在Flash中创建的元件都位于“库”中,使用“库”面板可以方便对元件进行查找、编辑、复制等管理。默认情况下创建的元件都位于“库”面板根目录下,想移动元件只需要拖动元件到目标文件夹下即可。另外也可以如图8.22所示,在新建元件时单击标签“文件夹:”后的“库根目录”,在弹出的“移至文件夹”窗口中的选择“现有文件夹”内选择目标文件夹即可。......
2023-11-17
Pro/ENGINEER软件的野火版提供了挠性元件的装配功能。最常见的挠性元件为弹簧,由于弹簧零件在装配前后的形状和尺寸均会产生变化,所以装配弹簧需要较特殊的装配方法和技巧。下面以图6.2.1中的弹簧装配为例,说明挠性元件装配的一般操作过程。
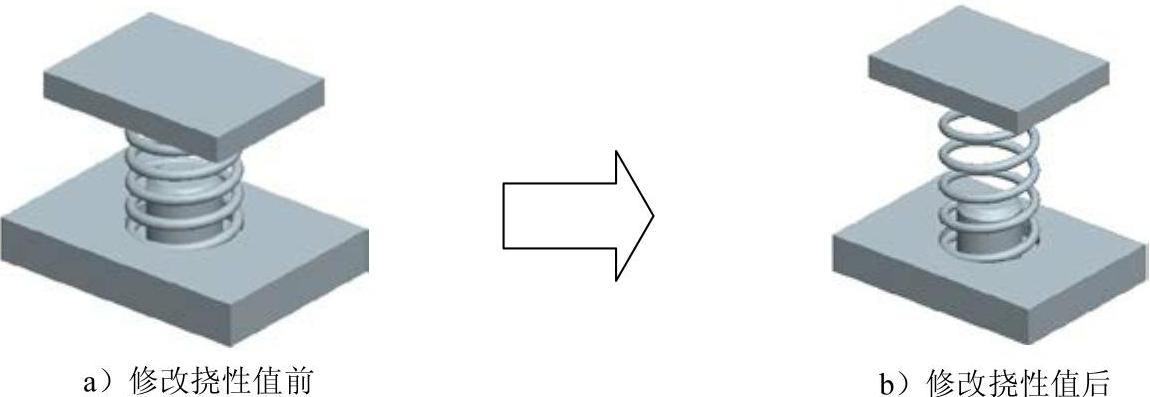
图6.2.1 挠性元件的装配
Stage1.设置目录
将工作目录设置至D:\proewf5.2\work\ch06.02,打开文件spring.prt。
Stage2.建立关系(注:本步的详细操作过程请参见随书光盘中video\ch06.02\reference\文件下的语音视频讲解文件spring-r01.avi)
Stage3.装配图6.2.2所示的弹簧
Step1.打开装配体文件spring_asm.asm(打开时可以将基准平面全部隐藏)。
Step2.选择下拉菜单 命令,打开零件模型文件spring.prt。
命令,打开零件模型文件spring.prt。

图6.2.2 装配弹簧
Step3.如图6.2.3所示,定义第一个约束 (SPRING零件的TOP基准平面和BASE_DOWN零件的圆柱形特征周围的凹面);定义第二个约束
(SPRING零件的TOP基准平面和BASE_DOWN零件的圆柱形特征周围的凹面);定义第二个约束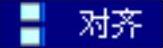 (两轴线对齐),在“元件放置”操控板中单击
(两轴线对齐),在“元件放置”操控板中单击 按钮。
按钮。
Stage4.将弹簧变成挠性元件(如图6.2.4所示)(注:本步的详细操作过程请参见随书光盘中video\ch06.02\reference\文件下的语音视频讲解文件spring-r02.avi)。
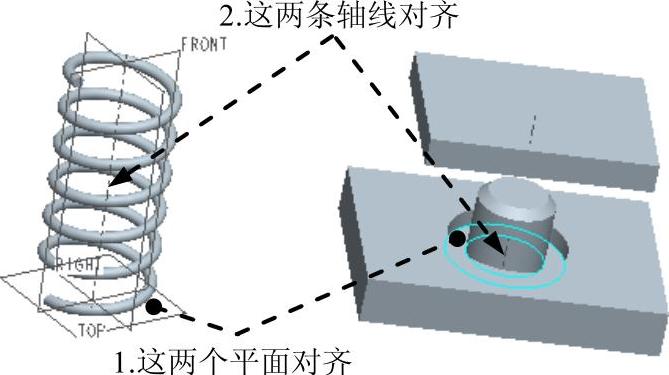
图6.2.3 定义装配约束
图6.2.4 将弹簧变成挠性元件
Stage5.验证弹簧的挠性
Step1.在模型树中右击 零件,选择
零件,选择 命令。
命令。
Step2.系统弹出元件放置操控板,在元件放置操控板中单击 按钮,系统弹出图6.2.5所示的界面,在此界面中单击
按钮,系统弹出图6.2.5所示的界面,在此界面中单击 ,然后将“配对偏移值”修改为50.0,然后单击
,然后将“配对偏移值”修改为50.0,然后单击 按钮。
按钮。

图6.2.5 验证挠性
Step3.在系统工具栏中单击“再生模型”按钮 ,此时绘图区的弹簧零件模型将按新“偏移值”拉长,表明挠性元件——弹簧已成功装配。
,此时绘图区的弹簧零件模型将按新“偏移值”拉长,表明挠性元件——弹簧已成功装配。
有关Pro/ENGINEER中文野火版5.0高级应用教程的文章

在Flash中创建的元件都位于“库”中,使用“库”面板可以方便对元件进行查找、编辑、复制等管理。默认情况下创建的元件都位于“库”面板根目录下,想移动元件只需要拖动元件到目标文件夹下即可。另外也可以如图8.22所示,在新建元件时单击标签“文件夹:”后的“库根目录”,在弹出的“移至文件夹”窗口中的选择“现有文件夹”内选择目标文件夹即可。......
2023-11-17

储罐的罐底一般选用板厚4~6mm的钢板搭接而成,其接头形式主要有搭接接头、对接接头和T形接头。壁板一般采用在工厂卷制,现场拼装的方式生产,厚度在8mm以下的钢板,装配拼焊可采用搭接接头。在大容器储罐的装配焊接中,若采用预制大板块的方法可达到较好效果。用埋弧焊完成的预制大板,在现场组装好后,再用焊条电弧焊方法焊接24(或18)条纵缝。......
2023-06-15

装配约束决定了部件中零部件结合在一起的方式。应用装配约束,可以限制零部件的自由度,使零部件正确定位或按照指定的方式运动。应用该对话框可为零部件添加装配约束。......
2023-06-28

为了评估本章方法的实时性,本节在KTH-TIPS和CUReT这两个标准的彩色纹理库上进行实验,将一个样本图像的平均时间消耗作为算法实时性的度量。表5-4不同算法的时间消耗对比从表5-4可以看出,本章提出的方法保持了较好的实时性。以上措施都有效降低了本章方法的计算量和特征维数,使本章方法保持了较高的实时性。因此,本章提出的方法可满足很多实际工程应用场景对实时性的需求。......
2023-06-29

若在运行中料仓芯件不足,则工作单元继续工作,但HL2以1 Hz的频率闪烁,HL1保持长亮。③装配子过程是一个单序列的周而复始的步进过程。“装配完成标志”为OFF状态,是防止发生重复装配的措施,其原理与加工单元主控过程所采取的防止重复加工的措施相同,即在一次装配周期结束时,置位“装配完成标志”,只有将装配好的工件取出,该标志才能复位,再重新放下待装配工件,才有可能满足初始步转移条件。图3-37装配单元供料过程部分梯形图......
2023-06-15

图3-25装配单元支撑架的安装示意图注:左右支撑架装配完毕后,再安装到底板上。为了确定装配台料斗内是否放置了待装配工件,使用光纤传感器进行检测。图3-28回转机构及装配台组装示意图回转机构;装配台组装装配单元的摆动气缸,其摆动回转角度能在0°~180°范围任意可调。图3-32机械手组件的组装装配单元的总装。表3-8装配单元总装步骤安装过程中的注意事项。......
2023-06-15

分析和修理印制电路板,必须建立在电子电路工作原理分析的基础上,其实质是分析电路板上电子元件的作用。对色环电阻不能仅以色环标志来确定其阻值,需用万用表实际测量。......
2023-06-23

在机床电器控制电路中使用的电器较多,它们除了各个组成部分的故障外,还有本身整体特有的故障。注意,热继电器一旦动作脱扣后,不要立即手动复位,应查明原因并排除故障后再使其复位。电子式时间继电器一般都是由于电子元器件虚焊或损坏等原因造成其不能正常工作或报废。此时,只要更换好的电子元器件,故障即可排除。......
2023-06-15
相关推荐