为了满足该零件最终力学性能的要求,需要对其进行调质处理,45钢属于中碳钢,采用的热处理设备为箱式电阻炉、可控气氛炉或盐浴炉等,要减少零件的表面氧化或脱碳倾向,淬火温度为850~870℃,加热时间根据装炉量而定,例如箱式炉保温时间为60min即可,而盐浴炉的保温时间应为箱式炉保温时间的1/3~1/4,快速淬入质量分数为10%的氯化钠水溶液中,注意应最后冷却销帽部分。......
2023-08-18
利用中频感应炉冶炼奥氏体气阀钢时,要重点控制以下问题。
1.冶炼用原材料的选择
冶炼奥氏体气阀钢使用的原材料,包括中碳铬铁、低碳锰铁、氮化铬铁、氮化金属锰、钨铁、钼铁、钒铁、铌铁、返回料(本钢种返回料和不锈钢返回料)、碳素钢废料等。针对冶炼钢中硅含量的不同,分别选用相应牌号的原材料。
(1)冶炼低含硅量钢使用的原材料 表11-5列出冶炼低硅奥氏体气阀钢(硅的质量分数≤0.35%)使用铁合金的技术条件。控制由原材料带入的硅量,减少冶炼降硅量。
表11-5 冶炼低硅奥氏体气阀钢使用铁合金的技术条件
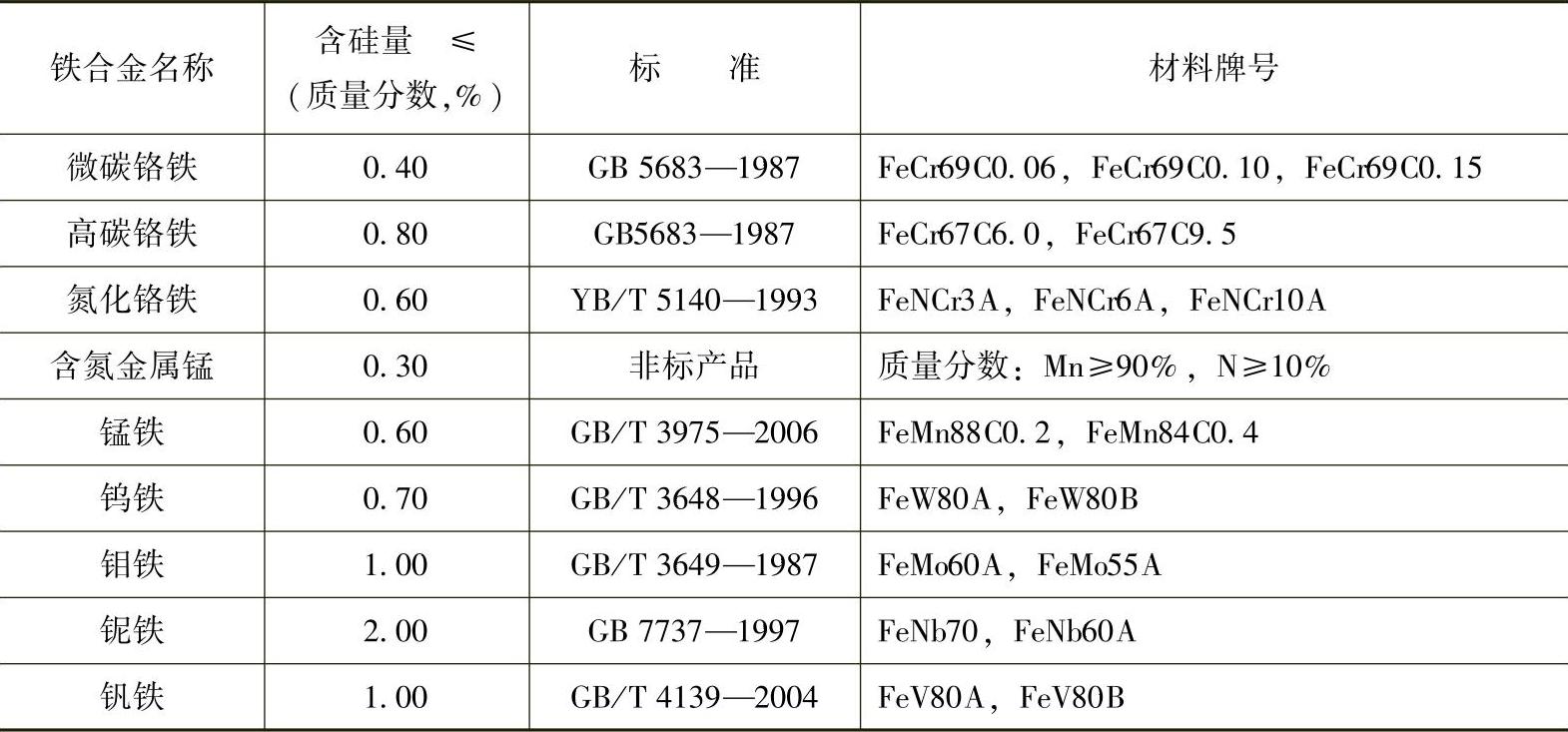
表中除限制铁合金的含硅量以外,还应当选用低磷牌号,以控制钢中磷含量。
(2)冶炼较高含硅量钢使用的铁合金 冶炼含硅量≤0.45%(质量分数,下同)的奥氏体气阀钢时,所使用的铁合金种类与表11-5相同。其中,微碳铬铁含硅≤0.80%,高碳铬铁含硅≤1.00%,氮化铬铁含硅≤0.80%,含氮金属锰含硅≤0.50%,其他铁合金中,含硅量按表中规定选用。
(3)其他原材料中含硅量的控制 其他原材料包括碳素废钢、配镍用不锈钢及造渣材料。其中,对含硅量和SiO2含量的要求如下:
1)碳素废钢。通常使用冷冲压废料,含硅量小于0.10%(质量分数,下同)另外,使用含碳量为0.30%左右的废钢,含硅量不大于0.35%,含磷量应小于0.03%。
2)不锈钢废料。主要用来配入镍,通常使用0Cr18Ni9(304)废料,要求含硅量不大于0.50%(质量分数,下同),含磷量应小于0.030%。
3)造渣材料。萤石中SiO2含量应不大于2.5%(质量分数,下同),相当于YB/T 5217—1997中FL97级萤石块的化学成分。石灰中SiO2含量应不大于2.5%。
2.中频感应炉冶炼低硅气阀钢时含硅量的控制方法
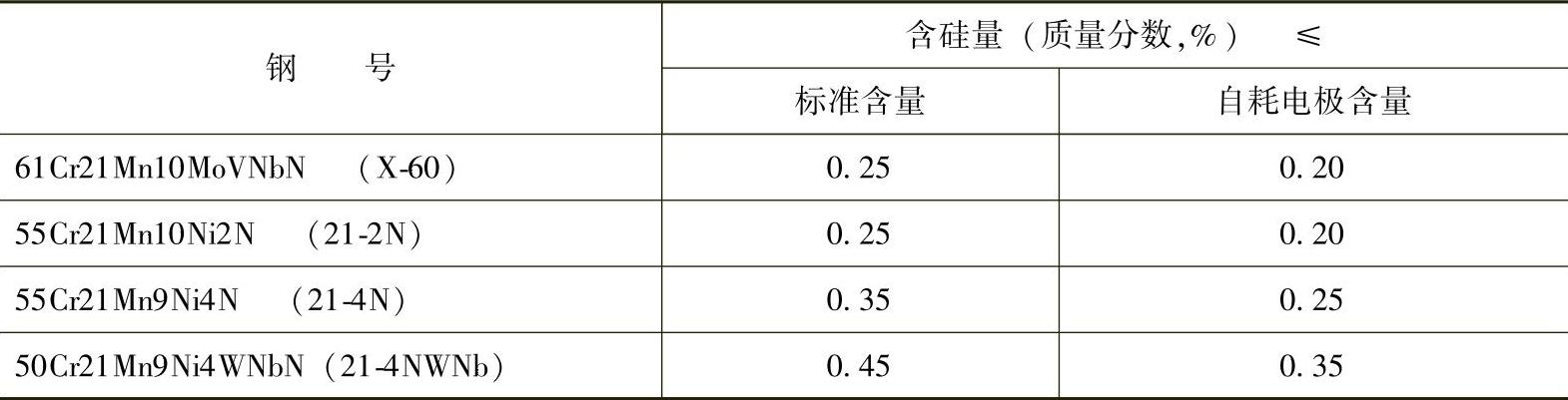
(1)双联法冶炼气阀钢中含硅量的控制 低硅气阀钢中含硅量的控制措施,包括感应炉炉料的选用、感应炉降硅和感应炉脱氧等方法。最终保证冶炼自耗电极含硅量应符合表11-6的规定。从表中数据可知:为电渣重熔过程预留的增硅量有限,特别是给X-60和21-2N两个钢号预留量仅为0.05%(质量分数,下同),其余两个钢号预留为0.10%。为此,感应炉冶炼时应尽量低控含硅量,以减轻电渣重熔时控硅的困难。
表11-6 奥氏体气阀钢中含硅量
(2)利用低硅炉料配料平衡含硅量 利用低硅铁合金和废钢、返回料进行配料,以便确定由炉料带入的硅量。当炉料含硅量超标时,应当根据成品自耗电极含硅量,将多余的硅量进行去除。
现在以55Cr21Mn9Ni4N钢为例进行配料和平衡炉料含硅量。计算结果列于表11-7中。从表中配料计算平衡含量可以看出:配料成分中,只有硅的总含量为0.57%(质量分数,下同)是超标的。按照自耗电极含硅量0.25%可知,超过了0.32%。这部分含硅量必须在感应炉冶炼时,采取措施给予降低。
(3)降低钢液含硅量的方法 中频感应炉冶炼气阀钢,降低钢液含硅量有以下三种方法,具体可以根据炉料含硅量超标情况酌情选用。
表11-7 奥氏体气阀钢55Cr21Mn9Ni4N的100kg配料单
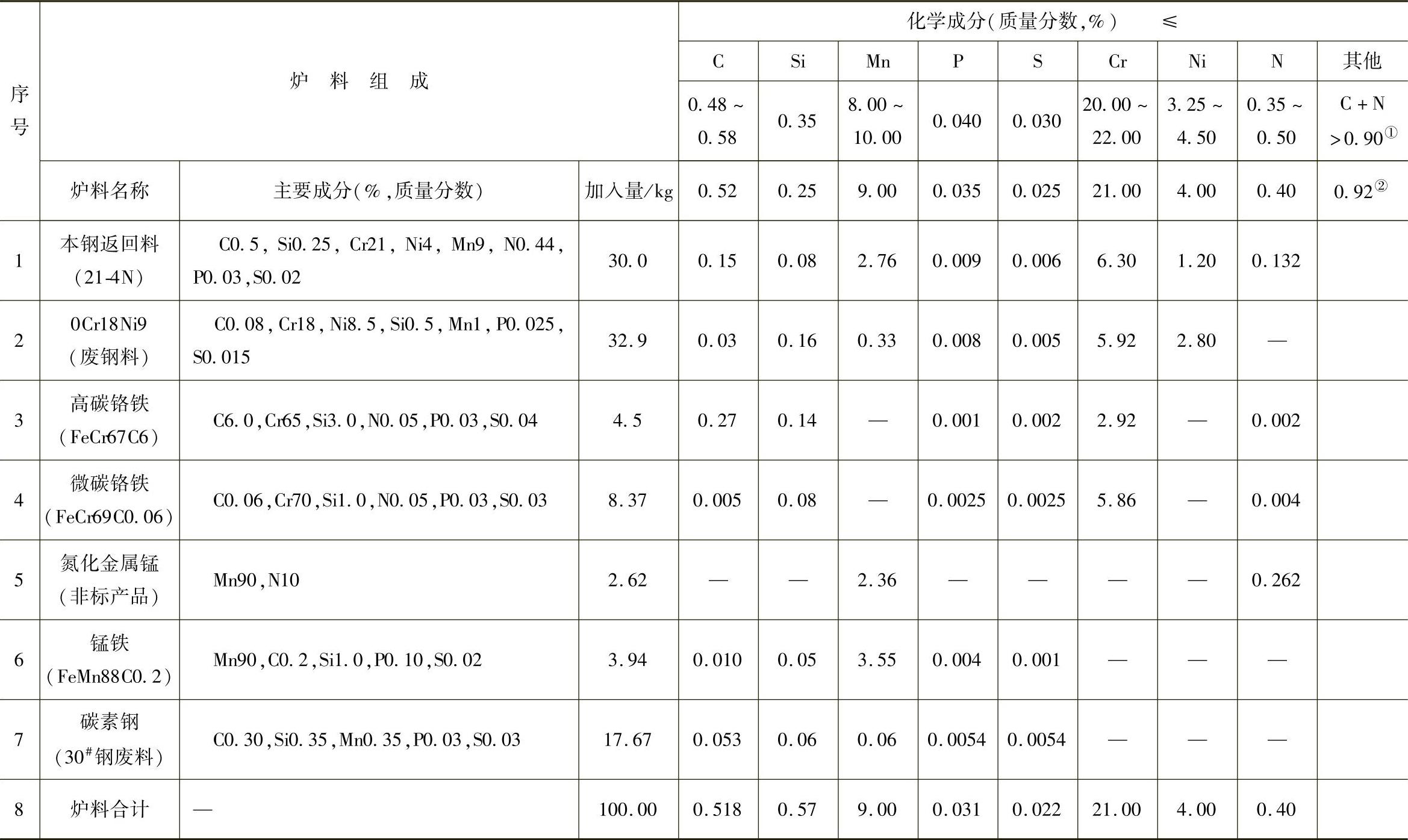
① 此行数据为钢的化学成分。
② 此行数据为计算配料的化学成分。
1)直接吹氧氧化法降低含硅量。炉料熔化过程中,通过向熔池吹氧,或熔清后向钢液吹氧,使硅直接氧化进入渣中而除去。硅按下式氧化:
[Si]+{O2}=(SiO2)
ΔG°=-827.13+0.228T
硅直接氧化为强放热反应,熔化期钢液温度低,有利于硅的氧化。氧化产物SiO2进入炉渣,与渣中CaO形成稳定硅酸钙2CaO-SiO2。吹氧后清除氧化渣,即达到降硅的目的。
向钢液吹氧时,吹氧管应伸入200~300mm深度,位居坩埚中央。吹氧压力为0.10~0.20MPa,以钢液不产生喷溅为准;吹氧的时间,由钢液降硅量而定。通常最终含硅量以达到约0.15%(质量分数,下同)为宜。该方法适用于降硅量在0.20%以上的情况,操作简便,效果明显,是比较好的降硅方法。
2)间接氧化法降低含硅量。通过向炉料中配入铁鳞(Fe3O4),或利用钢铁料自身氧化而产生的FeO,使硅氧化而除去。硅的氧化反应如下:
(Fe3O4)+[Fe]=4(FeO)
2(FeO)+[Si]=2[Fe]+(SiO2)
根据以上化学反应式计算得出,每氧化单位重量硅,需要消耗约2.54单位重量的Fe3O4。换言之,氧化1kg硅需要2.54kg的铁鳞(Fe3O4)。
操作方法如下:根据炉料平衡含硅量,确定应去除的硅量,计算出需要的铁鳞重量;然后在装料时,与底渣一起装入坩埚。铁鳞在使用前,应烘烤脱脂干燥。依次装入炉料,通电加热熔化,在熔化过程中,将炉料中的硅氧化。熔清后除去氧化渣;向钢液加入锰铁脱氧后,另造新渣,转入正常冶炼。
该降硅方法适用于降硅量在0.20%(质量分数,下同)左右的条件下使用。降硅量过多,需要的铁鳞量过大,给冶炼带来较大的难度。通常降硅量在0.2%以下较为适用。
3)利用炉料加热自行氧化降低含硅量。在炉料中配入适量的轻薄料(低碳冷轧薄板冲压下脚料)。在熔化期,该料自行氧化,产生氧化铁而使硅间接氧化,以达到降硅的目的。
这种依靠炉料氧化而达到降硅的方法,为一些厂家用来冶炼低硅气阀钢。但是,方法可行但不合理,大量的钢铁料被氧化,使金属利用率显著下降。通常轻薄料的使用量约为25%(质量分数,下同),而氧化量高达5%。这种轻薄料在使用前,还要进行高温脱脂烘烤,浪费能源。总之,这种方法不适合用于降硅量较高的配料。
(4)防止扩散脱氧过程钢液增硅 冶炼低硅气阀钢时,不能造中性渣,即用粘土砖碎块和高铝砖碎块造渣,以及使用铝粉进行扩散脱氧,以免引起钢液增硅。因为这种情况下,铝将渣中SiO2还原,使钢液增硅。
为了避免钢液增硅,冶炼时应造石灰-萤石渣,用铝粉进行扩散脱氧。此时使用的造渣材料萤石和石灰中,SiO2的含量(质量分数)应小于2.5%。另外,也可以利用电渣重熔的渣头,作为造渣材料。渣头中SiO2含量(质量分数)小于0.50%,不会引起钢液增硅。适当使用渣头可以节省渣料,降低生产费用。
3.中频感应炉冶炼奥氏体气阀钢时钢中碳、氮的控制
碳、氮是奥氏体气阀钢中的重要组成元素。在钢中具有很好的互补性,相互配合保持了气阀钢必需的高温强度、耐蚀性、耐磨性、冲击韧度等,使气阀钢具有良好的综合性能。为此,钢中碳、氮含量应匹配合理。根据生产实践,表11-8给出冶炼奥氏体气阀钢时,钢中碳、氮含量的控制值,以供配料时参考。
表11-8 冶炼奥氏体气阀钢时碳、氮含量的控制值(质量分数,%)
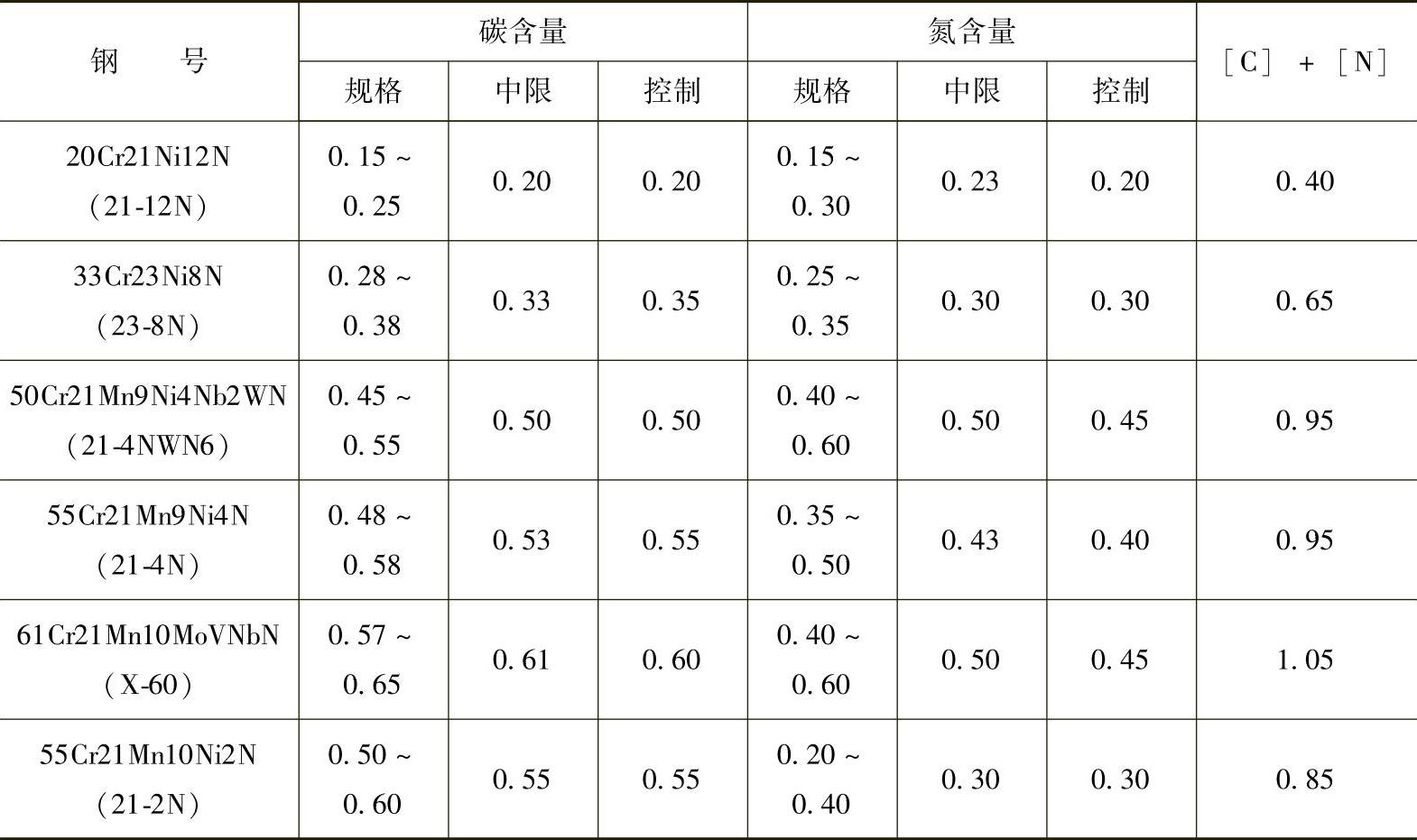
钢中碳的控制水平取中限和中上限;氮的控制水平取中限或中下限。
钢中碳、氮含量过低,钢的强度和耐磨损性能下降,使气阀的变形量和磨损量增加,缩短气阀的使用寿命。钢中碳、氮含量过高,钢的韧性降低而脆化,使热加工困难。
4.中频感应炉冶炼气阀钢钢中含氮量的控制
氮对气阀钢性能产生重要影响。为准确控制氮含量,感应炉冶炼时的控制氮操作要点如下:
(1)炉前应当配置快速定氮仪 冶炼含氮奥氏体气阀钢时,炉前应当配置快速定氮的仪器,以便及时掌握钢液含氮量。因为,钢液含氮量不仅只来源于炉料,还吸收大气中的氮。特别在熔化期,炉料中的铬铁在熔化过程能吸收数量可观的氮。为此,必须对熔清后钢液含氮量进行分析,作为控制含氮量的基础。在条件允许时,最好在炉前配置直读光谱仪进行快速定氮。
(2)准确掌握加氮用铁合金中的氮含量 通常用来向钢中加氮用的含氮铁合金有:氮化铬铁、氮化金属锰。其中,氮化铬铁中含氮量的均匀性较差。因此,使用前应多次取样分析含氮量是否均匀与稳定。然后通过试炼证明含氮量可靠之后,再正式启用。氮化金属锰中含氮量的均匀性较好,用氮化金属锰加氮的效果优于氮化铬铁。因为氮化金属锰的熔点低,易于溶化,氮的回收率稳定。
(3)控制钢液加氮温度和保持时间 通常向钢中加入含氮铁合金,是在还原期末,加氮后立即进行终脱氧和出钢。加氮后钢液温度和保持时间对氮的回收率有很明显影响。
图11-5示出冶炼Cr18Mn20NiN耐热钢时,钢液温度与氮溶解量的关系。从图中可知:随钢液温度升高,氮在钢中溶解量下降。因此,应适当控制加氮温度。从这点考虑,使用氮化金属加氮比使用氮化铬铁有利,后者熔点为1600℃,而氮化金属锰熔点为1200℃。氮化铬铁要求熔化温度高、熔化时间长,不利于氮的稳定回收。
钢液加氮后,应保持较低温度和立即进行浇注,以保持氮的高回收率。加氮后,钢液温度应保持在不高于1580℃,保持时间不宜超过5min。
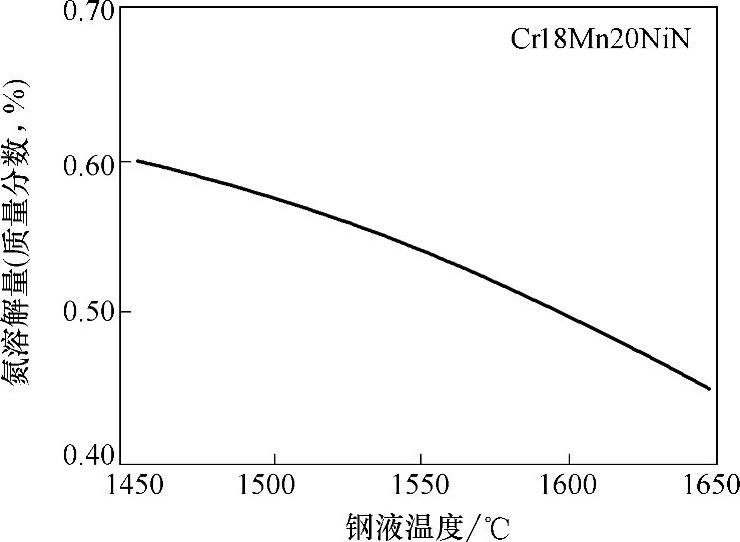
图11-5 温度对氮在Cr18Mn20NiN钢中溶解量的关系
(4)控制含氮钢液的出钢温度 冶炼奥氏体含氮气阀钢时,当钢液的出钢温度高于1600℃,出钢过程氮会从钢液中逸出,使氮的回收率明显降低。表11-9列出钢温度对55Cr21Mn9Ni4N钢中含氮量的影响,这是在5t中频感应炉中冶炼55Cr21Mn9Ni4N气阀钢,出钢前炉内保温5min后浇注时钢中含氮量的变化。表中数据说明:温度在1600℃时,氮的回收率平均为90.2%;温度低于1600℃时,氮的回收率平均达到97.6%。因此,为了稳定钢中含氮量,在冶炼含氮奥氏体气阀钢时,要控制加氮后钢液温度和出钢浇注温度低于1600℃,合适的出钢温度为1560℃左右。
表11-9 出钢温度对55Cr21Mn9Ni4N钢中含氮量的影响

注:分子为范围,分母为平均值。
总之,为了准确控制中频感应炉冶炼含氮奥氏体气阀钢的氮含量,应当注重选用合适的含氮铁合金和控制向钢中加氮的温度,以及出钢温度等条件,才能得到良好的效果。
5.中频感应炉冶炼奥氏体气阀钢的脱氧制度
冶炼奥氏体气阀钢选用的脱氧制度,关系到电渣重熔过程非金属夹杂物的去除效果。钢中非金属夹杂物的数量和形态,对气阀钢的使用性能产生重要影响。
(1)钢液的预脱氧 冶炼低硅气阀钢时,由于熔清钢液含硅量小于0.20%(质量分数,下同)与其平衡的含氧量很高。因此,在清除氧化渣另造新渣后,应对钢液进行预脱氧。
预脱氧剂利用炉料中配入的锰铁,加入量约为1.0%~1.5%。锰铁加入后,进行大功率搅拌1~2min,冶炼转入扩散脱氧。
(2)钢液的扩散脱氧 首先,将钢液温度提升到1560~1580℃,调渣使其具有较好的流动性。扩散脱氧剂使用铝粉或铝石灰。为此,要求炉渣中SiO2含量小于0.5%,要用优质低硅萤石调渣;或者使用电渣重熔渣头造渣,以保证渣中SiO2含量不超标,否则会使钢液增硅。
扩散脱氧铝粉用量为每吨钢0.5~1.5kg。扩散脱氧时,铝粉分4~6批加入,加至渣层后要点渣,使铝与炉渣接触反应,提高脱氧效果。每批脱氧剂加入后维持约10min。全程扩散脱氧时间:3t容量以下炉子,应不少于40min;3t以上容量炉子,应不少于60min。
(3)钢液的终脱氧 钢液终脱氧制度,根据气阀钢中含硅量不同,可分为以下两种方式。
1)控制含硅量气阀钢的终脱氧。冶炼供电渣重熔用自耗电极含硅量(质量分数)小于0.35%和0.25%的气阀钢,终脱氧时不宜使用含硅脱氧剂。因此,只能使用铝、铝镁合金、铝锆、铝钇二元合金。表11-10列出终脱氧用二元合金的化学成分。
表11-10 终脱氧用二元合金的化学成分
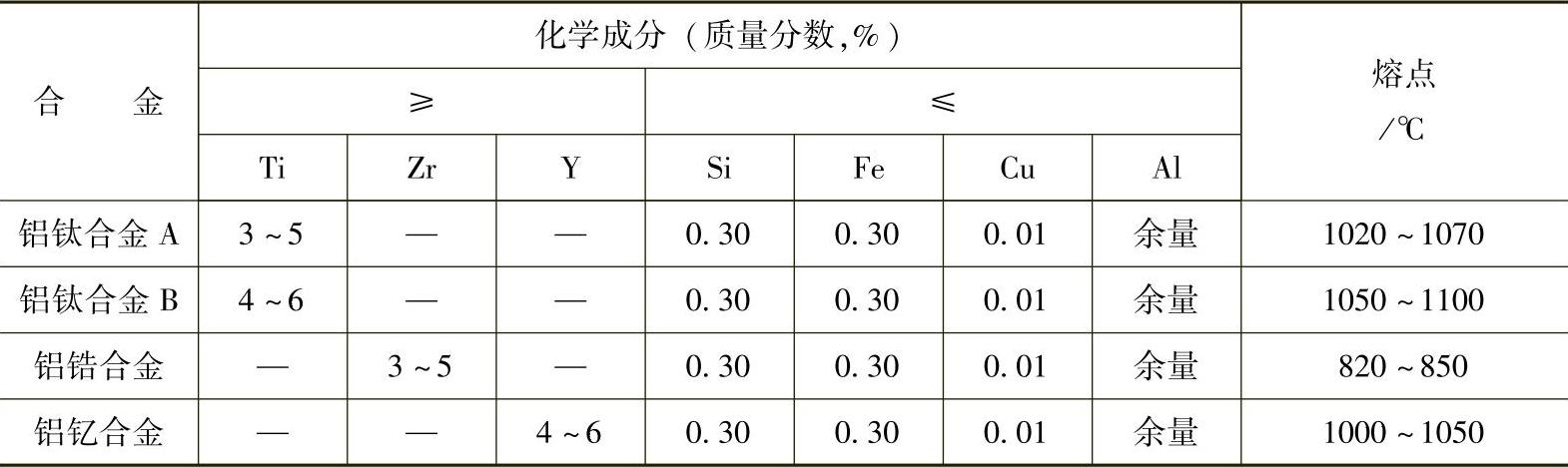
终脱氧剂用量约为钢液重量的0.10%~0.15%。在出钢前加入炉内或投入钢包中,用钢液冲熔。
2)含硅量正常钢号的终脱氧。含硅量(质量分数)大于0.40%的气阀钢终脱氧剂,可以选用复合脱氧剂,如硅钙钡铝合金,其组成(质量分数)为含Si=30%,Ca=12%、Ba=9%、Al=16%。加入方式和用量与上述二元合金相同。
6.合理使用返回料
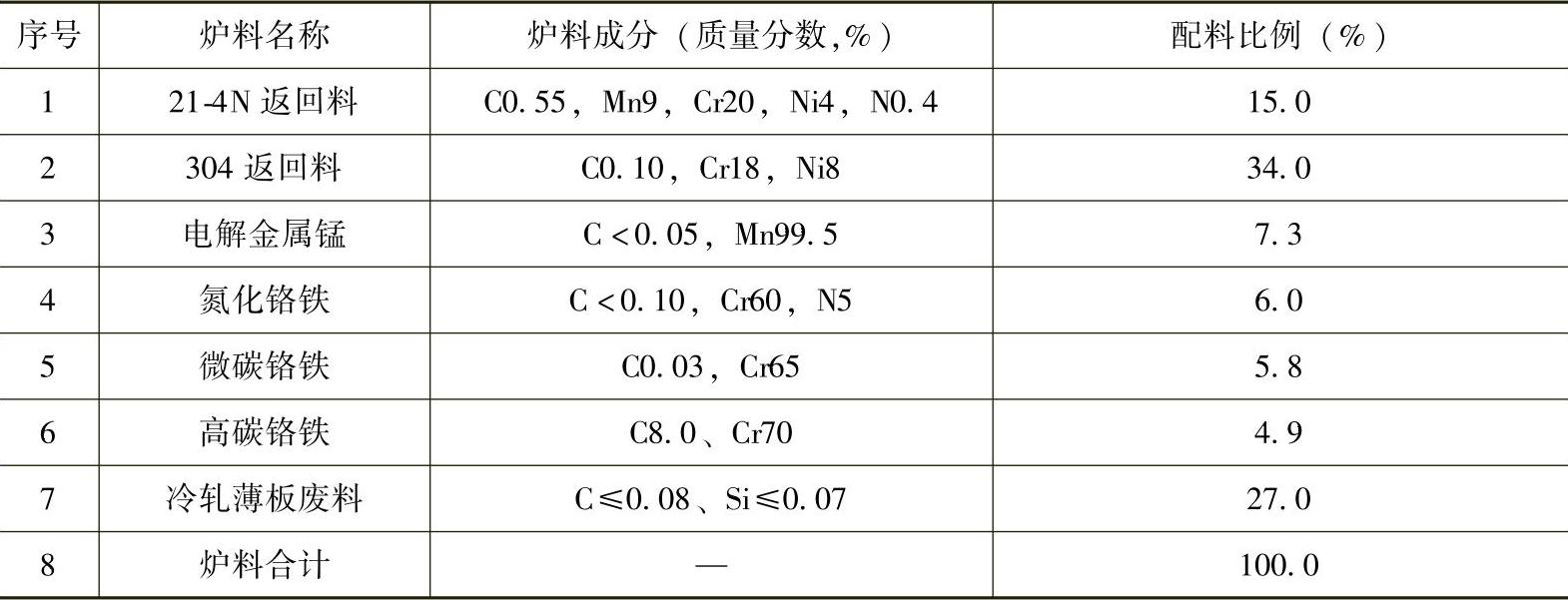
中频感应炉冶炼奥氏体气阀钢普遍使用返回料。表11-11列出奥氏体气阀钢21-4N典型的配料比例。从表中可以看出:返回料(本钢返回料和304不锈钢返回料)的总量为49%。如此大量使用返回料冶炼,会给钢的冶金质量带来不良影响,合理用量应为35%左右。
表11-11 奥氏体气阀钢21-4N典型配料比例
生产实践表明:冶炼配料中随着返回比例的升高,奥氏体气阀钢的合格率下降。以21-4N为例的统计结果表明:当采用全新料冶炼时,合格率为70%~75%;返回料用量每增加10%,合格率下降3%~5%;当返回料用量为70%时,合格率下降到50%。主要原因是夹杂物超标和成材率下降。
有关感应炉冶炼工艺技术的文章

为了满足该零件最终力学性能的要求,需要对其进行调质处理,45钢属于中碳钢,采用的热处理设备为箱式电阻炉、可控气氛炉或盐浴炉等,要减少零件的表面氧化或脱碳倾向,淬火温度为850~870℃,加热时间根据装炉量而定,例如箱式炉保温时间为60min即可,而盐浴炉的保温时间应为箱式炉保温时间的1/3~1/4,快速淬入质量分数为10%的氯化钠水溶液中,注意应最后冷却销帽部分。......
2023-08-18

(二)珠光体钢与奥氏体钢的焊接工艺1.焊接方法注意选择熔合比小、稀释率低的焊接方法。如果为了防止珠光体钢可能产生冷裂纹则需要预热,但预热温度比同种珠光体焊接要低一些。②直接施焊,主要是要保持珠光体钢坡口面熔深最小。......
2023-06-23

作为气阀钢应具备下列使用特性,才能适应其工作条件。奥氏体气阀钢主要用于排气阀。为此,要求气阀钢具有良好的高温强度。图11-2 气阀钢的高温抗拉强度图11-3示出奥氏体气阀钢在800℃时的疲劳强度。表11-1列出奥氏体气阀钢在两种介质中耐热腐蚀的试验结果。气阀钢是以磨光光亮状态交货的产品。......
2023-06-20

中频感应炉现已广泛应用于钢铁及其他有色合金的生产部门,在铸铁熔炼中也有广泛使用。表3-10 感应炉熔炼铸铁的能量平衡表3-10给出了一台8t工频感应炉与一台3t中频感应炉熔炼铸铁在相同时间内和产量相似条件下的能量平衡状况。目前晶闸管静止变频器已成为中频感应炉的主要供电电源。......
2023-06-24
气阀钢是在高温下使用的热强钢类,它对钢的冶金质量有较严格的要求。这将对气阀钢的高温强度、韧性和耐热腐蚀等性能产生显著的影响。硅是平衡钢中含氧量的主要脱氧元素。......
2023-06-20
应该指出的是,奥氏体不锈钢和珠光体钢焊件焊后进行热处理时,当加热到高温时,随着焊接接头在高温中受热膨胀,在松弛中降低了焊接应力,由于母材金属和焊缝金属的热物理性能有差异。奥氏体不锈钢和珠光体钢焊后进行的热处理,并不能消除焊接应力,只是焊接应力的重新分布。......
2023-06-15

反应产物被坩埚内表面工作层吸附。根据镍基高温合金加铝脱硫的试验,50kg容量CaO坩埚冶炼,在精炼期真空度0.10Pa、温度1500℃时,加入0.5%的铝,10min后合金中含硫量开始下降;20min后含硫量从0.003%下降至0.0003%,脱硫率约为90%。按上述经验进行高纯铁铬铝合金的脱硫操作。2)降温至结膜温度后加入质量分数为0.3%的铝,大功率搅拌1min,升温到1580℃,保温20min。3)出钢后立即清除附着于坩埚内壁上的含硫化物熔渣。......
2023-06-20

相关推荐