
SIMOLINK通信协议可完成两台MASTERDRIVES装置之间的快速......
2023-06-19
1.腈纶纺丝生产线变频器及其控制系统
中石化分公司腈纶装置共有5条生产线及一条备用线,每条生产线由18个工位组成,分别由18台变频传动装置驱动。生产线的电气系统分成3个部分:第1部分由1台变频器供电,驱动30台0.37kW同步计量泵(F1位);第2部分由一台整流单元及13台逆变器组成,为F2,F3~F15工位提供动力;第3部分同样为直流母线方式,由一台整流单元及4台逆变器组成,为4台异步电动机供电。备用线则由备用变频传动装置构成,为5条生产线各个工位提供1套备用装置,以保证故障情况下的切换及不间断生产。
腈纶纤维生产对各工位传动的速度控制要求较高,生产线的电气控制较为复杂。每条生产线的生产过程控制由1套PLC控制系统来完成,除了正常的生产过程控制外,它还需完成生产线与备用线之间装置的通信和切换。
由于投产时间较长,设备故障率上升,且维修困难,中石化分公司对腈纶装置纺丝2#线进行改造。
(1)设备选型
在设备选型时,经过对各种名品牌的PLC控制系统和变频器设备性能及价格的比较,最终选择西门子公司的产品。
控制系统选型为西门子PLC S7-300系统产品。其主要设备为:控制器CPU 6ES7318-2DP,远程分布I/O站ET200M,监视操作站DELL GX280SD 2.8G/1G/120G/20"LCD/DVDRW,监控系统软件WinCC 6.0+SP2,操作系统Win2000,控制系统编程软件包STEP 7V5.3。
变频器部分选型为西门子6SE70系列变频器,主要设备为:变频器、通信接口、现场总线等设备。
(2)系统配置
本系统配置主要由PLC控制系统、传动系统和编程组态软件3部分组成。
1)控制系统。虽然本系统中全部的I/O点数不多(约700点),但其中AI/AO点比例较高,控制方式较复杂。本系统采用2套西门子公司的S7-300系列中的高端产品6ES7318-2DP可编程控制器,它具有内存容量大,运算能力强等特点,且可扩充内存;系统中远程分布I/O点采用ET200M来实现。为了便于操作员对生产过程的监控,另加配备1台工控机,作为监视操作站。监控系统由西门子公司的WinCC(Windows Control Center)软件来实现;操作站和PLC之间,PLC与PLC之间的通信通过交换机,采用标准工业以太网实现。
生产线控制系统的总体逻辑结构如图8-36所示。
控制系统分为组态站、工业以太网、PLC控制系统和传动系统4部分。整个系统由西门子S7-300控制器、ET200M I/O系统、WinCC组态软件包、PROFIBUS现场总线、以太网,西门子MASTERDRIVES 6SE70变频器等组成先进的全集成、全数字化系统。
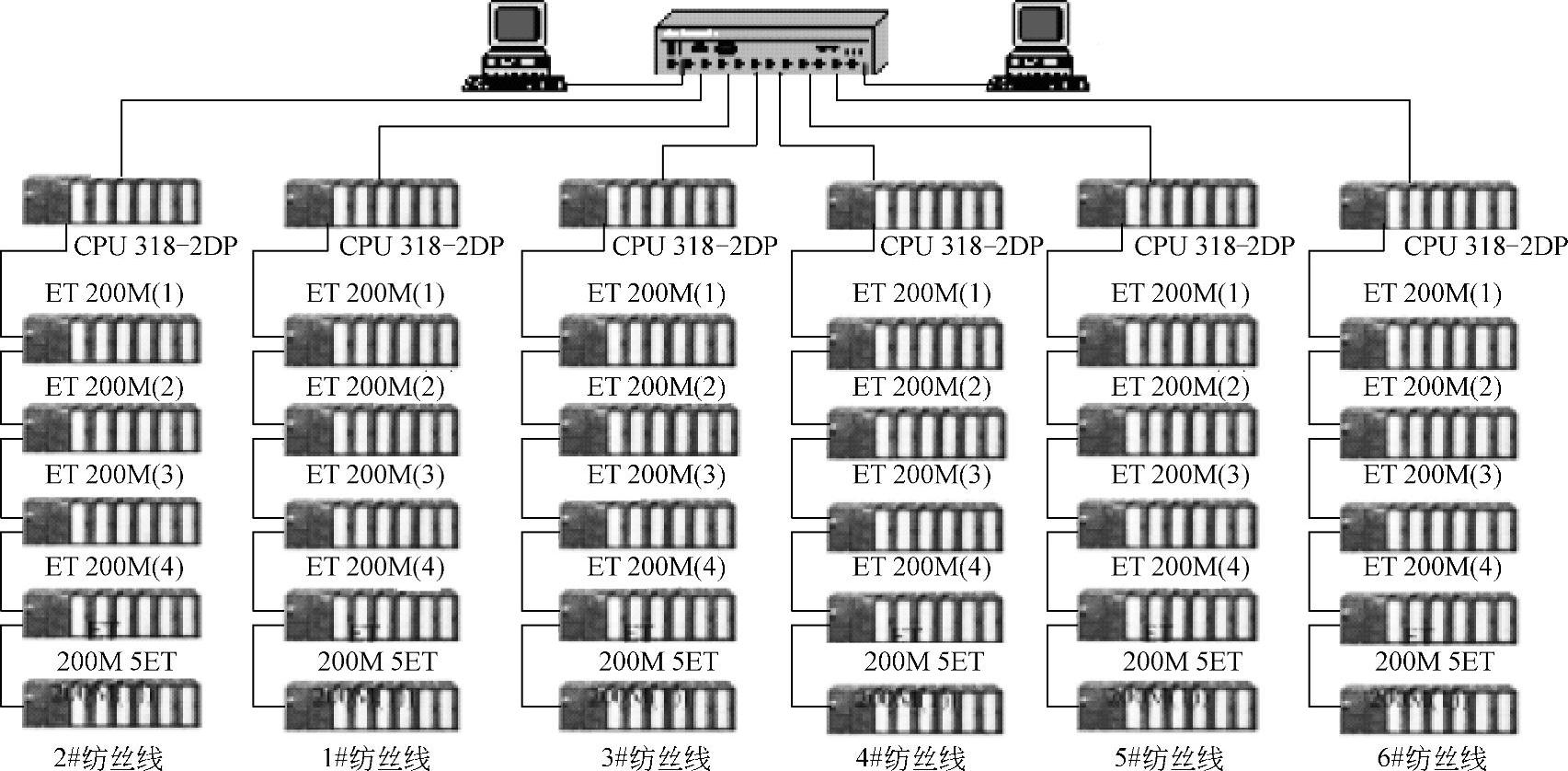
图8-36 生产线控制系统的总体逻辑结构
组态站用于对整个控制系统进行组态,其操作系统采用Windows2000,组态软件采用了集成的全局数据管理和统一的组态工具WinCC。
考虑到将来共有5条生产线,本方案中采用1台以太网将交换机构成工业以太网,作为连接组态站、控制系统的系统总线。将来可以在不影响已有设备运行的情况下逐步增加其他生产线的控制系统站。利用交换机将整个网络分成若干子网,每个子网都可以独立地形成一个数据通信段,可以大大地提高通信效率。
控制器采用西门子S7-300系列CPU中的6ES7318-2DP,它具有速度快、功能强、内存大的特点,可用于各种需要复杂控制的场所。
在控制系统中,中央控制器与现场I/O站通过PROFIBUS-DP进行通信,现场智能总线设备及仪表也可以通过PROFIBUS同中央控制器通信。与常规非总线I/O技术相比,使用PROFIBUS过程现场总线可以大量节省硬件(其中包括电缆)、工程设计、安装调试和维修费用,并具有极高的传输速率(可达12Mbit/s)。
ET200M分布式I/O站主要由直流电源、安装机架、总线模板、IM153-1通信接口模块和I/O信号接口模块几部分组成。
ET200M分布式I/O站通过PROFIBUS-DP现场总线与S7-300控制器进行实时通信。它的主要功能是:采集纺丝现场I/O信号,通过ET200M的I/O信号接口模块将现场数字量或模拟量信号传送到控制器,同时将控制器发送来的控制信号送至现场。
ET200分布式I/O站直流电源采用冗余设计,具有很好的容错性。直流电源的数量选型原则是在每个ET200M分布式I/O站接一台直流电源的基础上再加装1台同样的直流电源,而且此直流电源可允许并联使用,将所有配置的直流电源并联后再给所有的ET200M分布式I/O站系统供电。在系统运行过程中,当其中某一台直流电源发生故障时,并联的直流电源还能保证足够的功率输出,而且不必停机就可更换已经坏了的直流电源。因此,现场控制站的直流电源具有良好的容错性能。
每个ET200M分布式I/O站的有源背板总线上插有1个IM153-1通信接口模块,通过PROFIBUS-DP现场总线与S7—300控制器进行实时通信。
每个ET200M分布式I/O站最多可配置8个S300系列的I/O信号接口模块。本控制系统选用了如下4种I/O信号接口模块:SM321数字量输入模块(32通道,接口信号为DC24V),SM322数字量输出模块(32/16通道,接口信号为DC 24V/AC 230V),SM331模拟量输入模块(8通道,接口信号为4~20mA),SM332模拟量输出模块(4通道,接口信号为4~20mA)。
ET200M分布式I/O站的所有I/O信号接模块均采取了光电隔离,并具有限流,限压保护,现场任何高压、大电流信号都不会造成ET200M分布式I/O站其他模块的损坏,具有很好的抗干扰性能。
2)传动系统。传动系统的改造保证原有系统功能,保持原有操作规程。2#线改造继续使用原有变频柜体,充分利用原有的元器件。新建备用线提供新柜体及全新的元器件。变频器均采用西门子6SE70型通用变频器。
传动系统分为公用直流母线供电部分、逆变器部分和变频器部分。
公用直流母线供电部分由2台大功率的整流器将三相380V交流电转换为510V直流电,分别为前纺及后纺的逆变器提供电源,整流器采用西门子6SE70系列产品,包括西门子6SE70整流器和西门子6SE70制动单元等。
设计时考虑生产设备的负载率很高,且整组设备同时起动及调速时电流较大,因此作为生产线主要电源的整流设备,整流器设备额定容量应大于正常的电源容量,以保证生产设备的稳定运行及整流设备本身的低故障率,并维持合理的使用寿命。因此,前纺部分设备容量为131.4kW,整流器选为200kW,463A的额定输出电源。后纺部分设备容量为72.5kW,整流器选为110kW,260A的额定输出电流。
逆变器部分将直流母线上的DC 510V转换为指定频率和电压的三相交流电用于电动机的驱动,采用西门子6SE70系列逆变器(带PROFIBUS通信卡)。为使逆变装置可靠运行,增加半导体保护熔断器与直流母线相连。原装置直接输出与控制电路的联锁点改为继电器输出转接。
由于设备负载率很高,同步电动机起动及调速时对转矩要求很高,电流较大,因此作为生产线电动机的驱动设备,逆变器设备额定容量应大于正常的电源容量,以减少设备的过载时间,保证设备本身的低故障率,并维持合理的使用寿命。
变频器部分将三相380V,50Hz电源转换为指定电压和频率的电源用于电动机的驱动,采用西门子6SE70变频器(带PROFIBUS通信卡)。为使变频装置可靠运行,增加半导体保护熔断器与电源进线相连。原装置直接输出与控制电路的连锁点现改为继电器输出转接。
本系统运行平衡,控制精度高,故障率低,为中石化A分公司腈纶装置的安全、稳定、长周期运行起了很大的作用。
通信是控制系统的一种重要手段,它也是企业CIMS、MES及ERP项目中不可缺少的一部分。本控制系统的通信功能得到了改善,加上使用了工业以太网,可以方便地与企业CIMS、MES连接,将控制系统底层数据源采集到实时数据库中,最终将重要的生产实时数据传送到CIMS、MES及ERP系统中去,不断完善这些系统的数据源,提高企业的信息化水平。
2.变频调速器在炼油厂常减压瓦斯气回收装置上的应用
炼油厂常减压排放的瓦斯气主要来自初馏塔顶、常压塔顶及减压塔顶。将这部分瓦斯气送至燃料气管网作为其他烧气加热炉的燃料,替代液化石油气或燃料油,利用其差价,能取得一定的经济效益。由于这部分气体压力低,在送至燃气管网前,需要先加压。考虑到这部分瓦斯气不是定量的,为了提高回收设施的效率,所以采用变频调速装置。
(1)系统构成
本着节省投资,取得最佳效益的原则,在满足工艺要求的前提下,尽量利用旧有设备。原有压缩机两台(一用一备)型号为LG 30/0.16-0.9均为高压6kV电动机。电动机功率为250kW,转速为2950r/min。新增加一套高压变频器调速装置。
目前国内采用的高压变频器主要有高-高、高-低-高、高-低等几种方式,各有优缺点。经过综合衡量,最终决定采用西门子MASTERDRIVES 6SE71系列高-低-高变频高速装置,系统框图如图8-37所示。
6kV高压电经过一高压开关送到降压变压器,降至710V进入变频器,变频器输出经过一滤波器送到升压变压器低压测,经过升压变压器后升到6kV,升压变压器输出驱动高压电动机。由于有两台高压电动机,采用一备一用方式,因此在输出侧加装了两个高压切换开关,实现切换功能。高压开关只能在变频器停机状态下进行切换。
(2)控制方案
常减压装置自动控制采用集散型控制系统(DCS),系统机型为美国Honeywell公司的TDC300系列,采用DCS来完成对瓦斯气回收系统工艺过程的监视、控制及操作。
在瓦斯气压缩机入口处新增两个压力调节回路,压缩机进口压力采用变频器调节控制,控制信号由DCS给定,变频器输出电流信号、运行及故障信号进DCS,同时输出频率信号。
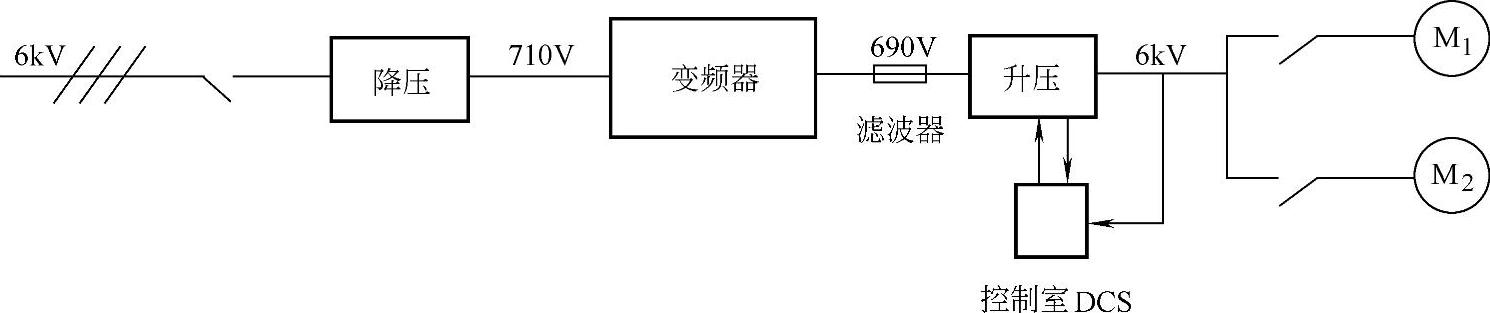
图8-37 系统框图
变频器采用西门子MSDTERDRIVES 6SE71系列,其功能强大,控制方式灵活,可以方便地与DCS、PLC等进行通信或构成闭环控制。变频器与DCS之间需加装信号隔离装置,以防止干扰信号。
压力反馈信号送入DCS,由DCS根据工艺设定完成PID运算,给出变频器运行频率指令。变频器发出运行状态、故障指示,电流信号送入DCS,同时送出转速信号至现场。
整套系统基本满足了设计要求使瓦斯气得到了有效利用,高压变频器运行稳定,同时与工频运行方案相比,节约了大量的电能,取得了非常好的效果。可见在常减压瓦斯气装置上应用变频高速器是可行的。
3.在长距离输油(气)管道工程中的应用
(1)在铁(岭)—大(连)原油输送管线改造工程上的应用
1984年规划设计,分别在沈阳、大石桥、瓦房店泵安装了3套西门子变频顺调速装置,节电率30%,年节电459.95万元人民币。
1)技术参数。
设备型号:SIMOVERT A型12脉冲交-直-交电流源型。
技术参数:6kV/0.8kV、1750kV、710A×2、2极电动机2980r/min、功率因数平均值在0.9以上。
2)主电路。
在铁—大线上的SIMOVERT A交-直-交电流型高压变频器的主电路如图8-38所示。
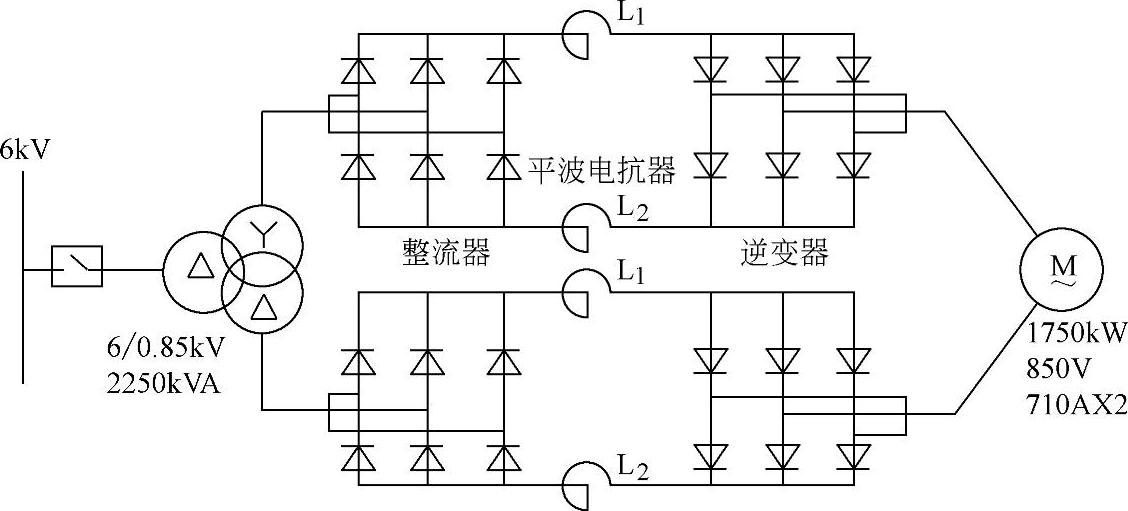
图8-38 SIMOVERT A高压变频器的主电路
该变频器为双重化并联结构,相位差30°,输出电压为正弦波,而输出电流谐波含量较大。
该变频调速装置是早期引进的产品,其自动化控制技术在当时的石油工业乃至全国居领先水平。
由于谐波产生的谐波电流进入系统网络,变压器和电动机噪声过大,电动机转子过热并振动较大,泵站仪表入通信系统受到干扰。将谐波限制在允许范围内,保证安全运行,根据电网系统容量以及变频器本身的技术参数,配备了一整套消谐装置。整改后投产运行基本满足要求。但该设备所需的消谐和无功功率补偿设备较多,占地面积较大。
(2)库(尔勒)—鄯(善)输油管道上的应用
1996年规划设计了库—鄯输油管道工程,首站采用变频调速技术,交-直-交电流源型。
其技术参数:6kV/0.8kV、SIMOVERT A型12脉冲交-直-交电流源型变频装置,两台2100kV、2极电动机2980r/min,单机滤波后6kV母线功率因数在0.95以上。
该设备尺寸减小,技术性能高。在消谐问题上,借鉴在铁大线3套西门子变频装置的经验,根据国家有关谐波标准,和北京变压器厂可控硅研究所密切合作研制的消谐设备。两套滤波器同时运行时,滤波效果在35kV侧满足规范要求,投产运行良好。整套装置与全线工艺流程形成一整套自动化系统,达到了设计要求。
(3)陕—京输气管道和兰—成—渝输油管道工程
陕—京输气管道工程在应县压气站设置了变频调速系统驱动压缩机机组,电动机为3400kW×2.6/4.16kV电压源型、24脉冲,冷却方式为IC611。变频调速首次在国内输气管道使用成功,且由电流源型改为了电压源型。
兰—成—渝输油管道工程为成品油管线,2002年底投产运行,采用的是西门子SIMO-VERT MV变频装置。根据工艺要求,临洮、内江两个分输泵站电源侧电网较弱,考虑谐波对电网的影响,经计算选用了三电平24脉冲电压源型变频器、风冷;成都分输泵站选用三电平12脉冲电压源变频器、风冷。投运后变频器运行平稳,达到设计要求。电动机全部采用IC411冷却方式,减小了机组尺寸,电动机运行更加平稳。利用调速技术,使输油调度更加灵活,运行费用大大降低。自动化水平达到站控、全线遥控水平。
(4)变频设备运行对环境的要求
变频器内部器件对外部环境有一定的要求,如温度0~40℃,湿度低于90%,温度超过40℃变频器则需降容。在兰—成—渝输油管道工程中,变频变压器和变频装置均为户内安装。临洮站地处黄土高原,为避免沙尘进入变频间,在房间两侧设置了空气净化室;根据当地环境温度、设备在满载时发热的散热量,经计算在变压器室和变频间屋顶加装轴流风机,可满足变频器装置的运行要求。成都及内江两站由于环境温度较高,变频器仅靠机械通风不能满足散热要求,则需加装空调。由于该变频装置不能直接向室外散热,则必须考虑室内通风及降温,否则变频器须降容运行并影响其运行寿命。
继兰—成—渝成品油厂输管道工程之后,变频调速技术在管道系统发挥了更大的作用,如西气东输工程,高压变频器单台机组容量超过20MW,其节能效果更加明显,调速的灵活性更加突出。中国石油天然气管道工程有限公司承担的苏丹六区输油管道,其输油主泵也采用的变频调速技术。
4.在焦炉自动配煤控制系统中的应用
在焦化厂配煤炼焦生产工艺过程中,需要将各种不同的精煤如:肥煤、气煤、瘦煤、焦煤、贫煤等以适当比例配合成混合煤称之为自动配煤,它是整个焦化生产的一个重要环节,对生产高质量的焦炭、合理利用煤炭资源及产生成本控制具有重大意义;它可确保钢厂生产所需优质铁水对焦炭低硫高强度的要求,实现大型、高效、环保、节能的清洁生产目标。
(1)工艺概述
每个储煤槽中的单种煤通过圆盘给料机均匀地落到定量给料机皮带上,称量和速度信号分别进入到控制系统,经过乘积运算处理计算出实际给料量,将实际给料量与设定的给料量不断进行比较输出两路PID控制信号,分别对圆盘给料机和定量给料皮带机进行双变频调速控制,使之精确地以恒定的期望给料速率出料,保持每台CFW给料流量的恒定,以确保所设定总配比的要求。自动配煤装置实现24套圆盘给料机、定量给料机的顺序起停、报警以及模拟量的输入、输出,实现系统全自动、半自动及手动的控制,完成不同原煤料混匀给料、煤比计算及配煤流量控制并实现配料系统与带式输送机的起停连锁。圆盘及定量给料皮带机原理如图8-39所示。
CFW定量给料机主要分为四大单元:称重单元、皮带测速单元、计算控制单元、驱动单元,其中称重单元、皮带测速单元、驱动单元作为给料机的部件安装在机械本体上。
称重单元主要由计量托辊和两个应变式荷重传感器组成。应变式荷重传感器安装在高精度的平台上,其测量出输送带上物料的单位长度重量;皮带测速单元采用高精度脉冲编码器安装在从动滚筒轴端,通过滚筒转动产生脉冲信号,以上重量信号(毫伏级)及脉冲信号分别传送至计算控制系统。
皮带驱动电动机为3相交流380V、3.7kW,圆盘驱动电动机为3相交流380V、15kW。
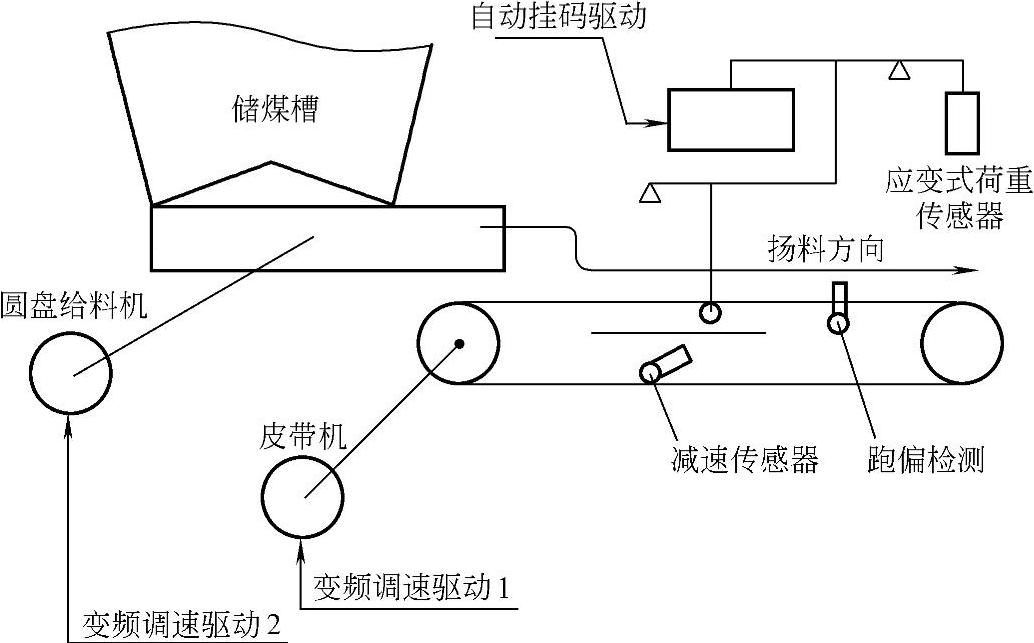
图8-39 圆盘及定量给料皮带机原理
(2)控制系统构成
整个自动配煤装置为生产场无人化管理,所有的操作和监视均在中央控制室中进行,系统采用分布式计算机监控管理方式,主要由两套西门子S7-300PLC、两套WinCC V6.0监控软件及工控机、48套SIMOVERT MASTERDRIVES 6SE70工程型变频器、24台CFC-200回路调节控制器、3套OSM等控制单元构成一个基于100M光纤工业以太环网的SCADA系统。其中各关键装置如:PLC、变频器、调节控制器、分布式I/O之间数据传输采用PROFIBUS-DP协议通信方式,以确保高实时性和高动态响应要求,PROFIBUS是能够以标准方式应用于所有领域并贯穿整个过程链的现场总线。上位机WinCC V6.0组态软件作为HMI,通过操作画面对实时数据进行监控、报警,实现生产工艺过程参数的实时曲线、历史趋势显示、报警记录、配方管理、产量统计、各类数据归档和安全联锁保护,同时通过VBA编程实现Excel报表输出、打印及预览等功能。系统需要检测重量、速度、位置、缺料、堵料、皮带打滑、电动机起停、电流、转距和转速等一千多个模拟量I/O和数字量I/O控制点,具有48个PID闭环控制电路和2套远程监控系统操作站。整套系统通过光纤交换机进入以太网与焦业公司的其他焦化工艺段及厂级管理网进行衔接,达到管控一体化水平。
(3)系统配置
本系统24台配煤秤分为两个工艺段各为12台,每个工艺段控制单元由1个S7-315-2DP CPU主站(含1个本地扩展主站)及2个ET200M从站、12个CFC-200及6SE70变频器配带CBP2从站所组成,两个工艺段控制单元经光纤工业以太网进行互连,两台带有WinCC V6.0的工控机组成配煤系统操作员站,其中一台兼有工程师站功能。
1)控制系统组成(2套控制柜)。控制系统主要采用西门子SIMATIC系列产品,其硬件主要配置:工控机ADVANTECH IPC-610、P4/2.8GHz/80Gbit/512Mbit/CP1613网卡/19 LCD 2套;SITOP电源DC 24V/10A 2个;PS307 DC 24V/5A电源模块6套;UPS 3KVA在线式2套;PLC采用CPU 315-2DP 2套,SM 321 DI模板18块,SM 322 DO模板8块,SM 331 AI模板4块,CP 343-1以太网模板2块,CP 342-5 DP模版2块,ET200M IM 153-1分布式接口模板4块。
2)驱动配置组成(8套变频柜)。变频器采用西门子SIMOVERT MASTERDRIVES矢量控制系列,选用SIEMENS 6SE70234EC6115kW 24台(控制圆盘驱动),SIEMENS 6SE70210EA614kW 24台(控制皮带驱动);PROFIBUS-EURODRIVE轴装式电动机/减速机一体化装置28套。
3)网络及软件配置。网络采用OSM光纤交换机,选用TP226GK105-2AE002套,选用TP626GK1105-2AB101套。软件采用STEP7 V5.31套,WinCC V6.0+SP3 RT 64K 2套,RC 64K 1套,SOFTNET-S7 V6.22套。
4)称重部件配置。计量称重检测部件主要采用Yamato系列产品,称重传感器采用UB2-100kg 48个,测速单元采用LE-62724套,回路调节控制单元采用CFC-200C 24套,自动标定驱动单元用ORIENTAL-MOTOR 2RK6GN 24套。
5)网络通信。根据本系统的网络通信要求和特点,在设备层与控制层之间选用了PRO-FIBUS-DP通信方式,每套SIMATIC S7-315-2DP CPU所集成的DP口作为分布式I/O ET200M(2套)和CFC-200回路调节控制器(12套)的DP1主站,另一路扩展CP342-5模块作为DP2主站,连接SIMOVERT MASTERDRIVES矢量变频器SIEMENS 6SE70+CBP2(24套从站),以上两路PROFIBUS-DP网络确保了配煤系统的综合精度、快速数据交换、同步响应、可靠性、故障诊断和维护等方面的总体性能要求。
控制层与信息层采用TCP/IP工业以太网通信,CP343-1以太网模版使S7-300 PLC成为工业以太网的一个节点并通过西门子OSM(开放存储数据管理平台)光纤交换机建立起PC站对控制层的访问通道,操作站/工程师站配置西门子CP1613网卡通过专用双绞线与OSM连接,3台OSM交换机通过光纤连接构成一个100Mbit环形的主网,工业以太网适用于大规模数据的交换和远距离传输,是目前实现自动化系统与计算机系统间通信的理想选择。
在焦化厂配煤炼焦生产工艺过程中,采用了变频调速系统,使得焦炉料的配比更加准确可靠,实现自动配煤装置智能化、数字化、网络化,向企业级实时数据库和管理数据库提供准确的数据来源。
全钢丝载重子午线轮胎一次法成型机是子午线轮胎生产过程中的关键设备,需求量很大。成型机结构复杂,精度要求高,在引进全钢丝载重子午线轮胎生产技术的初期主要依赖进口,而进口设备价格昂贵,投资很大,增加了生产成本。进入20世纪90年代,国内先后开发了LCZ-3型和THD-50型两种全钢丝载重子午线轮胎一次法成型机,加速了子午线轮胎设备国产化的进程。
(1)工艺简介
轮胎成型机的工艺过程实现是通过一系列相对独立的单元(其中有链式、辊式、传递环、摆臂夹持机械手等多种类型)将各种轮胎组件准确定位地送到成型主鼓上贴合组装成一个轮胚。其主要生产过程如下:
1)在成型机主鼓上依次把胎侧、内称层、钢丝子口包布、胎体帘布、垫胶定位敷贴。
2)扣进钢丝胎圈定位,机头收缩额膨胀,依次进行预定型、定型、超定型。
3)传递环将辅鼓上贴合好的胎面带束层环形部件移位到成型主鼓上,对准后贴在充气膨胀的胎体上。
4)测压辊滚压两侧胎圈胶芯。
5)两后压辊由中向两侧分开滚压胎面。
6)反包胶囊充气膨胀后再快速收缩,侧压辊滚压胎侧进行帘布和胎侧的反包。
7)卸胎。
在成型机主鼓中使用的通过MC实现多电动机速度同步,以带束层鼓的贴合过程为例阐述速度同步的实现方法。
在带束鼓部分包括带束层鼓和带束层供料架两大部分,在这个过程中使用到了3个伺服电动机,供料架中使用伺服进行定长然后实现裁断,然后再使备料架与供料架进行角度同步,直到将部件送到备料架前端,在接到需要料的信号后带束层鼓和备料架实现角同步,将带束层鼓上贴合,从而完成带束层鼓的贴合。
(2)控制系统结构
全钢丝载重子午线轮胎一次法成型机是一台机电一体化的设备,其电气控制系统采用了西门子公司的控制系统,并利用PROFIBUS-DP连接多个伺服驱动器,并通过DP网络连接现场工作站,减少了开发、安装的工作量。成型机控制系统由配有PROFIBUS-DP总线的西门子S7-400型PLC、现场工作站、辅鼓触摸屏、显示器和主鼓触摸屏计算机组成。
机器接线的电气柜由主电气柜和安装于机器设备上的现场工作站、分开关盒、控制盘和操作盘组成。主电气柜包括PLC、电源模块、接触器、交流伺服装置和其他电子设备。开关柜和成型机设备之间的接线通过网络线连接。
成型机的所有部分都由西门子公司的SIMATIC S7-400型PLC控制,具有PROFIBUS-DP现场总线,连接位于机器设备上的各现场工作站。采用现场工作站可有效地减少电缆数量和敷设工作量,可降低成本和缩短安装周期,也有利于以后的维护。
所有的交流伺服装置由PROFIBUS-DP架构下的运动控制驱动器MC组成,进行调速、定位、角同步、准确、可靠、迅捷的控制。
PLC的功能包括成型机的全部控制,故障诊断(包括错误的鉴定分析)以及与操作面板的通信。在操作面板上即可完成配方管理和存储。轮胎参数可根据配方来进行存储和修改,例如材料长度、速度和鼓的定位、时间等。输入口令可对机器参数,配方以及其他参数进行修改。
(3)角同步控制功能实现
实现备料架与供料架的角同步是保证产品质量的关键之处,下面介绍西门子运动控制器MASTERDRIVES MC是实现角同步的过程。
1)虚拟主轴是实现将主驱动器的速度信号转变成位置信号(角度信号),其功能相当于一个实际的主轴编码器。需要同步的MC驱动器(备料架与供料架)同时将该信号作为位置设定值来控制电动机运转。
主传动的速度经PROFIBUS-DP到备料架驱动器参数U681,经过虚拟主轴功能块转变成位置信号KK817,该信号将作为驱动器的位置设定信号。
2)MASTERDRIVES驱动器间的通信有3种方式:Peer-to-Peer、SIMOLINK和Slave-to-Slave。前两种通信方式都需要额外的选件板(SCB和SLB),而最后一种通信方式可借助于PROFIBUS-DP来实现,综合分析,本例中选择了Slave-to-Slave通信方式来实现备料架与供料架角度同步位置传输。
Slvae-to-Slave的使用非常方便,只需在硬件配置设定时,选择激活固定总线循环时间和等时DP时钟同步、在驱动器输入/输出配置时,选择好发送和接收数据即可。
3)Drive ES工程软件是将驱动器与PLC的调试集成在一起,通过PROFIBUS-DP进行PLC的程序调试和所有驱动器的参数设定、监控,给整个项目的调试带来了很大的便利。
4)通过实现PLC到运动控制驱动器的数据通信,使得电动机运转的参数如速度、电流等可以上传到PLC;同时,在PLC内部运算确定电动机运转的速度然后下传到MC变频器,从而实现对电动机的速度控制。
PLC到运动控制驱动器,硬件是通过PROFIBUS进行连接通信的,软件是通过SFC14和SFC15进行数据传输的。其执行程序中EN为程序使能信号,LADDR为运动控制驱动器地址,RET_VAL为读取/写入数量,RECORD为错误代码。
以上可以实现运动控制驱动器和PLC的数据通信,对通信的控制可以由PLC在软件中实现,程序如下:

6.在石油钻井机上的应用
交流变频器调速技术在工业界的广泛应用,为交流异步电动机驱动的石油钻井机大范围、高质量地调速提供了全新的方案。它具有和直流调速系统相媲美的高性能调速指标,它可以采用结构简单、工作可靠、维护方便的笼型异步电动机进行调速,并且变频器调速系统的效率比传统的交流调速系统要高,其外围控制线路简单,维护工作量小,保护监测功能完善,运行可靠性较传统的交流调速系统有较大的提高。所以,交流变频调速技术的应用是今后石油钻井机交流调速技术发展的主流。
(1)系统设备配置
在5DB钻井机上的应用中,主要的电控系统采用西门子6SE71系列变频调速柜,整机的控制系统采用的西门子S7-300PLC,通信采用PROFIBUS,发电系统采用的是6RA70直流调速系统,整机制造符合现场要示,工艺控制严格,设计完全符合EMC规则。
考虑到工况的特殊性,钻井机提升设备要经常提升和下放上百吨的重物,且速度在1m/s以上,使用两台720kW变频电动机,根据电动机电流选择变频器,加上电动机的1.5倍的过载能力,得到变频器的电流值,选择变频器为1000kW变频器。
变频器选择后,选择制动单元。因为西门子变频器要求制动单元的功率不能大于0.6倍的变频器功率,而且要满足实际的制动工况,又能满足节省成本成为高等的难点。根据制动单元的选用还需校验变频器是否合适。
(2)控制系统构成
根据现场的实际情况和使用工况、实际经验,选择合适的产品,本着经济、实用、故障率低的原则选择变频器。
整个系统控制用触摸屏和两方向控制手柄,对井场的设备进行控制,其中悬停功能是整个系统重要组成部分,也是发挥西门子变频器与制动单元功能的重要部分,自动送钻部分采用了变频器中的PID调节器,进行速度控制。
根据变频器的加速斜坡和减速斜坡曲线,能够实现变频器有效地控制加速时间和全速减至零速的时间,我们一般不考虑加速的时间,只考虑减速时间,因为减速时间体现了重物下放时的减速距离,也就是刹车距离,刹车距离被规定为1m以内,这时要算减速时间,如减速时间调协过长就不能满足工况。通过计算在大于1s时是可行的,小于1s可能就会对变频器的电容有很大冲击,甚至会把IGBT、电容及制动单元一同烧掉。所以减速斜坡曲线的设置是一个非常重要的参数。
有关西门子系列变频器及其工程应用的文章

印刷部及纸张输送线均采用西门子MASTERDRIVES 6SE70系列变频器。本系统可以简单地划分为两大部分,纸张输送处理部分由MASTERDRIVES VC来进行速度控制、速度同步,印刷部由MASTERDRIVES MC来进行同步印刷。MASTERDRIVES MC伺服驱动配置系统原理如图8-45所示。其中速度辊用MASTERDRIVES MC交流变频器控制的1PH7主轴电动机拖动;两组印刷滚筒分别由两个MASTERDRIVES MC交流伺服变频器控制的主轴电动机拖动。......
2023-06-19

通过PLC内部程序设定报警及联锁保护,一旦出现故障立即停止相应操作并报警。通过现场设置的振动传感器,将信号送至PLC对空压机运行状况进行显示和诊断。PLC须实现KM2和KM4之间的互锁,以防止两台电动机同时变频起动,使变频器因过载而损坏。控制室内的操作人员根据现场监测仪表的测量信号和变频器送到DCS的实际转速信号,得出提高或降低电动机转速的命令,并在必要时起动和停止搅拌。......
2023-06-19

表8-1 变频器主要调试参数在4台沉没泵上应用MM440变频器的,延长了电动机的使用寿命,而且在设备稳定运行、保护、节能等各方面都达到了原设计的目的,效果十分明显。变频器在氧化铝生产流程中有较好的推广前景。变频器采用西门子公司的MM440系列变频器。......
2023-06-19

本节将以河南某水泥厂管状带式输送机为例,就西门子MASTERDRIVES变频器在管状带式输送机上运用的优点和控制策略进行阐述。系统硬件构成西门子MASTERDRIVES变频器采用先进的矢量控制原理,是具有IGBT逆变器和全数字技术控制的电压源型变频器。西门子MASTERDRIVES变频器有多种控制形式,包括U/f模式、无速度检测的矢量控制模式、带速度检测的矢量控制模式等,其控制形式性能见表8-18。......
2023-06-19

空压机电机功率为132kW,选用了高性能通用型的三菱FR-A700-160K变频器,主要工作过程如下:安装在管网出口处的压力传感器将压力信号送给智能调节器,并经过智能调节器的反作用把与压力成反比例的4~20mA电流信号送给变频器。当供气量与用气量基本持平时,变频器就以保持该点的频率运行。图8-52 闭环式自动调节系统控制框图为了确保生产,在变频柜上设置工频/变频转换开关,当变频装置出现故障时,将位置转换到工频运行状态。......
2023-06-19

MASTERDRIVES VC系列变频器是全系列通用和模块化的产品,功率范围为0.55~6000kW。就控制精度、控制可靠性以及对电网无干扰的主动性前端技术的实用性而言,MASTERDRIVES VC矢量控制领先于所有其他有关变频器,它采用了独创性的控制原理、独创性的参数配置和独创性的操作控制概念。MASTERDRIVES VC紧凑加强型与MC紧凑加强型驱动控制器联合在一起组成了一个统一的系统。......
2023-06-19
相关推荐