(一)认知调控法情绪的产生、性质及程度都与认知因素有关,人可以通过提高认知水平,学会对情绪的自我调控,培养、保持健康的情绪。情绪疏泄法也有“度”的问题,不能把合理的情绪疏泄理解为疯狂式的情绪发泄。所以情绪疏泄的方法应强调其合理性,情绪的发泄不得损害他人的利益。......
2023-11-07
1.切线机构的组成(见图11-36)
如图所示,在缝制完成后,由于扣夹提升杠杆的驱动,使切线连结板(后)前行,动刀的分线爪分开线后,由切线刀切线。
2.动刀的配合调整(见图11-37)
(1)调整标准 进入止动状态,扣夹完全提起时,切线连接板(前)1与L型提升杆2沟槽端面的距离为12~13mm(MB—377为10.5~12.5mm)。调整值过窄(10mm以下)时,由于止动时动刀越程动作而使分线爪与定刀或拨线板导向座碰撞而造成分线爪折断;调整值过宽(15mm以上)时,机器在运转中,分线爪与拨线板导向座接触造成分线爪折损。
(2)调整方法 放倒机头后,卸下防油板,松开螺母4两个,前后调节联接螺钉5进行调整。另外,松开螺母4时,切线连接肘节6大致呈水平状态。
调整值过大,使切线时间过晚,料内侧的线头会过长;调整值过小,使切线时间过早,会造成最后一针的刹线不良(易绽线),或因分线不良而造成同时切断两根线,或切不断线等切线不良现象。
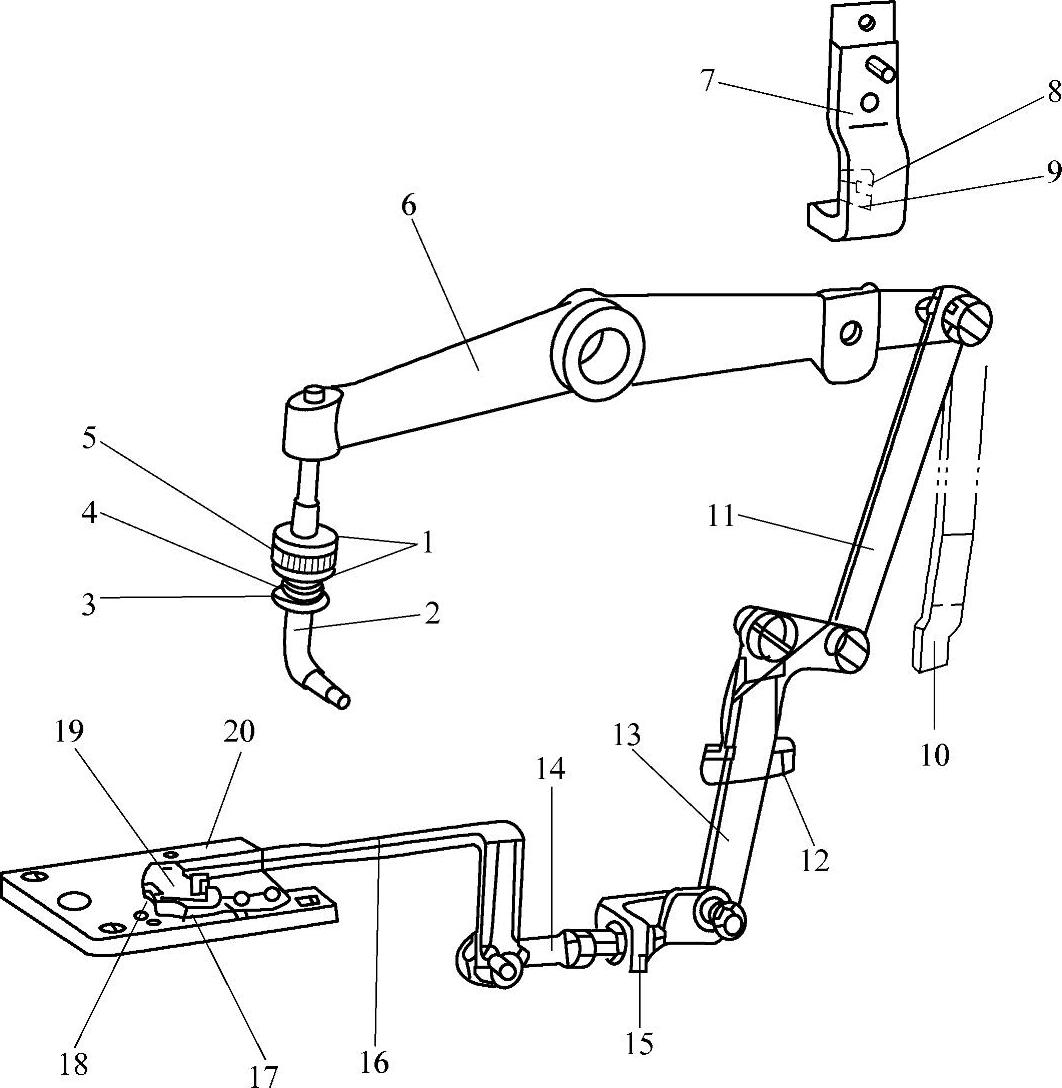
图11-36 切线机构的组成
1—止动缓冲弹簧座 2—L型提升杆 3—弹簧座 4—止动缓冲弹簧座 5—止动缓冲垫 6—扣夹提升杠杆 7—线张力调节杆导线座 8—调节螺钉 9—调节螺钉螺母 10—扣夹提升板 11—切线连杆 12—切线杆座 13—切线杆 14—切线连结肘节 15—切线连结板(后) 16—切线连结板(前) 17—定刀 18—动刀分线爪 19—动刀 20—针板
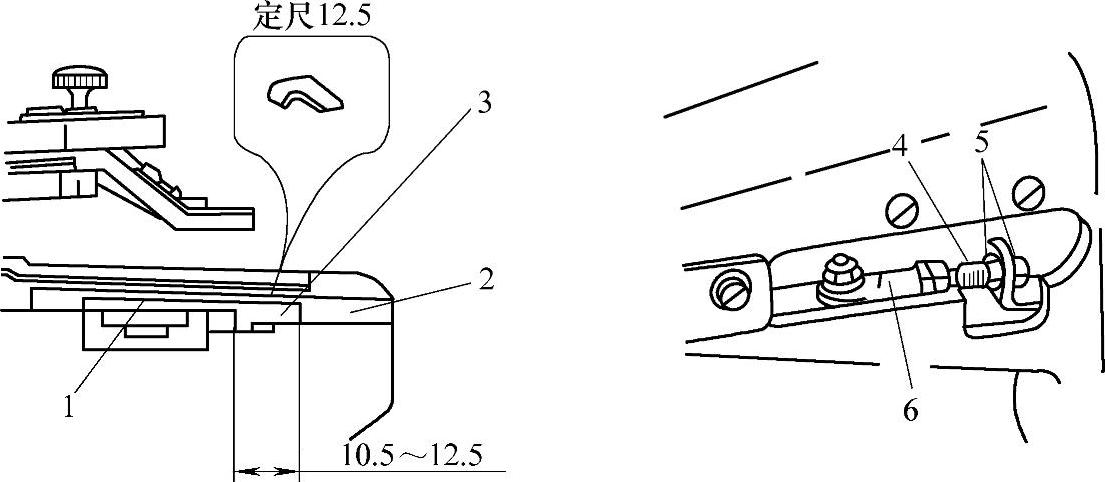
图11-37 动刀的配合调整
1—切线连接板(前) 2—针板 3—定尺 4—螺母 5—联接螺钉 6—切线连接肘节
注意:切线机构是靠扣夹的压力弹簧来复位的。若压力弹簧被拆下,切线机构将无法复位,所以在拆下压力弹簧进行各项调整时,切勿起动机器。
3.切刀分线勾的高度调整(见图11-38)
(1)调整标准 分线勾与弯针的间隙为0.5~0.7mm。分线勾太高,机针的线与缝料的线就不能确实分开,造成不断线或切断两根线,下次缝制时造成线从针中脱出。
(2)调整方法 弯曲分线勾的端部来调整。
4.扣夹提升杆与调节螺钉的间隙(见图11-39)
(1)调整标准 扣夹提升杆1的端面与调节螺钉2的间隙应调整为0.5mm。

图11-38 切刀分线勾的高度调整
1—分线勾 2—弯针 3—分线勾的头部
(2)调整方法 转动调节螺钉2,使其与扣夹提升杆的间隙达到0.5mm。调节后,用锁紧螺母3加以锁定。
5.L形扣夹提升杆的安装(图11-40)
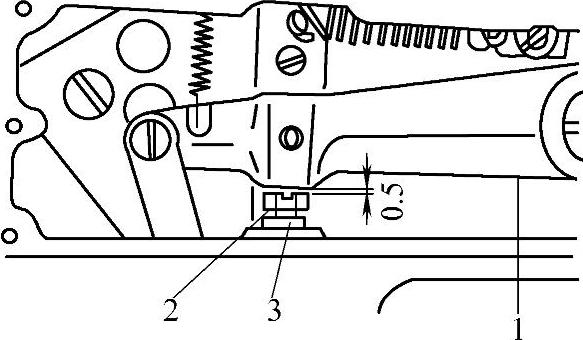
图11-39 扣夹提升杆与调节螺钉的间隙
1—扣夹提升杆 2—调节螺钉 3—锁紧螺母

图11-40 L形扣夹提升杆的安装
1—L形提升杆 2—复位弹簧 3—缓冲垫座 4—缓冲垫 5—缓冲垫垫板 6—固定螺钉
1)按动刀复位弹簧2、缓冲垫座3、缓冲垫4和缓冲垫垫板5的顺序将这些零件装在L形提升杆1上。
2)在确认完全进入止动状态后,机头部位应与缓冲垫座能密实接触,无间隙时,将固定螺钉6紧固。
有关服装机械设备使用维修手册的文章

(一)认知调控法情绪的产生、性质及程度都与认知因素有关,人可以通过提高认知水平,学会对情绪的自我调控,培养、保持健康的情绪。情绪疏泄法也有“度”的问题,不能把合理的情绪疏泄理解为疯狂式的情绪发泄。所以情绪疏泄的方法应强调其合理性,情绪的发泄不得损害他人的利益。......
2023-11-07

1 即使在今天,散珠花鼓仍然是自行车花鼓中最常规的类型。无论是前花鼓还是后花鼓,是卡飞花鼓还是旋飞花鼓,所有散珠花鼓都是用相同的基本方法来调节的。牢固地握住花鼓之后再试着前后转动轴杆。在调节花鼓之前,轴杆上必须锁紧有一套轴挡和锁紧螺母。如果很难调节好,这可能说明,花鼓受损了,或者只是充满了灰尘,这时需要检修和检查磨损情况。......
2023-08-30

完成送经运动的机构叫送经机构。调节送经机构的经纱张力调节装置如图8-48 所示。经纱张力的波动,使经纱对后梁的压力产生变化,在此过程中,吊杆的高度会随着变化,撑头撑动锯齿轮的齿数也发生相应变化,从而完成送经量以及经纱张力的调节。......
2023-06-16

机体对生理功能进行控制与协调,主要依靠两大法宝:神经调节和体液调节。神经调节的结构基础是神经系统,体液调节的结构基础是内分泌腺。局部信息随时传递到各级神经中枢,各级神经中枢随时接受来自上级和下级的信息,进行分析综合、上传下达。神经调节的基本工作方式是反射。这是因为,内分泌系统的每一种细胞或器官,也要接受来自整体的神经调节和体液调节。......
2023-11-03

大型电力系统的供电地区幅员宽广,电源和负荷的分布情况比较复杂,频率调整难免引起网络中潮流的重新分布。图6-7互联系统的功率交换图6-7表示系统A和B通过联络线组成互联系统。因此,对于系统A有对于系统B有互联系统应有相同的频率,故,ΔfA=ΔfB=Δf。当A、B两系统都进行二次调整,而且两系统的功率缺额又恰同其单位调节功率成比例,即满足条件时,联络线上的交换功率增量ΔPAB便等于零。这时,系统频率质量无法保证。......
2023-06-15

圆的切线________于过切点的半径.1.如图所示,∠APB=30°,O为PA上一点,且PO=6,以点O为圆心,半径为的圆与PB的位置关系是( ).(第1题)A.相离B.相切C.相交D.相切、相离或相交2.已知⊙O的半径是一元二次方程x2-3x-4=0的一个根,圆心O到直线l的距离d=6.则直线l与⊙O的位置关系是( ).A.相离 B.相切C.相交 D.无法判断(第3题)(第4题)4.如图,AB......
2023-07-03
成型盘的作用是将捣实后的混凝土按路面要求进行挤压成型。通过路拱调节装置成型盘,可按设计要求调整中央路拱。图6-10 成型盘总成1—路拱调节装置总成 2—成型顶模板 3、4、11、12—螺栓 5—超铺板 6—圆柱销 7—调整螺杆 8—圆锥销 9—侧模板 10—开口销成型盘可通过增加标准组件来调整摊铺宽度。成型盘由几个相互独立的标准组件用螺栓连接而成,但与中间部分是以铰接形式连接的,以便调节路拱。......
2023-09-20
相关推荐