造型曲面创建完成后,若曲面之间过渡不够光滑,则需要考虑运用曲面连接使其与其他造型曲面之间形成光滑过渡。在创建曲面连接时,曲面间会产生关联即父子关系,当父项形状发生变化时,子项会随之发生相应改变。所有相交边界曲线必须以相同的角度与同一平面或曲面形成拔模连接。图8-70 控制板2)按下Ctrl键并单击需要连接的曲面,曲面个数可以是两个也可以是更多,单击控制板中的按钮,曲面边界将显示连接符号。......
2023-06-19
曲面端点处(三线或三面交叉点)的过渡形式有默认、相交、拐角球和曲面片。激活【过渡】选项的方法是:按住Ctrl键同时选择需要倒圆角的三条边,三边交界处形成交叉,然后单击【切换至过渡模式】按钮 并单击三线交接处,【过渡】选项被激活。
并单击三线交接处,【过渡】选项被激活。
默认模式:系统默认模式,三条棱边之间形成光滑过渡,但是有一定的局限性,即过渡曲面形状由三条棱边的圆角半径决定,不能人为单独调整,如图6-24所示为三边圆角半径均为10,如图6-25所示为右边线圆角半径为20,其余两条边线圆角半径为10。
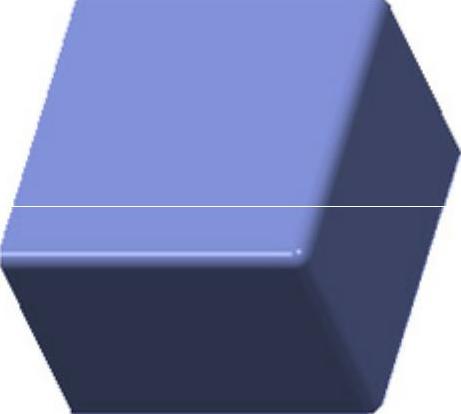
图6-24 三边圆角半径均为10
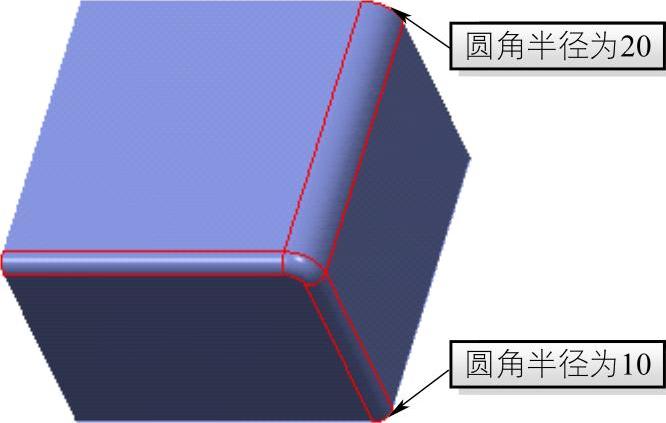
图6-25 右边线圆角半径为20
相交模式:该模式下三边倒圆角均是独立的,互不影响,交界处所形成的曲面没有光滑过渡,并且含有三边各自倒圆角所形成的棱边。相交模式是对交界处不做任何处理的模式。在此状态下形成的圆角形式如图6-26所示。
拐角球模式:该模式不同于以上两种模式,它可以详细设置其中的过渡选项,即对于拐角球可以设置其半径大小,另外当半径足够大时还能够设置其在每个边线上的长度,如图6-27所示,所形成的结果如图6-28所示。设置半径或者其在每个边上的长度可在图中直接双击修改,也可以在如图6-29所示的控制板中修改。
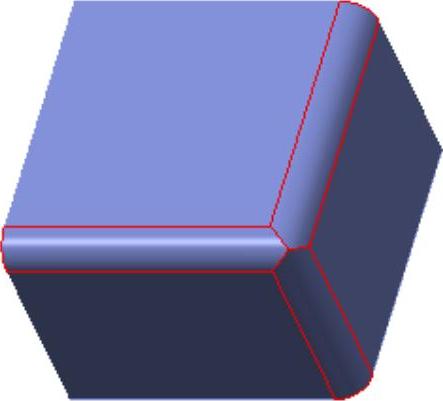
图6-26 相交模式
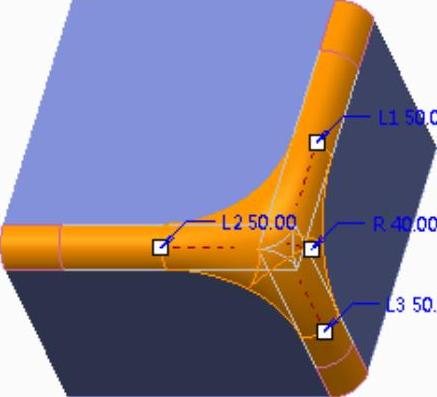
图6-27 输入球半径和长度
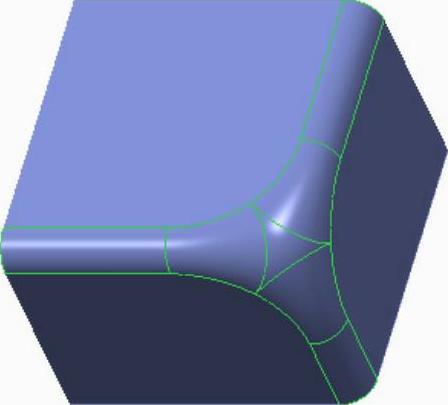
图6-28 拐角球模式

图6-29 输入球半径和长度面板
注:拐角球的最小半径为三边圆角半径中的最大值,且当球半径为最小半径时不能设置其在每个边上的长度。
曲面片模式:该模式介于默认模式和拐角球模式之间,即曲面片模式只能调节一方角度。当执行曲面片模式时,在控制板上增加如图6-30所示【可选曲面】栏,单击添加项目并选择放置圆角的曲面,单击如图6-31所示上表面并修改半径为“100.00”,形成如图6-32所示曲面。

图6-30 【可选曲面】栏
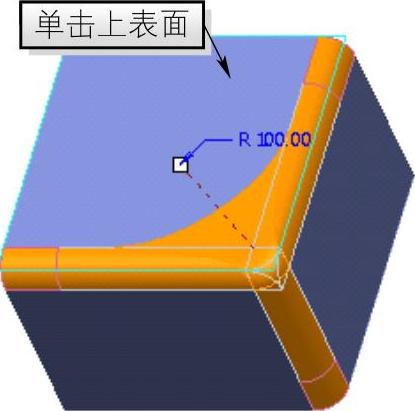
图6-31 单击上表面

图6-32 曲面片模式
有关Creo Parametric曲面设计精讲与典型实例的文章

造型曲面创建完成后,若曲面之间过渡不够光滑,则需要考虑运用曲面连接使其与其他造型曲面之间形成光滑过渡。在创建曲面连接时,曲面间会产生关联即父子关系,当父项形状发生变化时,子项会随之发生相应改变。所有相交边界曲线必须以相同的角度与同一平面或曲面形成拔模连接。图8-70 控制板2)按下Ctrl键并单击需要连接的曲面,曲面个数可以是两个也可以是更多,单击控制板中的按钮,曲面边界将显示连接符号。......
2023-06-19

(二)CO2焊的焊接参数的选择主要的焊接参数有:焊丝直径、焊接电流、电弧电压、焊接速度、保护气体流量、焊丝伸出长度及电感值等。短路过渡CO2焊要求具有合适的短路电流上升速度,从而将缩径小桥控制在焊丝与熔滴之间,以保证爆破力将大部分熔滴金属过渡到熔池中。......
2023-06-23

以上是通过高速摄影观察到的焊条电弧焊时的粗熔滴过渡与渣壁过渡现象。要回答这些问题就需要从熔滴过渡形态的形成机制来分析寻找答案。焊条电弧焊时由于药皮的存在和参与,使得焊条电弧焊的化学冶金过程复杂化,焊接过程中焊条药皮在焊条端部形成形态各异的套筒,成为影响熔滴过渡形态的重要物理因素。下面首先讨论粗熔滴过渡和渣壁过渡的形成机制。......
2023-06-30
本节定义点曲面铰。点是笔零件笔尖上的点,曲面是17.1节生成的多截面曲面。本节没有对定义好的点曲面铰进行模拟运动分析。在对话框,更新了选项内容。图17-8 选择曲面作为,选择铅笔顶点作为总结:本章学习的是点曲面铰的设置。本章的新内容除定义点曲面铰外,还有定义多个参考平面,定义多截面曲面,特别是多截面曲面的定义,由于曲线草图的方向问题,肯定一次无法完成曲面的生成,要反复调整草图的方向。......
2023-07-01

编辑ISDX曲面,主要是编辑ISDX曲面中的ISDX曲线,下面举例说明ISDX曲面的一些编辑方法和操作过程。①如图8.5.3所示,选取欲删除的ISDX曲面,注意此时该ISDX曲面变为粉红色。图8.5.3 删除ISDX曲面通过移动ISDX曲面中的ISDX曲线来改变曲面的形状。①移动图8.5.4所示的ISDX曲线3。图8.5.6 编辑ISDX曲面通过在ISDX曲面上添加一条内部控制线对曲面进行编辑。另外,ISDX曲面的内部控制线端点要落在曲面的边线上。......
2023-06-20
由计算的结果看出,当温度超过624.2℃时,碳被FeO氧化的过程即可以进行,显然在熔滴阶段碳会被FeO强烈地氧化。高纤维素焊条熔滴发生的喷射过渡主要就是这种气体动力在套筒内产生强烈吹送作用形成的。下面将重点讨论这种熔滴内部产生的CO气体对熔滴形成爆炸过渡和喷射过渡的影响。图2-30是焊条电弧焊不同强度气体动力对熔滴行为影响的示意图,反映了由碳的氧化程度而产生的不同程度气体动力对熔滴行为和产生飞溅的影响。......
2023-06-30

②掌握曲面锉削的操作技能及曲面精度的检测方法。③能根据工件不同的几何形状要求,正确选用锉刀。②锉相对的另一面,达到图样有关要求。质量检查及评分锉削曲面评分见表1.2。表1.2锉削曲面评分表注意事项①划线线条要清晰。②在锉工件1两端的R16mm圆弧面时,可先用倒角方法逼近划线线条,再继续锉削。......
2023-06-27
放样根据轮廓选择的顺序而生成,对于每个轮廓,都需要选择想要放样路径经过的点。“垂直于轮廓”:放样在起始和终止处与轮廓的草图基准面垂直。3.“引导线”选项组设置放样引导线,从而使轮廓截面依照引导线的方向进行放样。6.“选项”选项组控制放样的显示形式。......
2023-06-24
相关推荐