull与凝壳质量百分数fskull在不同的初始炉料总质量G下随着熔炼功率的变化。
从图3-15 a中可以看出,当功率小于200kW时,随着功率的增加,凝壳质量Gskull减小很快,当功率大于200kW时,随着功率的增加,凝壳质量的变化不是很明显,这种凝壳质量随着熔炼功率的增加而减小的趋势与图3-14给出的凝壳形貌随熔炼功率的变化是一致的。图3-15b为凝壳质量百分数fskull随着熔炼功率的变化,对于初始炉料总质量一定的Ti-50Al合金熔体,fskull随着熔炼功率的变化与相同炉料质量条件下凝壳质量Gskull随功率的变化一致。不过,由于凝壳质量百分比fskull的值为凝壳质量Gskull与初始炉料质量G之比,所以随着功率的增加,不同初始炉料质量G时的凝壳质量百分比fskull的值之间的大小发生逆转。如图3-15 b中所给出的那样当熔炼功率小于150kW时,较小初始炉料质量G所对应的凝壳质量百分fskull的值大于较大初始炉料质量G的值,熔炼功率为100kW时,当初始炉料质量G为3.0kg对应的凝壳质量百分比fskull的值为17.05%,而初始炉料质量G为3.6kg对应的凝壳质量百分比fskull的值为14.79%。而当熔炼功率大于150kW,其情形正好相反。

图3-15 Ti-50Al(摩尔分数)在ISM过程中凝壳质量与凝壳质量百分数在不同的初始炉料总质量G下随着熔炼功率的变化
a)凝壳质量 b)凝壳质量分数
有关有色金属熔炼入门与精通的文章

电源和坩埚构成磁悬浮感应电炉的工作核心。磁悬浮感应电炉的坩埚也是采用数十个弧形瓣的水冷铜坩埚。图3-44 线圈式悬浮熔炼示意图近年来,全悬浮熔炼工艺得到了很大发展,即炉料在冷坩埚中处于悬浮状态进行熔炼,从而消除了凝壳,避免了炉料与坩埚的接触。悬浮熔炼时,物料不与坩埚接触,彻底杜绝了坩埚对物料的污染和因为坩埚与物料接触造成的热能损失。......
2023-06-22

有人研究了Ti-10V-2Fe-3Al合金的熔炼偏析。下文简要分析几种常见的偏析及形成原因,以帮助在熔炼过程中进行防范。真空自耗电弧炉熔炼钛锭偏析缺陷普遍存在。虽然人们已采取各种防范措施,但由于合金成分、原料状况、工序质量控制、实际熔炼条件、员工操作水平等各不相同,仍不可避免地会出现一些宏观和微观偏析,这是VAR法固有的缺点。可以用冷床炉熔炼方法来改善铸锭的偏析。......
2023-06-22

悬浮熔炼特别适合于熔炼高纯钛合金、钛铝合金及其他高活性合金。磁悬浮熔炼的实施是感应加热熔化技术和弗莱明定理的结合产物。所以磁悬浮熔炼是在电炉的上线圈和下线圈的共同作用下完成的。图3-16 磁悬浮感应电炉的工作原理金属材料在熔化过程中与水冷铜坩埚处于完全非接触或部分接触状态。......
2023-06-22

表2-10 冲天炉炉渣成分2)炉渣的性质①渣的黏度。图2-24所示为不同成分炉渣的熔化性温度,可供调整渣成分及温度的参考。2)被炉气中的O2氧化。铁料在熔化带一开始熔化即会被渣中FeO氧化脱碳,表面锈蚀的铁料会增加渣中的FeO含量,导至铁液脱碳加剧。4)被铁液中溶解氧氧化。......
2023-06-24

受制于气流扩散速度的燃烧称为扩散燃烧。图2-2 CO系各反应的ΔG0及KP随温度的变化在还原带,高于705℃,反应即可进行,而低于705℃时,CO2不能还原。碳的燃烧产物主要是CO2,当逐渐到达氧化带上部,氧气浓度下降,C、O2分子碰撞的次数大幅减少时,CO才能逐渐增多。假设O2、CO2、CO等气体的体积分数仅沿底焦的高度变化,且在底焦横截面上均匀分布。......
2023-06-24
在合金的真空熔炼过程中,元素的挥发损失将主要是Al元素的挥发损失。真空熔炼的目的是避免气氛中间隙元素对合金的污染,而TiAl合金熔体中的主要成分铝具有较高的饱和蒸气压,在真空熔炼过程中极易产生挥发损失,严重影响合金成分的准确性,而且挥发产物污染真空系统。因此熔炼TiAl合金时,为了防止合金熔体中铝的沸腾,真空度不宜过高,应不超过临界值。......
2023-06-22

双联熔炼是对冲天炉、电弧炉或感应炉熔炼的铁液,放入感应电炉或电弧炉保温或进一步过热,进行二次熔炼。4)双联熔炼便于调整铁液成分和温度,易于满足有成分差异的多品种、小批量铸件生产要求。双联熔炼的主要形式见表4-1。双联熔炼工艺具有较高的经济性,越来越受到铸造工作者的重视。目前双联熔炼多采用后一种方式运送铁液。......
2023-06-24
根据所熔炼的合金种类和熔化炉的种类决定铝合金的具体工艺流程,一般的工艺过程如下:熔炼前的准备工作主要包括以下部分:1)配料计算。4)准备熔炼炉及坩埚:根据坩埚的材质情况,如是铸铁坩埚,表面应刷涂料。对变形铝合金的一般制品,可连续熔炼8~15炉清炉1次。其方法是在炉底均匀撒上一层粒状的熔剂,然后把炉子升温到800~850℃,清除炉内残渣。......
2023-06-22
相关推荐