自由锻基本工序表5-1自由锻工序自由锻基本工序表5-1自由锻工序续表续表1. 基本工序自由锻的基本工序是指锻造过程中使金属产生塑性变形,从而达到锻件所需的形状和尺寸的工艺过程。自由锻主要包括以下几个工序:镦粗:是使坯料高度减小、横截面积增大的工序,适用于块状、盘套类锻件的生产。确定自由锻变形工序主要是依据锻件的形状、尺寸、技术要求、生产批量和生产条件等。......
2023-06-24
1.系统概要
修边线展开和翻边成形是汽车覆盖件、五金件工艺设计和模具设计过程中的一个重要问题,也是冲压成形问题的一个难题。传统方法一直采用简单的解析理论和经验公式确定三维修边线和翻边过程的可成形性,使得修边模的设计效率很低,而且所确定的修边线误差也很大,增加了翻边成形模具的实际调模时间,提高了生产成本,产品质量也无法得到有效保证,有时还会造成交货周期的延误。
Trimline Unfolding Wizard(以下简称TUW)是由FASTAMP软件研发中心开发的基于SI-EMENS NX集成环境的三维修边线展开专用软件。通过内置改进的逆算法求解器,可以快速逆向展开任意复杂的三维修边线,计算时间仅需要数十秒,较手工展开效率提升50倍以上。同时也可获得对局部翻边区域翻边成形性的分析结果,帮助产品和工艺设计人员在设计阶段早期发现局部翻边工艺的潜在问题,避免将不合理的产品或工艺设计遗传到后续的设计和制造阶段。
与以往通过增量迭代方式试算修边线的方法相比,TUW具有以下鲜明的特点:
1)简单易学的向导式用户界面,无需用户具备有限元理论及经验。
2)与SIEMENSNX环境无缝集成,无需传统CAE软件中的数据导入/导出操作,从而避免了数据交换所造成的数据精度损失和模型修复工作。
3)可快速展开与输出三维修边线,并精确预测翻边区域的成形性,帮助设计人员发现翻边区域的设计缺陷。
2.模型准备
启动UGNX,打开文件选择对话框,找到目标文件并双击 (打开)按钮,“导入文件”对话框如图5-61所示。
(打开)按钮,“导入文件”对话框如图5-61所示。
切换到UGNX的建模模块(Ctrl+M)。打开“图层设置”对话框(Ctrl+L),如图5-62所示,在工作图层输入框中输入“3”,回车,单击“关闭”按钮退出。
图5-61 “导入文件”对话框
单击ExtractGeometry(抽取) 按钮,如图5-63所示,打开“抽取”对话框。
按钮,如图5-63所示,打开“抽取”对话框。
设置“抽取”对话框,类型设为“面”(翻边面)并选择产品表面区域,如图5-64所示,单击“应用”按钮。
打开“图层设置”对话框(Ctrl+L),如图5-65所示,在工作图层中输入“4”,回车,单击“关闭”按钮退出。
单击Extract Geometry(抽取) 按钮,如图5-66所示,打开“抽取”对话框。
按钮,如图5-66所示,打开“抽取”对话框。
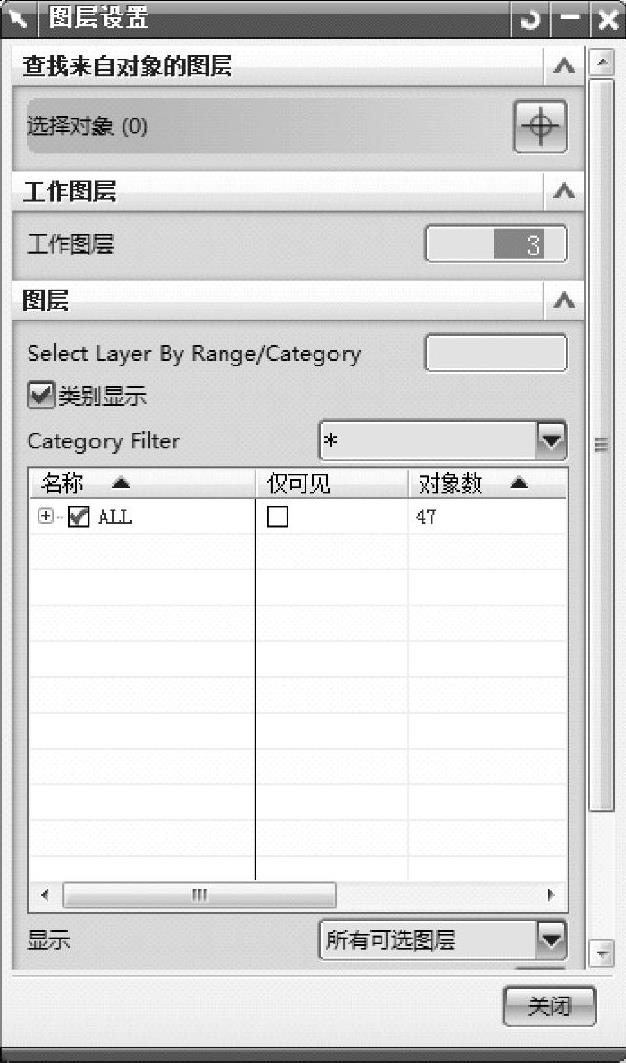
图5-62 “图层设置”对话框

图5-63 “抽取”对话框
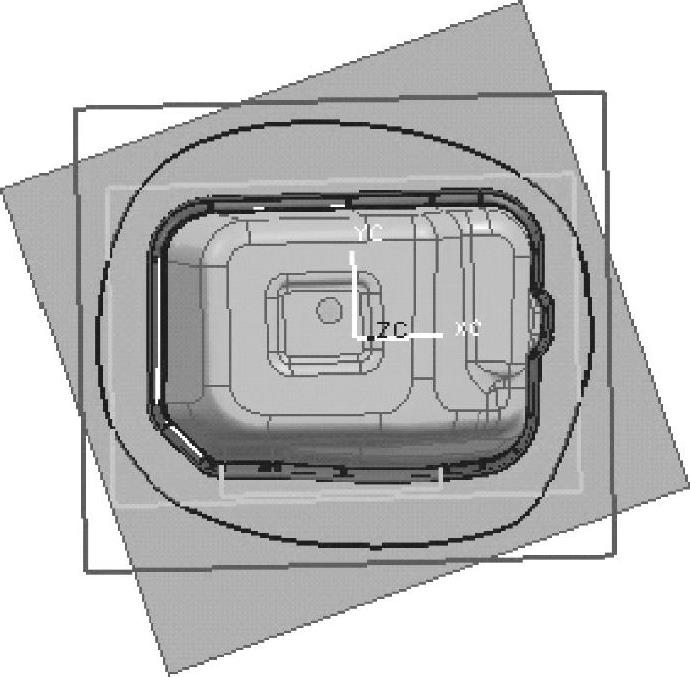
图5-64 抽取面选取
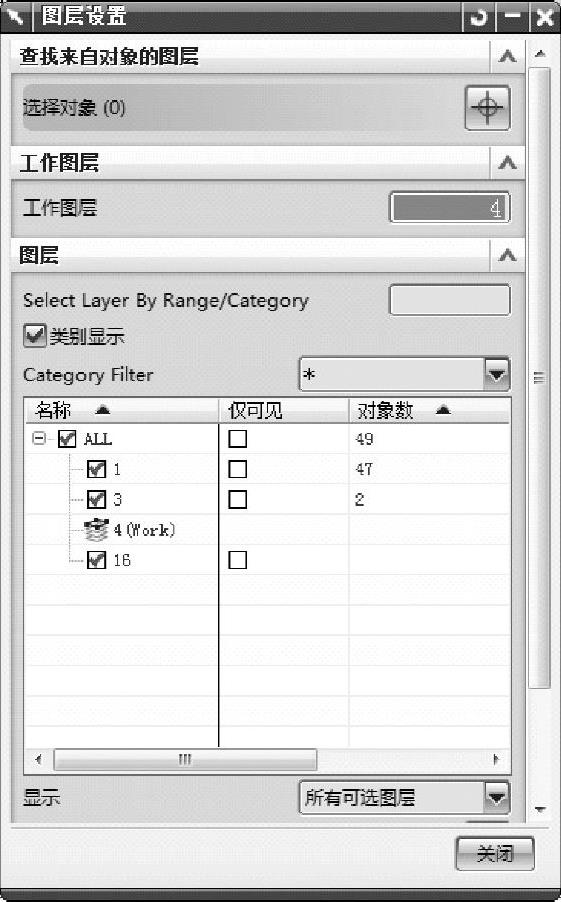
图5-65 “图层设置”对话框
设置抽取对话框,类型设为”面”(工艺补充面)并选择产品表面区域,如图5-67所示,单击图5-67中的“应用”按钮。
3.工程初始化
启动TUW模块,系统弹出“TUW设置”对话框,如图5-68所示。
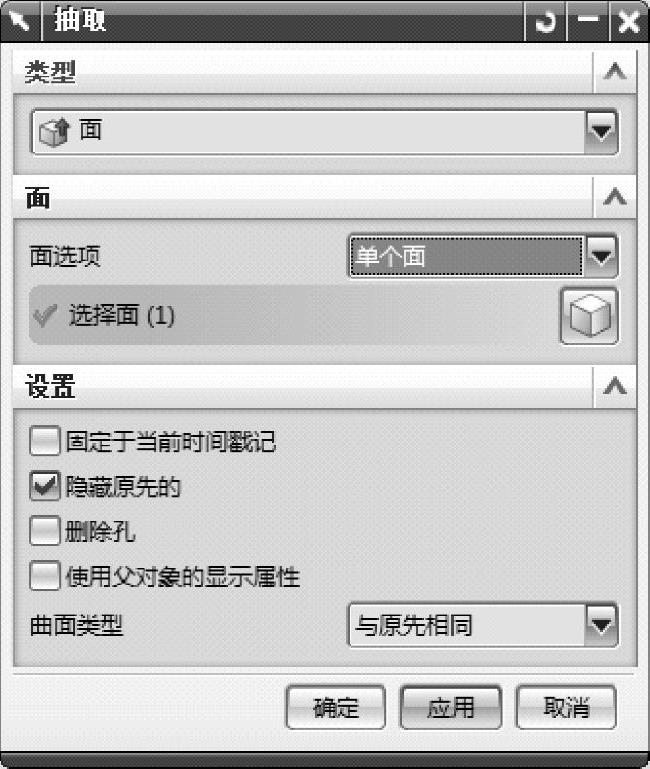
图5-66 “抽取”对话框

图5-67 抽取面选取
单击“部件”按钮,弹出“类选择”对话框,如图5-69所示。
单击“图层过滤器”按钮,弹出“根据图层选择”对话框,如图5-70所示。
选择第3层,单击“确定”按钮退出,如图5-71所示。
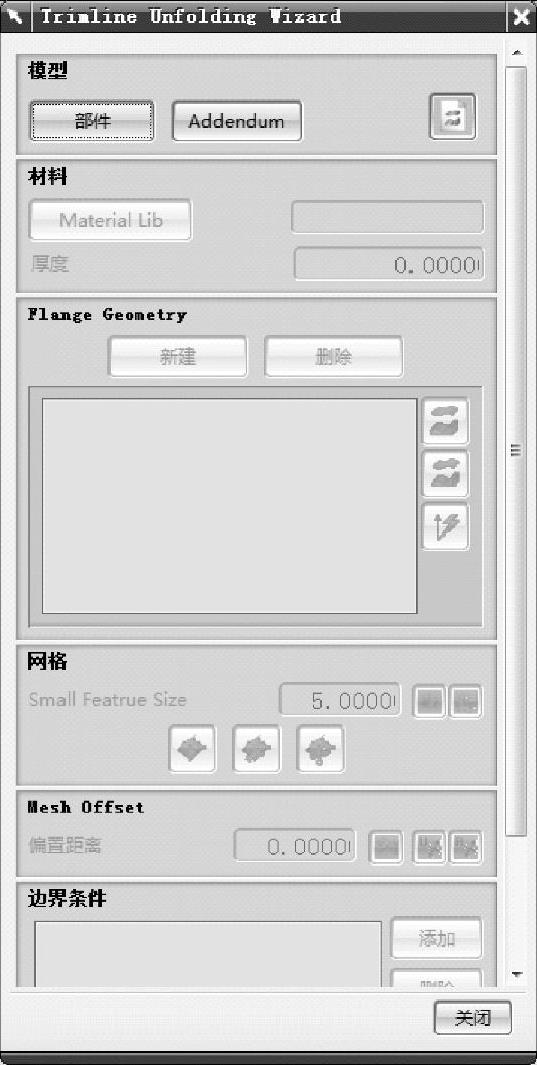
图5-68 “TUW设置”对话框

图5-69 “类选择”对话框(一)
单击全选 按钮,如图5-72所示。
按钮,如图5-72所示。
单击“确定”按钮退出,回到图5-73所示“TUW设置”对话框。
单击“Addendum”按钮,弹出“类选择”对话框如图5-74所示。
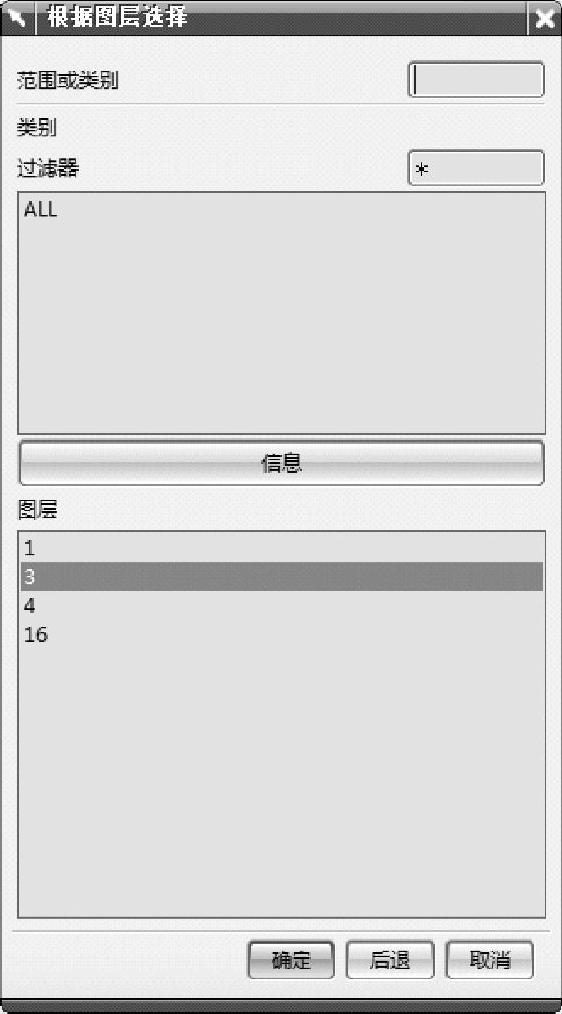
图5-70 “根据图层选择”对话框(一)
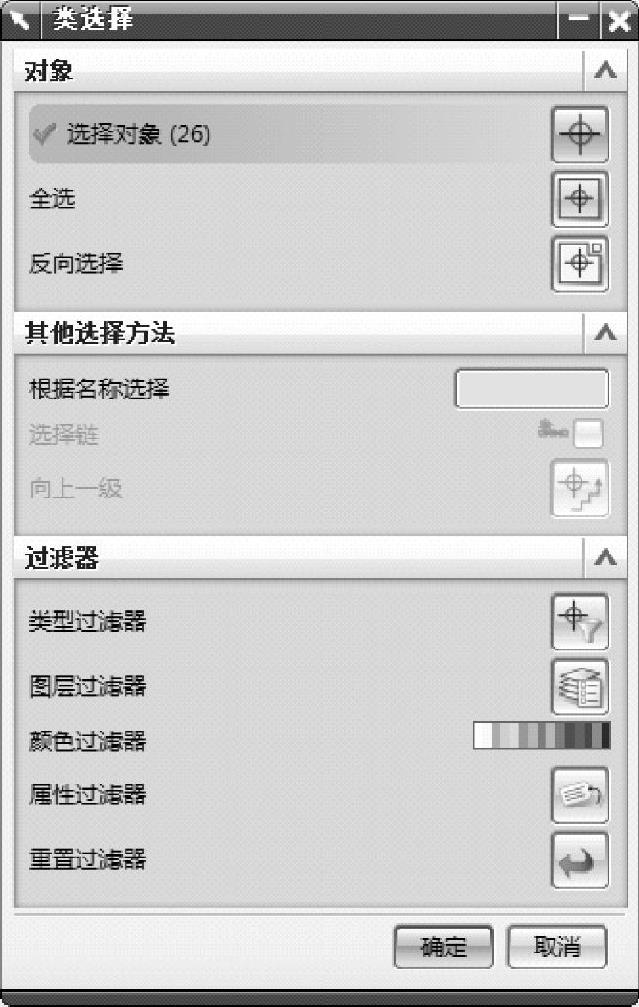
图5-71 “类选择”对话框(二)

图5-72 类选择显示操作
单击“图层过滤器”按钮,弹出“根据图层选择”对话框,如图5-75所示。
选择第4层,单击“确定”按钮退回到“类选择”对话框,单击全选 按钮,如图5-76所示,单击“确定”按钮退出。
按钮,如图5-76所示,单击“确定”按钮退出。
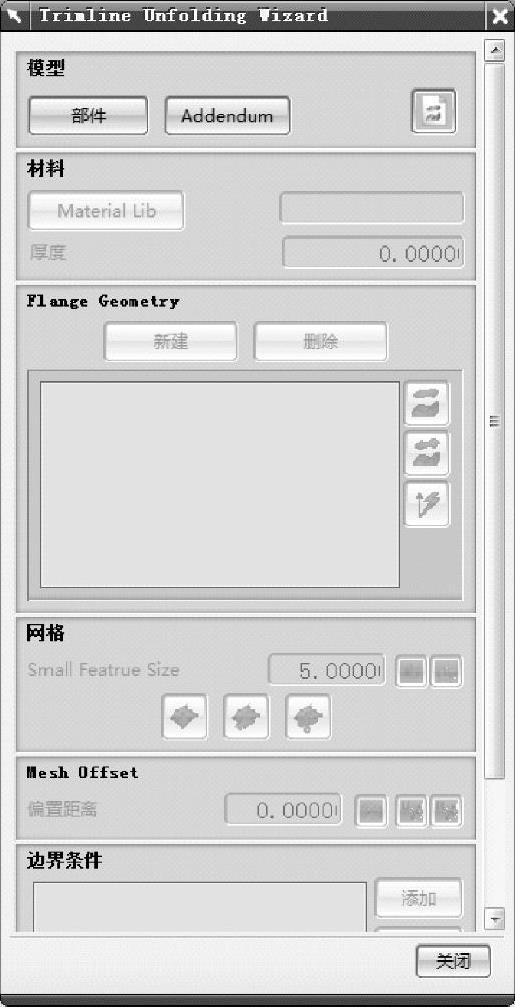
图7-73 “TUW设置”对话框
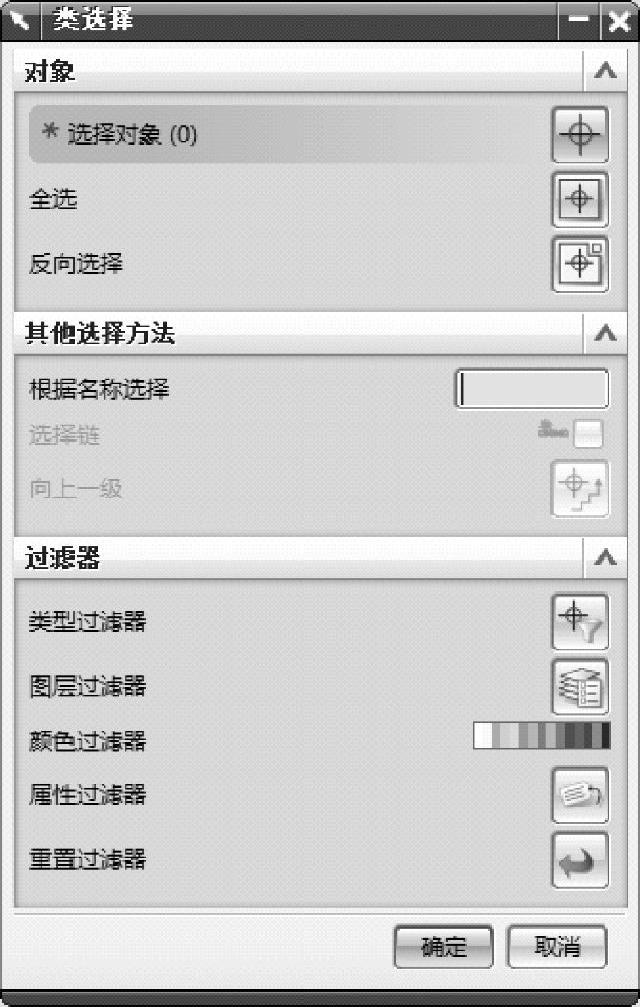
图5-74 “类选择”对话框(三)
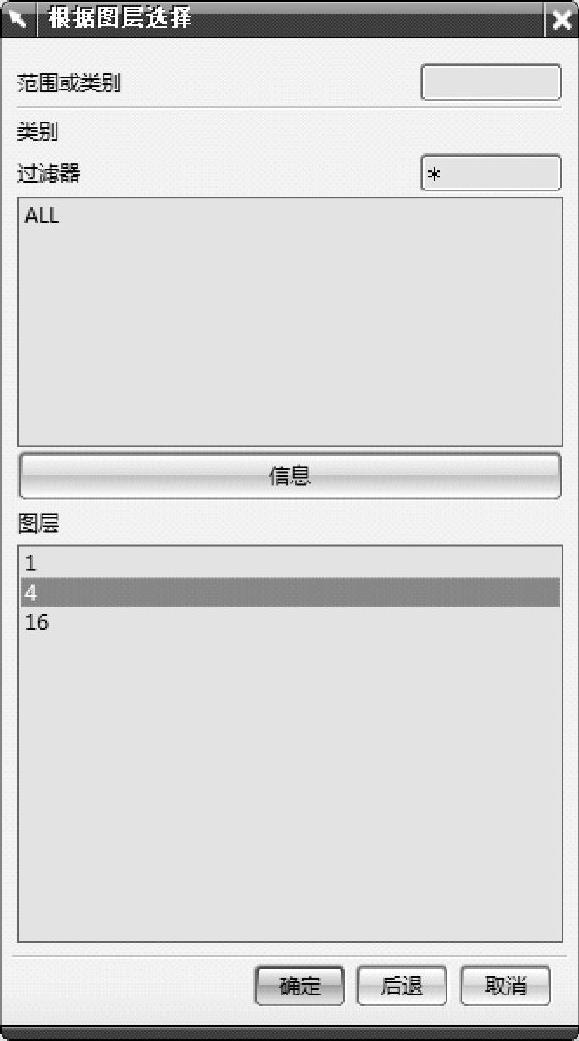
图5-75 “根据图层选择”对话框(二)
单击 按钮(图5-73),生成工程模型如图5-77所示。
按钮(图5-73),生成工程模型如图5-77所示。
4.定义材料
单击“Material Lib”按钮(图5-73),弹出“材料库”对话框,如图5-78所示。选择材料名称为“B250P1”。
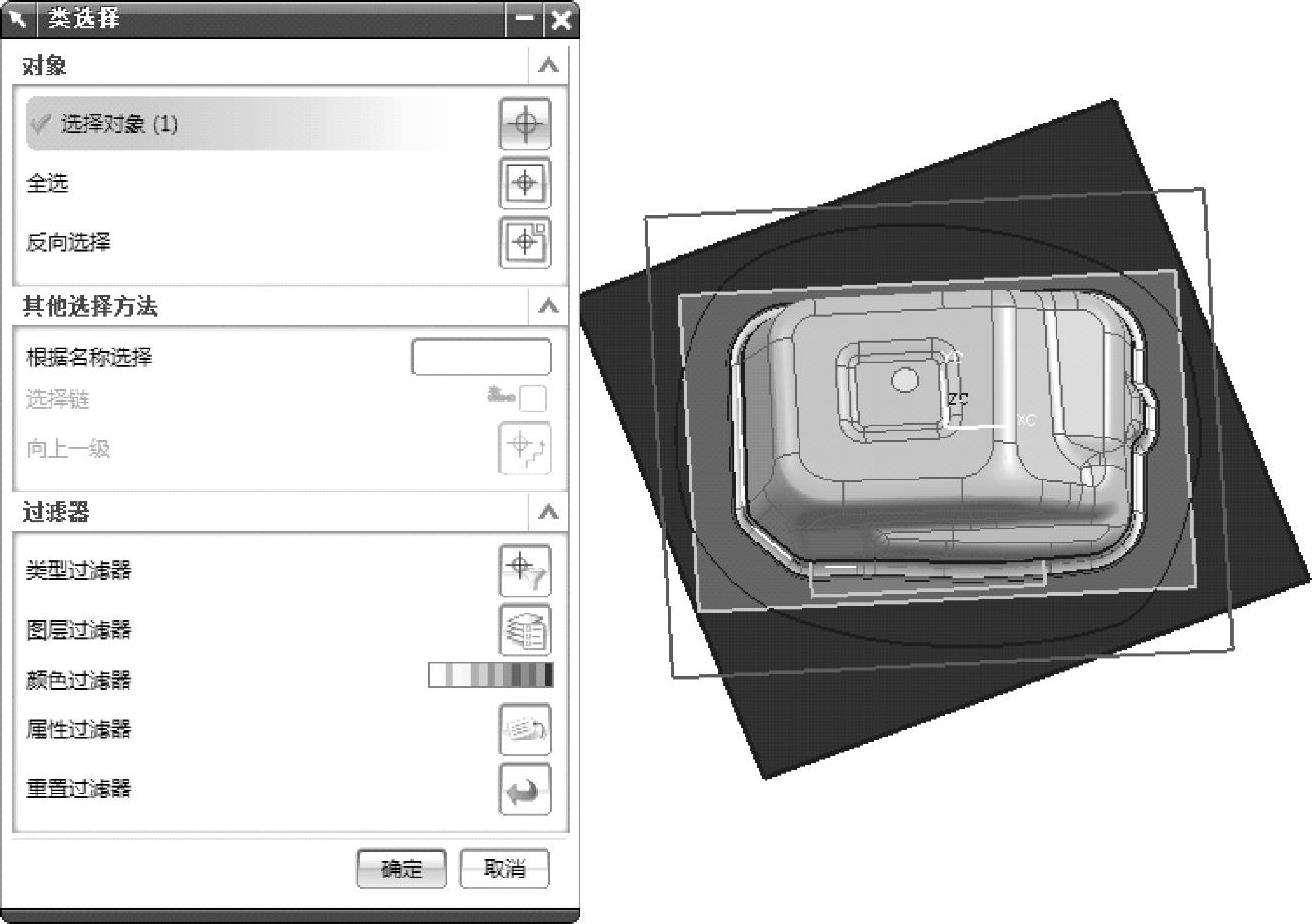
图5-76 类选择显示操作
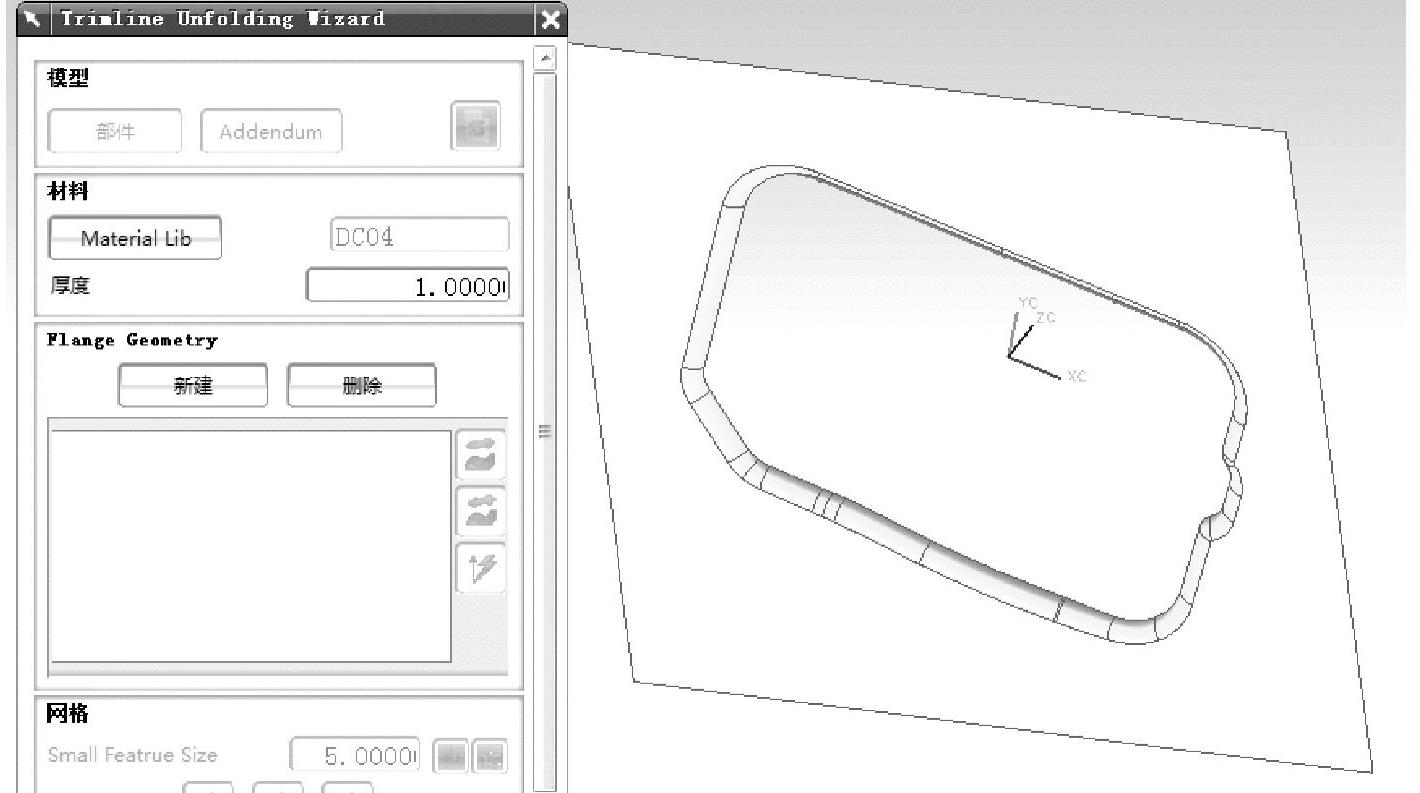
图5-77 TUW模型生成
在“厚度”文本框中输入“1.2000”,回车确定,如图5-79所示。
5.定义翻边区域
单击“新建”按钮,新建翻边区域,如图5-80所示。
单击 按钮(图5-80),弹出“类选择”对话框,如图5-81所示。选择翻边区域,如图5-82所示,单击“确定”按钮。
按钮(图5-80),弹出“类选择”对话框,如图5-81所示。选择翻边区域,如图5-82所示,单击“确定”按钮。
选择参考区域,如图5-83所示,单击“确定”按钮。

图5-78 “材料库”对话框
图5-79 材料厚度定义对话框

图5-80 翻边区域选择
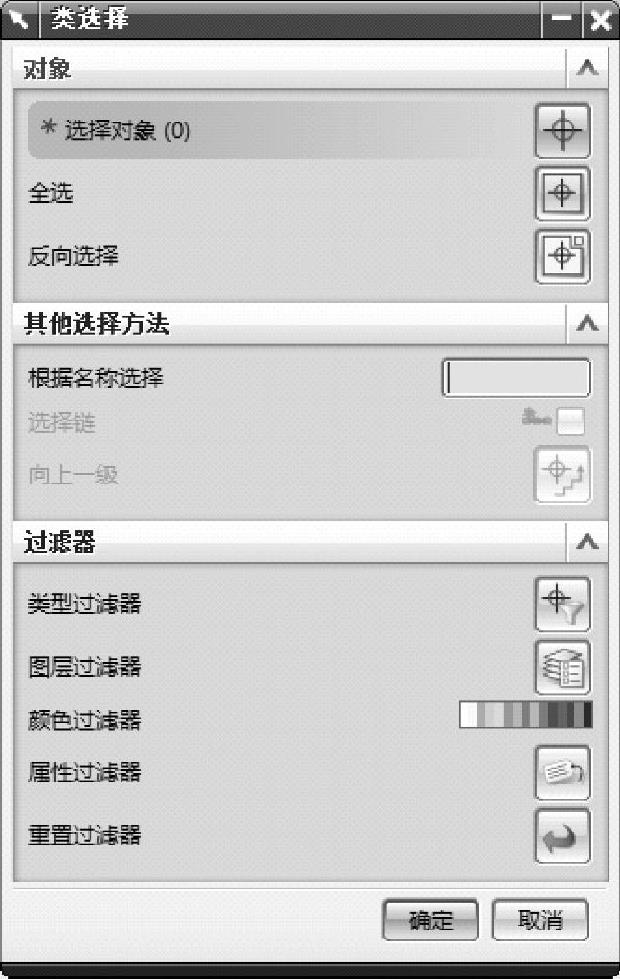
图5-81 “类选择”对话框
单击 按钮,确定翻边方向,选择“Auto_defined”选项,单击“关闭”按钮退出,如图5-84所示。
按钮,确定翻边方向,选择“Auto_defined”选项,单击“关闭”按钮退出,如图5-84所示。
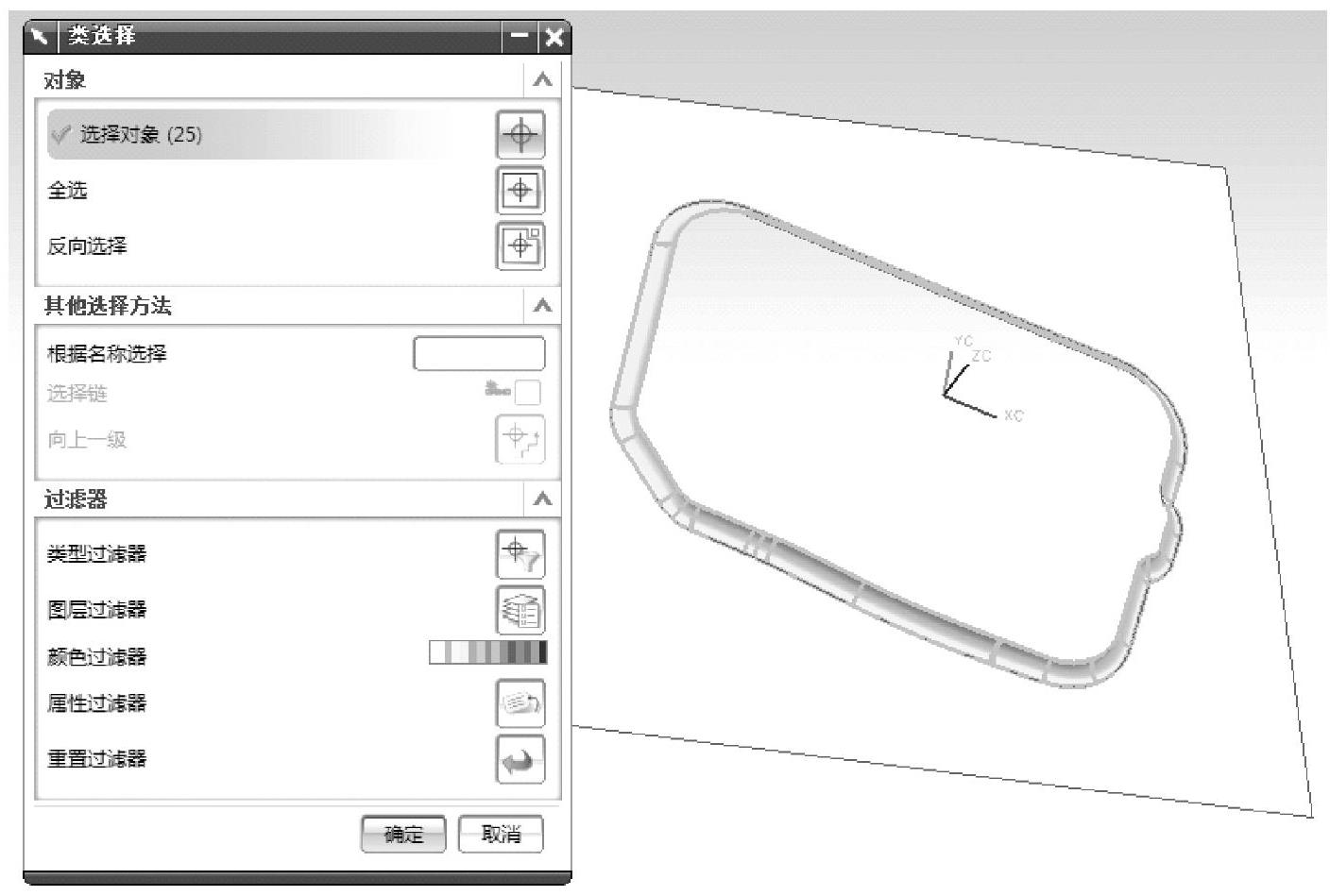
图5-82 翻边区域选择

图5-83 工艺补充面选择
6.网格剖分
单击 按钮,如图5-85所示,弹出“网格”对话框,选择最小的圆角半径为5.0000。翻边区域最小圆角选取如图5-86所示,单击“确定”按钮退出。
按钮,如图5-85所示,弹出“网格”对话框,选择最小的圆角半径为5.0000。翻边区域最小圆角选取如图5-86所示,单击“确定”按钮退出。

图5-84 翻边参数设置
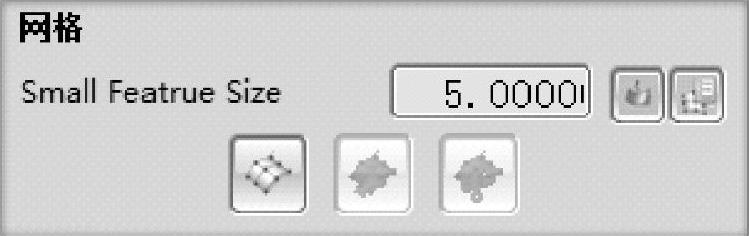
图5-85 “网格”对话框
单击 按钮(图5-85),弹出信息提示框,如图5-87所示,单击“Yes”按钮退出。
按钮(图5-85),弹出信息提示框,如图5-87所示,单击“Yes”按钮退出。
7.网格偏置
单击 按钮,如图5-88所示。弹出“MeshOffset”对话框,如图5-89所示。在类型下拉列表框中,可以选取偏置方向,单击
按钮,如图5-88所示。弹出“MeshOffset”对话框,如图5-89所示。在类型下拉列表框中,可以选取偏置方向,单击 按钮选取最小半径,如图5-90所示,单击“确定”按钮。
按钮选取最小半径,如图5-90所示,单击“确定”按钮。
8.定义约束
单击 按钮,弹出“边界约束”对话框,如图5-91所示。
按钮,弹出“边界约束”对话框,如图5-91所示。
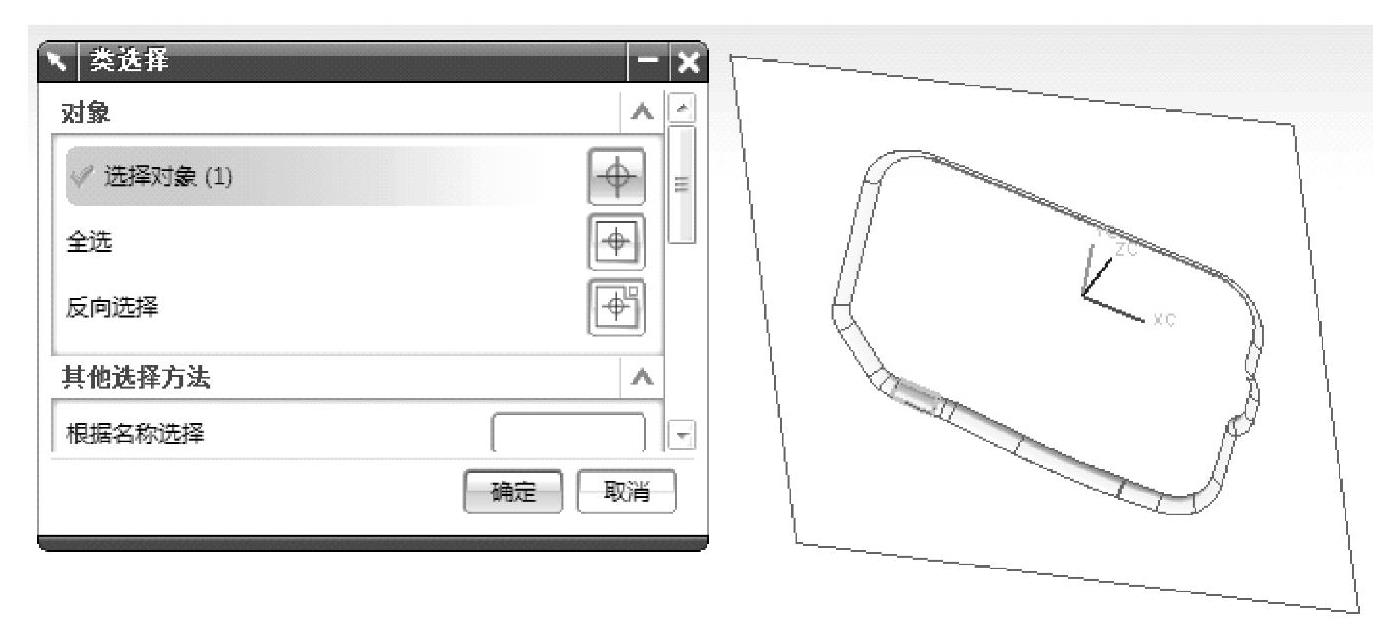
图5-86 翻边区域最小圆角选取
单击 按钮,弹出“边界约束”对话框,如图5-92所示。
按钮,弹出“边界约束”对话框,如图5-92所示。
选取倒圆边界线,边界约束显示如图5-93所示。
单击“确定”按钮退出。
9.提交计算
单击 按钮,弹出“计算”对话框,如图5-94所示,提交计算。
按钮,弹出“计算”对话框,如图5-94所示,提交计算。
10.后处理(略)
11.设计结果的检测与校验
1)成形工序与工艺的设计,对板料成形的影响,及其成形的合理性。
2)任务工艺分析与设计。本任务的关键工艺环节在于对冲压成形坯料的设计、成形工艺的设计、成形工序的安排、成形参数的设置。
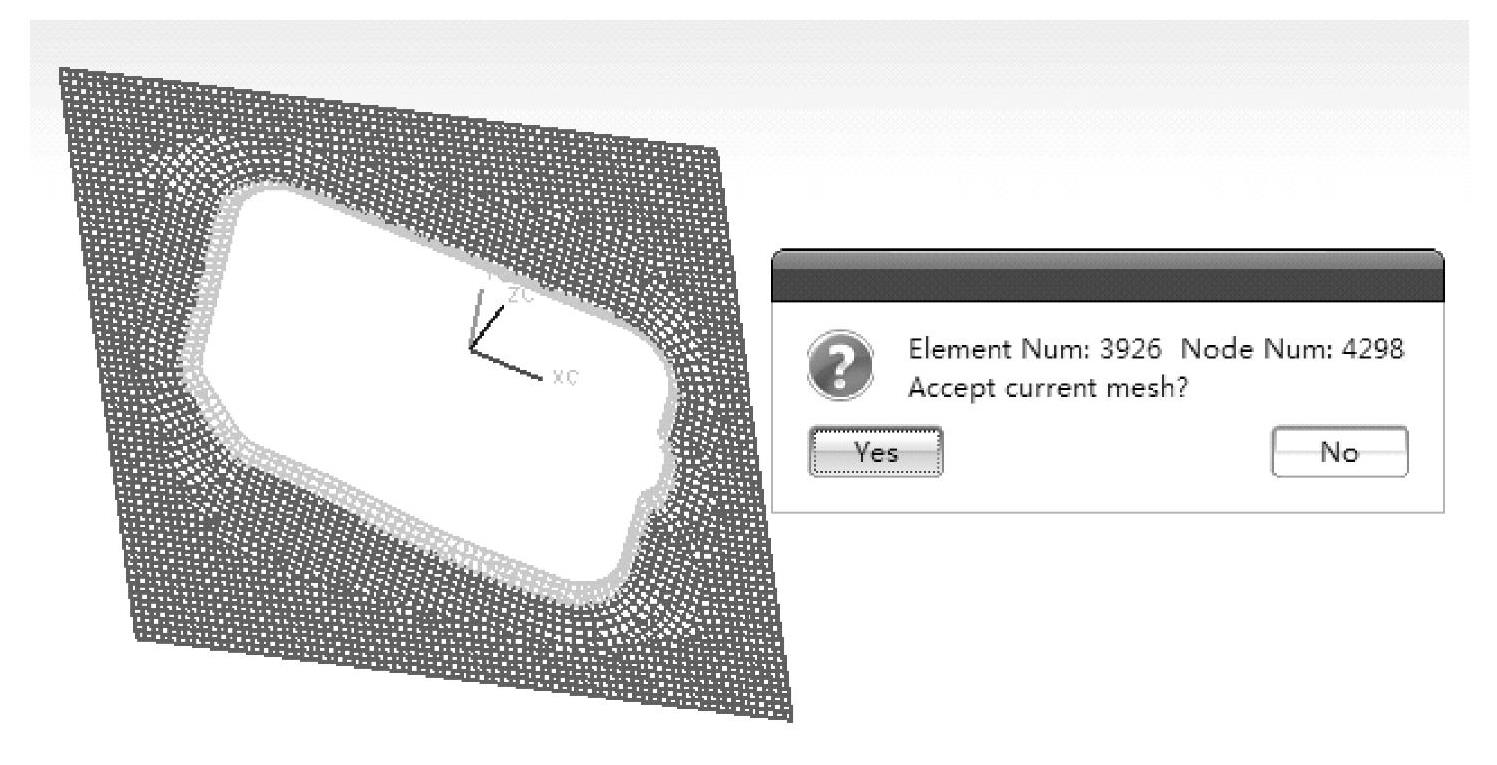
图5-87 翻边区域网格划分信息提示
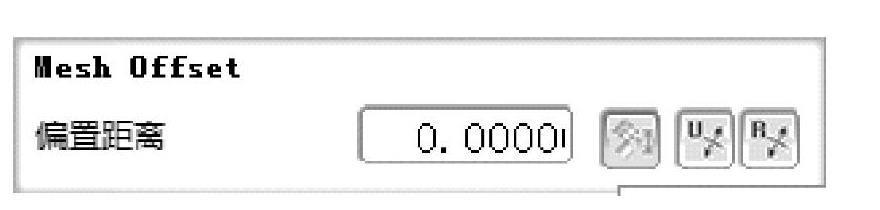
图5-88 “翻边偏置设置”对话框
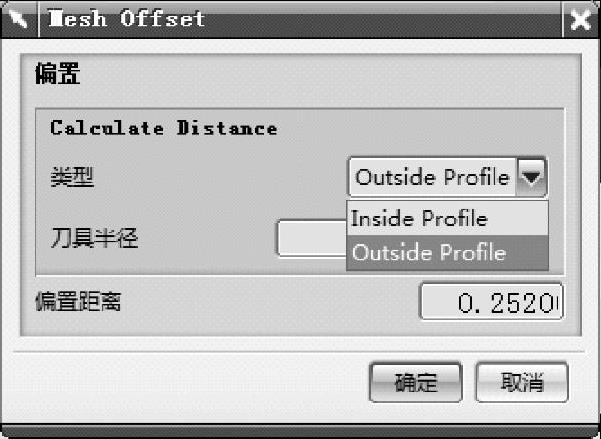
图5-89 “翻边偏置参数设置”对话框
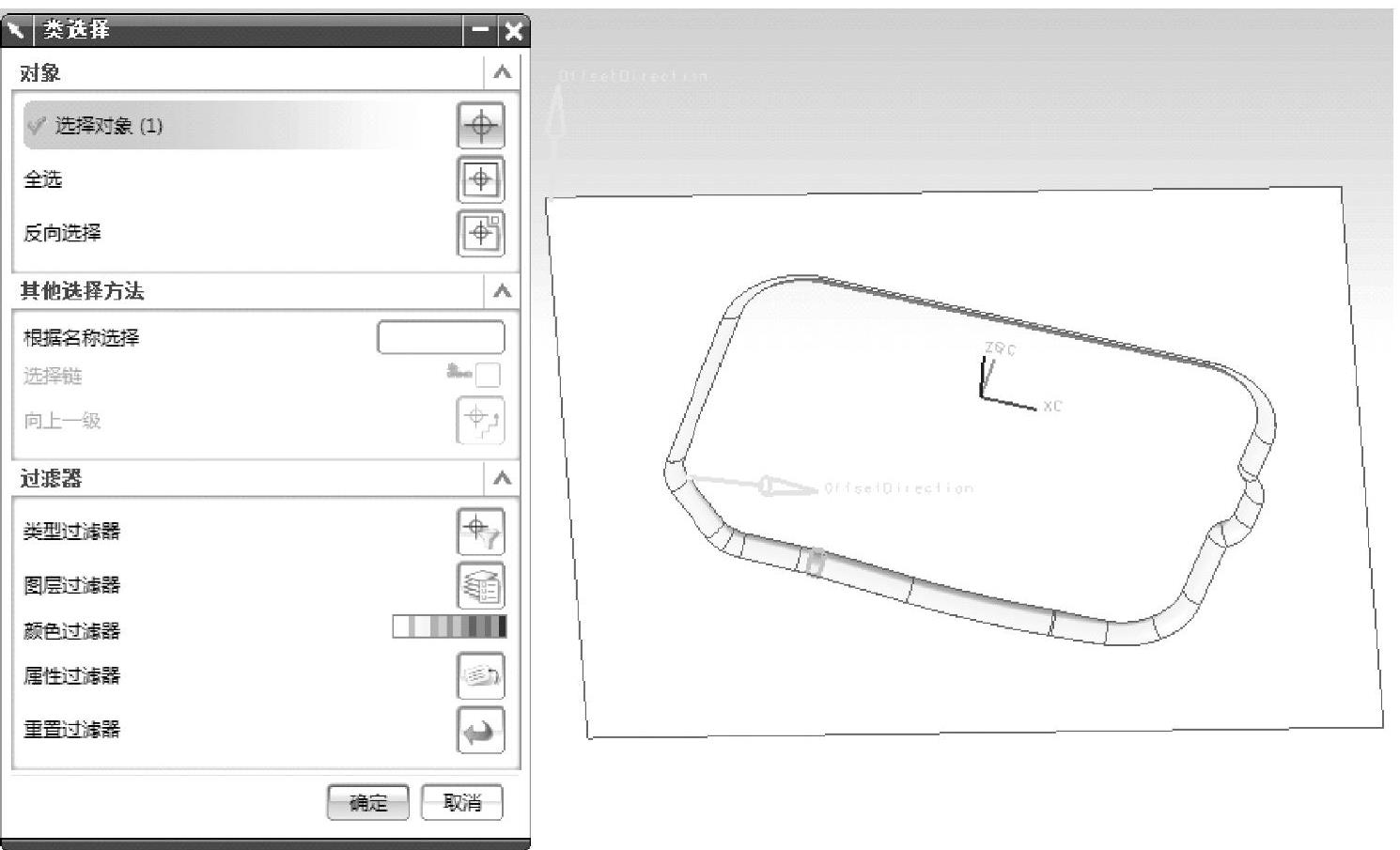
图5-90 偏置方向显示
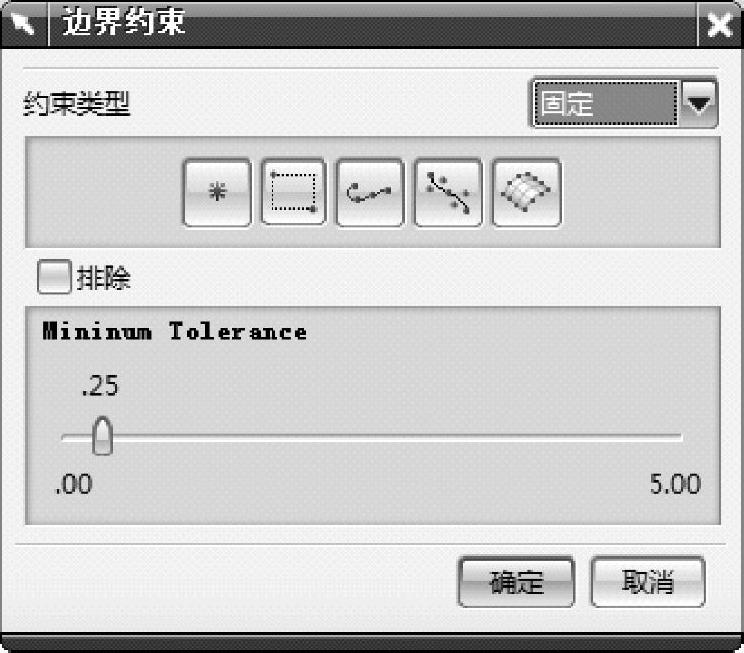
图5-91 “边界约束”对话框(一)

图5-92 “边界约束”对话框(二)

图5-93 边界约束显示

图5-94 “计算”对话框
有关现代冲压工艺与模具设计技术的文章

自由锻基本工序表5-1自由锻工序自由锻基本工序表5-1自由锻工序续表续表1. 基本工序自由锻的基本工序是指锻造过程中使金属产生塑性变形,从而达到锻件所需的形状和尺寸的工艺过程。自由锻主要包括以下几个工序:镦粗:是使坯料高度减小、横截面积增大的工序,适用于块状、盘套类锻件的生产。确定自由锻变形工序主要是依据锻件的形状、尺寸、技术要求、生产批量和生产条件等。......
2023-06-24

(一)设计的前期准备前期的准备工作主要包括阅读产品零件图,收集、查阅有关资料,根据产品的原始数据研究设计任务,分析产品实施冷冲压加工的可能性、经济性等。本设计的产品材料是45钢,属优质碳素结构钢,其力学性能是强度、硬度和塑性指标适中,经退火后,用冲裁的加工方法是完全可以成形的。②落料、冲孔单工序模,工序图如图2-55所示。......
2023-06-30

Stage1.插入工序Step1.选择下拉菜单命令,系统弹出“创建工序”对话框。Step2.选取图3.3.10所示的面为切削区域,单击按钮,完成切削区域的创建,同时系统返回到“底壁加工”对话框。图3.3.12 设置精加工刀路●复选框:取消选中该复选框可防止刀柄与工件或检查几何体碰撞。通常在粗加工或半精加工时会留有一定的部件余量用于精加工。......
2023-06-18
工序集中就是零件的加工集中在少数工序内完成,而每一道工序的加工内容却比较多;工序分散则相反,整个工艺过程中工序数量多,而每一道工序的加工内容则比较少。在拟订工艺路线时,工序是集中还是分散,即工序数量是多还是少,主要取决于生产规模和零件的结构特点及技术要求。大批量生产时,既可采用多刀、多轴等高效率机床将工序集中,也可将工序分散后组织流水线生产。目前的发展趋势是倾向于工序集中。......
2023-06-29

六、工序间的护色处理果蔬原料去皮和切分之后,放置于空气中,很快会变成褐色,从而影响外观,也破坏了产品的风味和营养价值。工序间的短期护色,一般采用1%~2%的食盐溶液即可,浓度过高,会增加脱盐的困难。果蔬所用的抽空液常用糖水、盐水或护色液三种,依种类、品种和成熟度不同而选用。......
2023-11-29
Stage1.创建工序Step1.将工序导航器调整到程序顺序视图。Stage2.设置一般参数在“型腔铣”对话框的下拉列表中选择选项;在下拉列表中选择选项,在文本框中输入值50.0;在下拉列表中选择选项,在文本框中输入值1.0。Step3.单击按钮,系统返回到“型腔铣”对话框。Stage6.生成刀路轨迹并仿真生成的刀路轨迹如图10.1.5所示,2D动态仿真加工后的模型如图10.1.6所示。图10.1.5 刀路轨迹图10.1.6 2D仿真结果......
2023-06-18

Stage1.创建工序Step1.选择下拉菜单命令,系统弹出如图6.3.4所示的“创建工序”对话框。在下拉列表中选择选项,然后选取图6.3.7所示的面。Stage3.设置刀轴在“镗孔”对话框的区域选择系统默认的作为要加工孔的轴线方向。Step4.单击按钮,返回“镗孔”对话框。Step2.设置通孔安全距离。在文本框中输入值1.5。......
2023-06-18
相关推荐