整个系统由西门子S7-300控制器、ET200M I/O系统、WinCC组态软件包、PROFIBUS现场总线、以太网,西门子MASTERDRIVES 6SE70变频器等组成先进的全集成、全数字化系统。ET200M分布式I/O站通过PROFIBUS-DP现场总线与S7-300控制器进行实时通信。每个ET200M分布式I/O站最多可配置8个S300系列的I/O信号接口模块。变频器均采用西门子6SE70型通用变频器。......
2023-06-19
1.MASTERDRIVES系列变频器在钢厂板坯连铸机及其辅助传动设备上的应用
某钢厂2#板坯连铸机及其辅助传动设备采用SIMOVERT MASTERIVES变流器驱动,铸流部分采用带数字测速机的速度控制,辅助传动采用无测速机速度控制;SIMOVERT MAS-TERIVES变流器与SIMATIC PLC S7-400通过PROFIBUS-DP进线数据通信。采用逆变器软化功能(电流负反馈)平衡各拉矫辊负荷平衡,利用PLC来完成因逆变器软化功能所造成的速降。
(1)系统方案配置
2#板坯连铸机的正常拉速为1.5m/min,最大拉速3m/min。拉矫机铸流段由13段(2组立弯段、3组扇形段、2组矫直段、6组水平段)组成,如图8-29所示。
其中1段、2段及11段12段下辊无驱动,其他段上下辊配套一台驱动器,电动机功率7.5kW、AC380V、50Hz、17A、1440r/min,共20台逆变器分2组公用直流母线供电,配置如图8-30所示,整回馈单元型号为6SE7032-2E85-1AA03AC380-480V 222A,逆变器型号为6SE7021-8TB61 DC510-650V 7.5kW17.5A,PLC硬件配置如图8-31所示。

图8-29 拉矫机铸流段
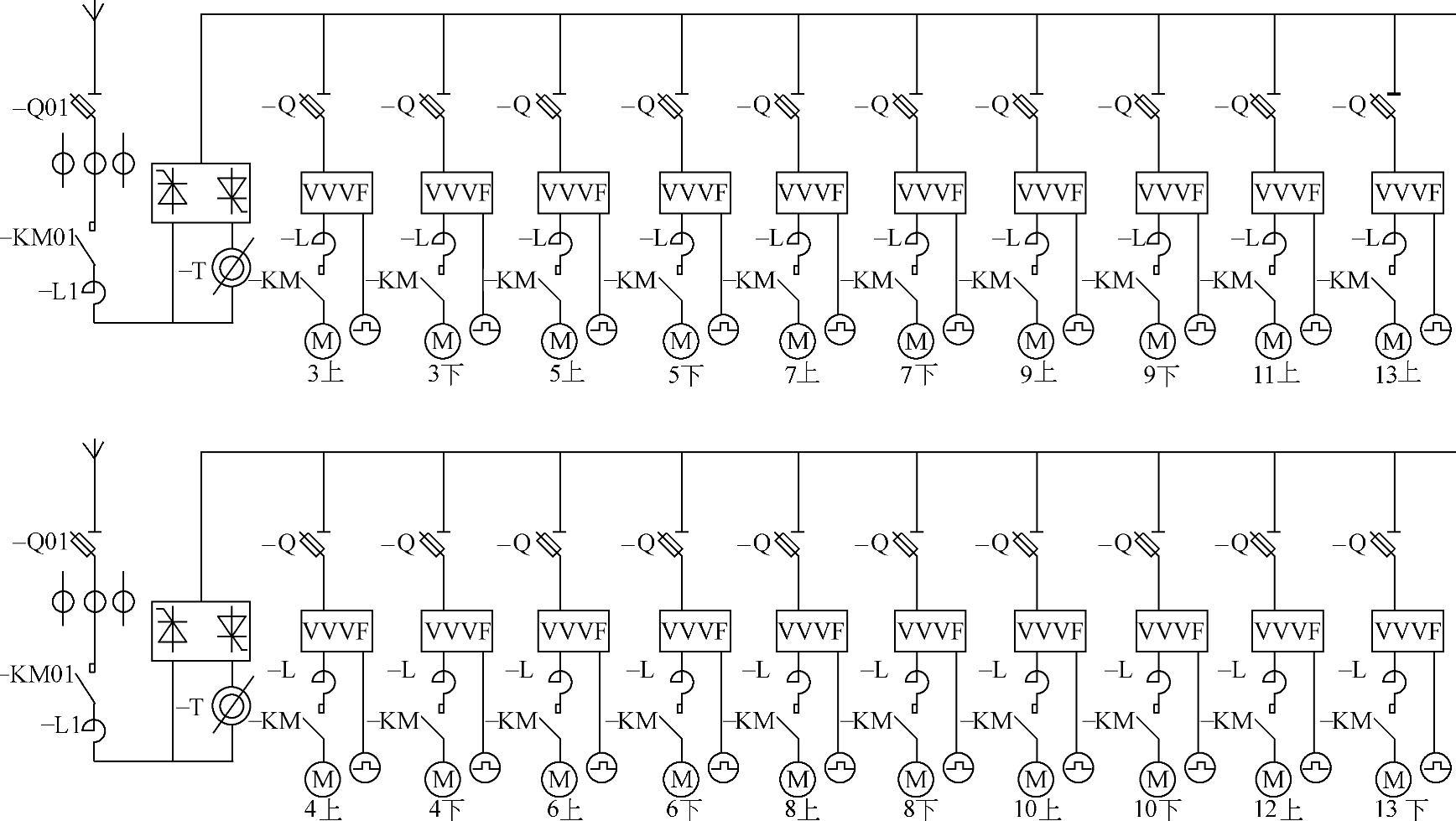
图8-30 逆变器配置
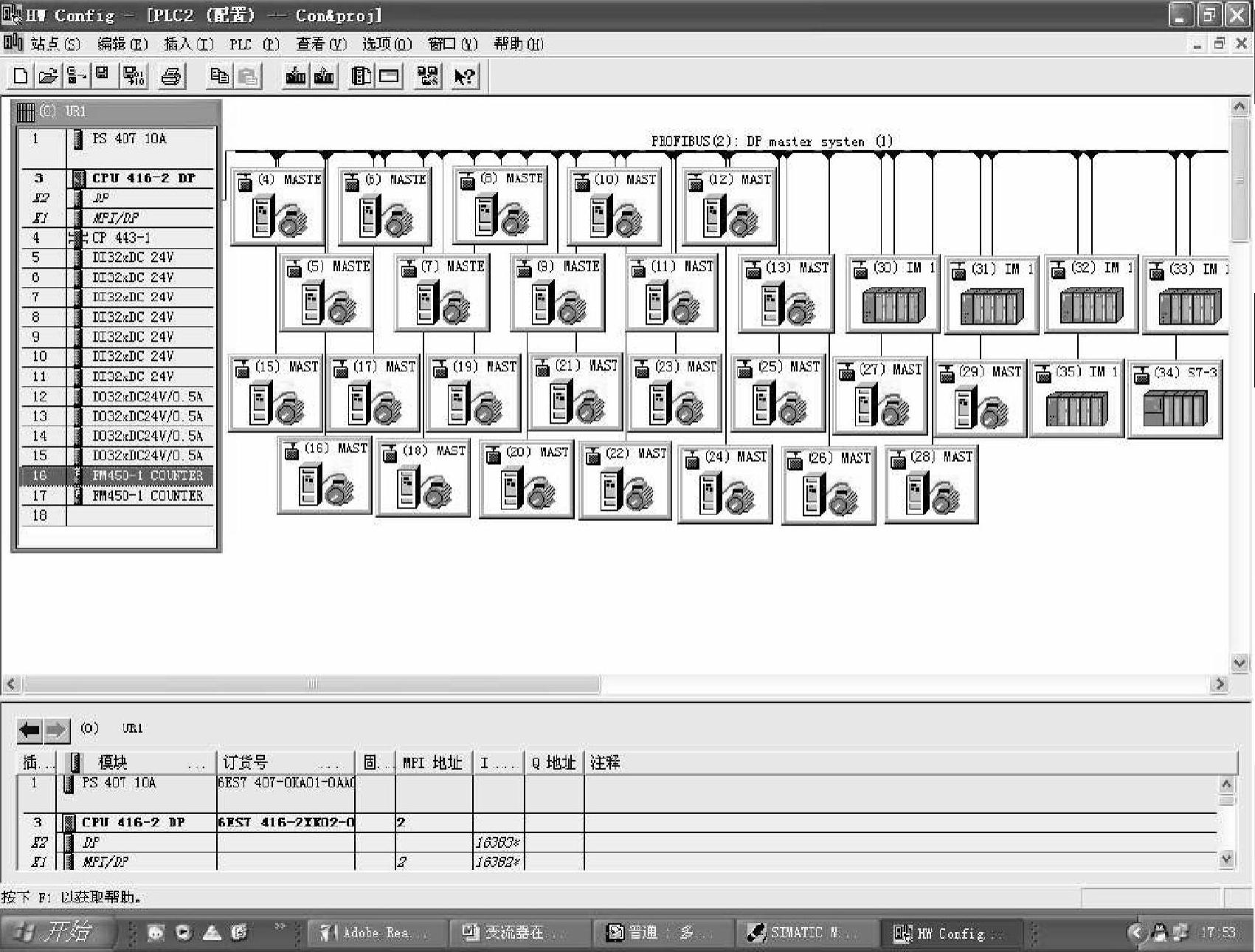
图8-31 硬件配置
通过变流器内部软化功能,调整电动机速度,实现电动机负载平衡,软化主要在变频器内实现,由PLC处理设定拉速与实际拉速的一致问题。
特性补偿功能由PLC完成,此功能完成电动机的速度和拉速之间的转换关系。
软化补偿由逆变器直接完成。为了控制电动机达到所需的拉度,逆变器要接收来自PLC的速度参考值。当投入软件包化补偿时,对单台电动机而言,转矩越大,实际速度对应有所减小。为了达到转矩和速度平衡及稳定,要优化补偿系数K,当某台拉矫辊的线速度比其他的快时,电动机会要求输出更大的转矩,当投入软化补偿时,更大的转矩将导致此台电动机速度的降低,直到找到一个平衡点;反之亦然,当PLC进行速降补偿时,这些电动机的速度会适当增加。通过对单台电动机的速度调节,达到每台电动机的负载均匀。
由于进行了软化补偿,夹辊的速度通常低于设定速度,为此要进行速度精调,为了检测拉速,电动机实际速度要进行平均,这个平均速度与设定速度进行比较,速度之间的偏差值被积分、然后与速度设定值相加,传送到逆变器,直到达到设定速度。功能如图8-32所示。
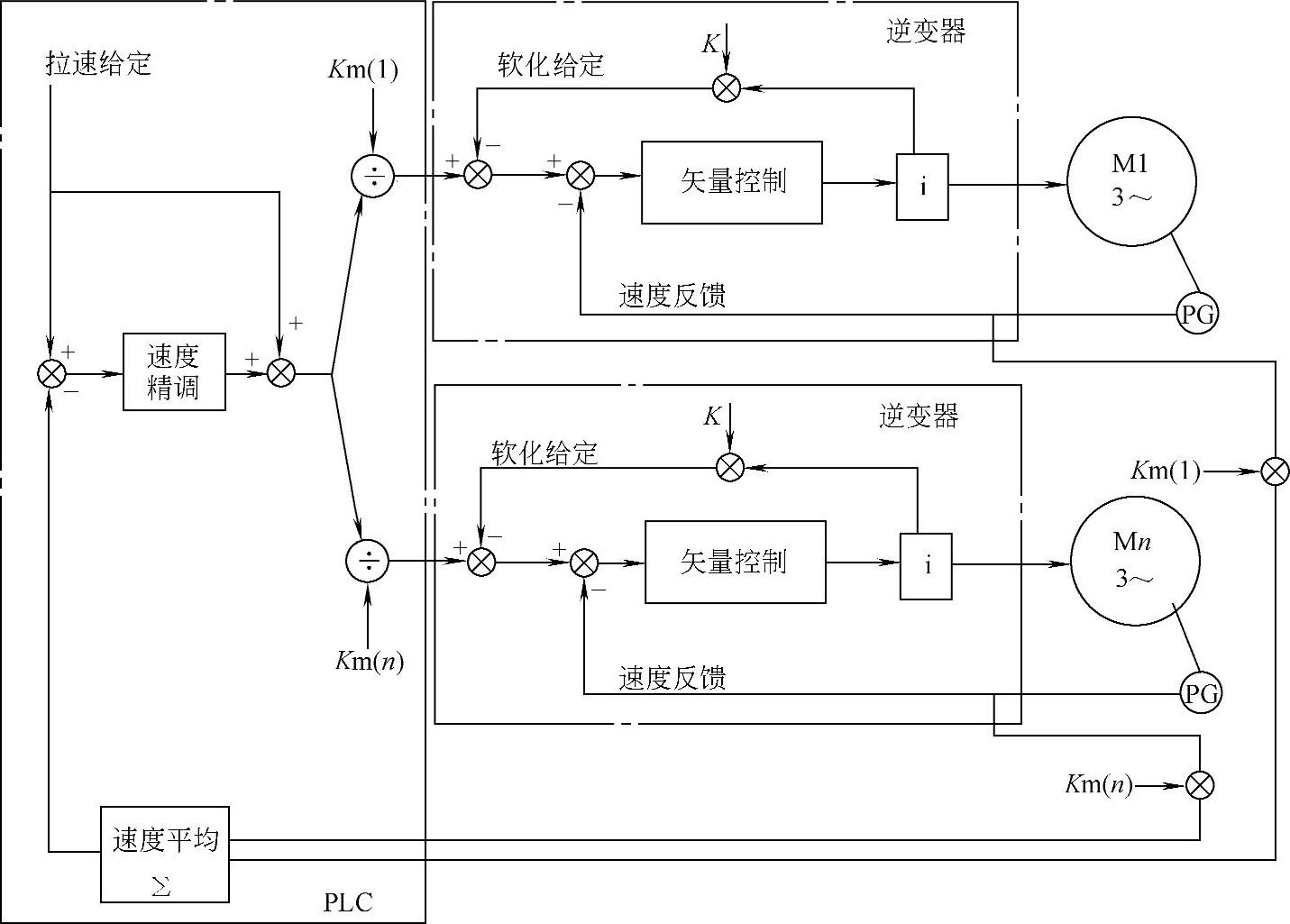
图8-32 系统功能
(2)参数设置
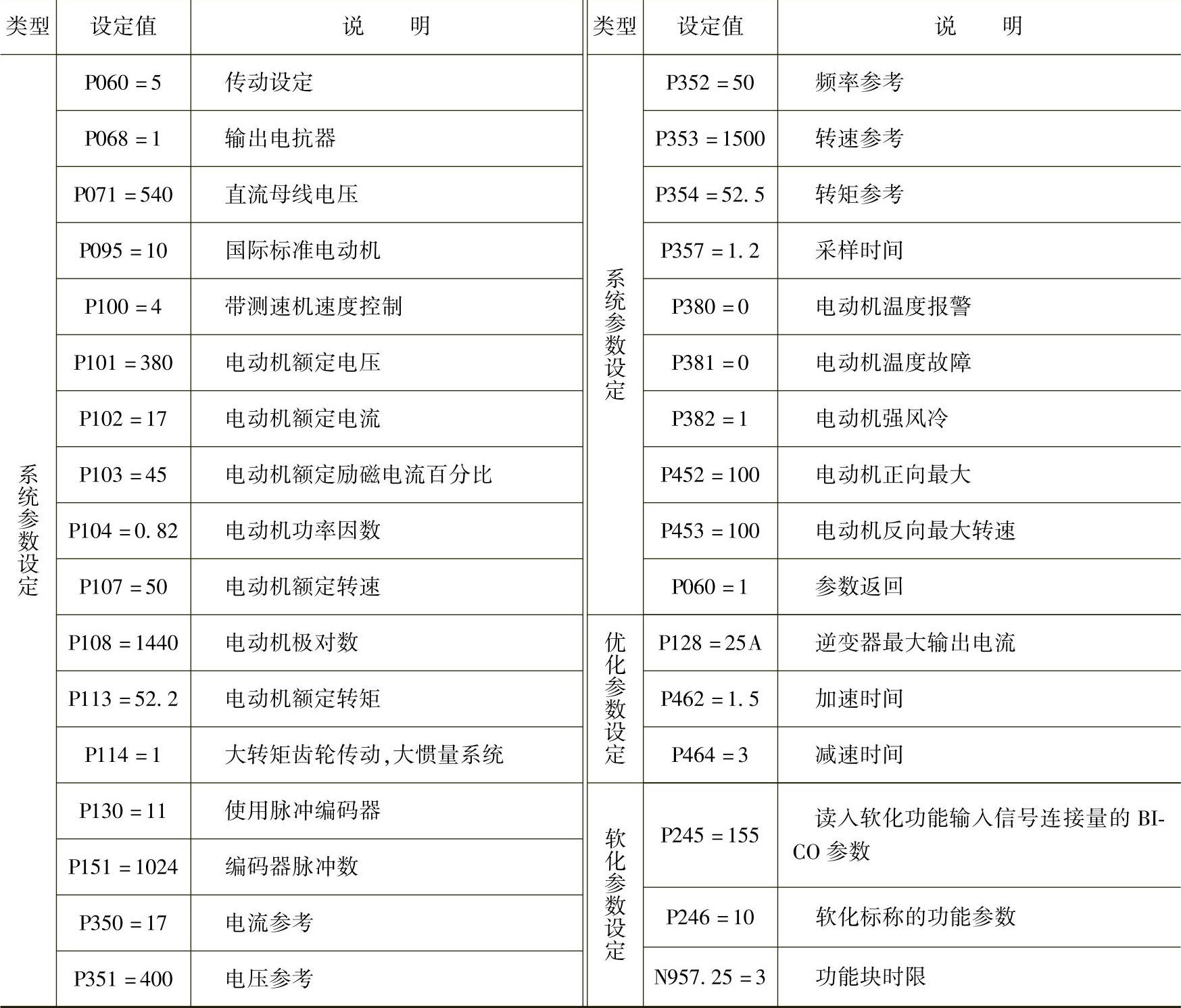
根据逆变器订货号、PROFIBUS-DP站地址、电动机铭牌数据,进行功率定义、硬件设置及系统设定,参数优化及工艺参数设置调整等,见表8-16。
表8-16 参数设置
在实际运行中,没有出现因电流不平衡造成过电流跳闸的现象。拉速稳定度大为改观,其稳定度不超0.1%;各辊间电流误差不超过10%。设备运行稳定,产品合格率比改造前也有很大提高。
2.MASTERORIVES变频器在滚切剪控制系统中的应用
钢铁公司中板厂3500mm中板轧线为交流控制系统,其滚切剪本体设备由剪机、驱动电动机、位置检测编码器、压紧装置、换刀/卸料小车、剪刃间隙调整电动机、剪刃间隙位移传感器和拔料装置组成。滚切剪的辅助控制系统由测长装置、板头收集装置、接料小车、摆动辊道、夹送辊、输出辊道、钢板找正装置、激光划线及辅助润滑系统组成。滚切剪定尺剪切线简要工艺布置如图8-33所示。
首先,在准备生产前要根据被剪钢板的厚度、材质按工艺要求调整相应的剪刃间隙。当钢板到达定尺剪时,启动钢板找正装置将钢板靠紧定尺档板,使其走行方向垂直于剪刃,保证剪刃切成品为矩形。此时,要求拨料装置、测长装置、摆动辊道、剪刃间隙调整装置、换刀小车均处于正常允许剪切位置,而且保证剪刃停止在电气零位。手动操作定尺剪输入辊道使钢板头部前移至滚切剪剪刃位置,利用激光划线装置将钢板准确停止在头部剪切位置,启动滚切剪进行头部剪切,钢板压紧装置下压将钢板压紧,剪刃驱动电动机运转,当上剪刃检测到电气零位接近开关时停止,抬起钢板压紧装置,头部剪切完成。剪切完成后,夹紧夹送辊、测长辊压下,启动夹送辊和定尺剪输入辊道使钢板前进,利用测长辊的实时计长与上位机设定的定尺剪切长度进行比较,当钢板的走行距离快要到达设定长度时,夹送辊与输入辊道自动减速直至钢板停止在所要求的定尺剪切位,此时人工利用激光划线装置进行位置确认后,启动剪切,其剪切过程与切头相同。剪切完成后,启动夹送辊、定尺剪输入辊道、摆动辊道、输出辊道进行钢板输送,同时完成下一段定尺的剪切工作。
在进行尾部剪切时,首先根据定尺档板显示的剩余距离,在上位机上修正后一段的定尺尺寸,同时启动夹送辊、定尺剪输入辊道、摆动辊道、输出辊道使钢板前进,利用测速辊计长,保证钢板准确停止在尾部剪切位置。经人工确认后,启动剪切。尾部剪切完成后,启动辊道和输出辊道将定尺钢板送入下一工序,启动拔料装置把钢尾推入料框。
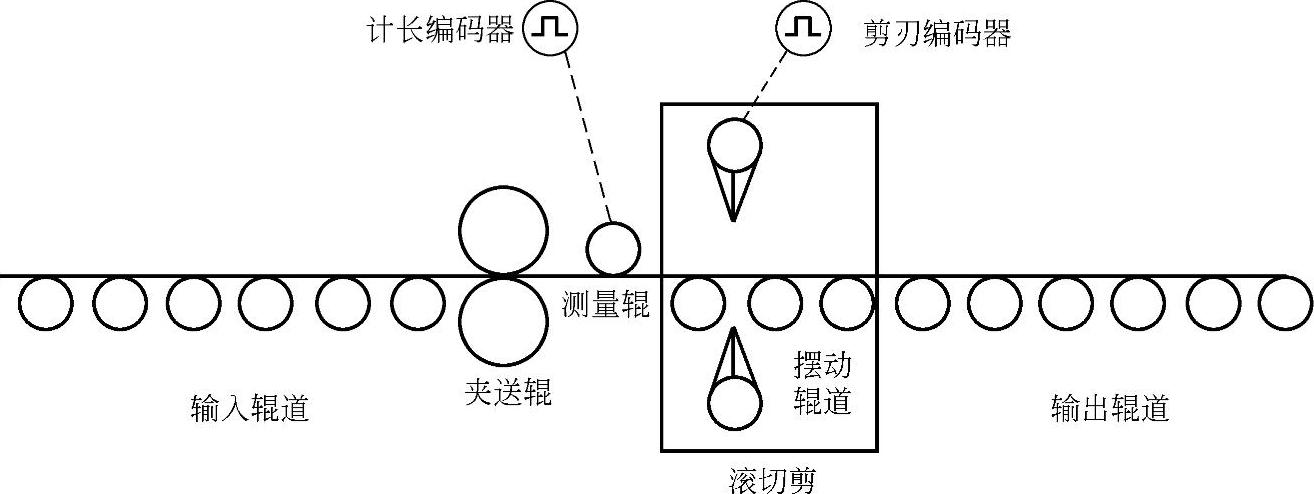
图8-33 滚切剪定尺剪切线简要工艺布置
(1)控制系统组成
如图8-34所示,滚切剪控制系统由基础控制级、基础自动化级和上位监控级组成。基础控制级包括滚切剪交流传动控制系统、夹送辊和辊道交流传动控制系统、现场检测元器件等;基础自动化级包括剪切定位控制系统、测长定位控制系统、换刀小车控制系统、剪刃间隙调整控制系统;上位监控级由工控机组成操作员站和工程师站,采用实时监控软件,组态软件采用WinCC,操作员站用于信号画面显示和故障报警,工艺、过程参数的设定和系统的远程操作,工程师站用于系统调试及设备运行维护。
由于滚切剪传动控制系统为快速启停系统,而且剪体本身为双机减速及硬连接驱动控制,因此其控制系统选用西门子公司的6SE70整流回馈单元+逆变器的控制方式,两台逆变器采用主从控制方案,即以一台逆变器控制的电动机为主,包括速度控制、力矩控制和电流控制,另一台电动机为辅,只有力矩控制和电流控制,其力矩给定值由主电动机的逆变器产生。为保证系统的快速性,两台逆变器之间采用SIMOLINK的光纤通信完成数据交换。SIMOLINK通信协议可完成两台MASTERDRIVES装置之间的快速、同步和自由选择数据的传送,其通信速率最大可达11Mbit/s,每个子站可同时接收和发送8个32位数据,最长通信距离可达300m。
夹送辊、辊道、剪刃间隙调整、换刀小车的驱动选用西门子公司的6SE70整流单元+逆变器+制动单元的控制方式完成。定尺剪快速换刀、输送链板和料头输送辊等系统,由于其操作不频繁且定位精度不高,因此其传动控制采用固定方式MCC+ET200远程I/O的简单控制方式完成。
剪切定位控制系统、测长定位控制系统、换刀小车控制系统、剪刃间隙调整控制系统均由基础自动化级完成。基础自动化级采用1套西门子公司的S7-400 PLC进行控制。上位监控系统与基础自动化级PLC采用以太网连接,西门子公司以太网符合国际标准IEEE802.3,传输速率为100Mbit/s。基础自动化级PLC和基础控制级(传动级)之间采用PROFIBUS-DP网连接,增加了控制的灵活性。PROFIBUS-DP为开放式网络,符合国际标准EN50110-1-1997,传输速率最大为12Mbit/s,采用双绞屏蔽线,最大长度可达90km。基础自动化级PLC采用分布式I/O系统:现场设备的保护信号连接到就近的远程终端上,远程终端之间、远程终端和主控PLC之间用PROFIBUS-DP网连接。这样,减少了现场设备到控制室、操作箱等电气控制系统之间的信号连接电缆,使控制台到主控PLC之间为通信电缆和电源线,现场分布式I/O箱为局部的集线中心。充分利用网络,节省总成本,降低故障率,减少维修时间,降低维护电工的维护工作量。
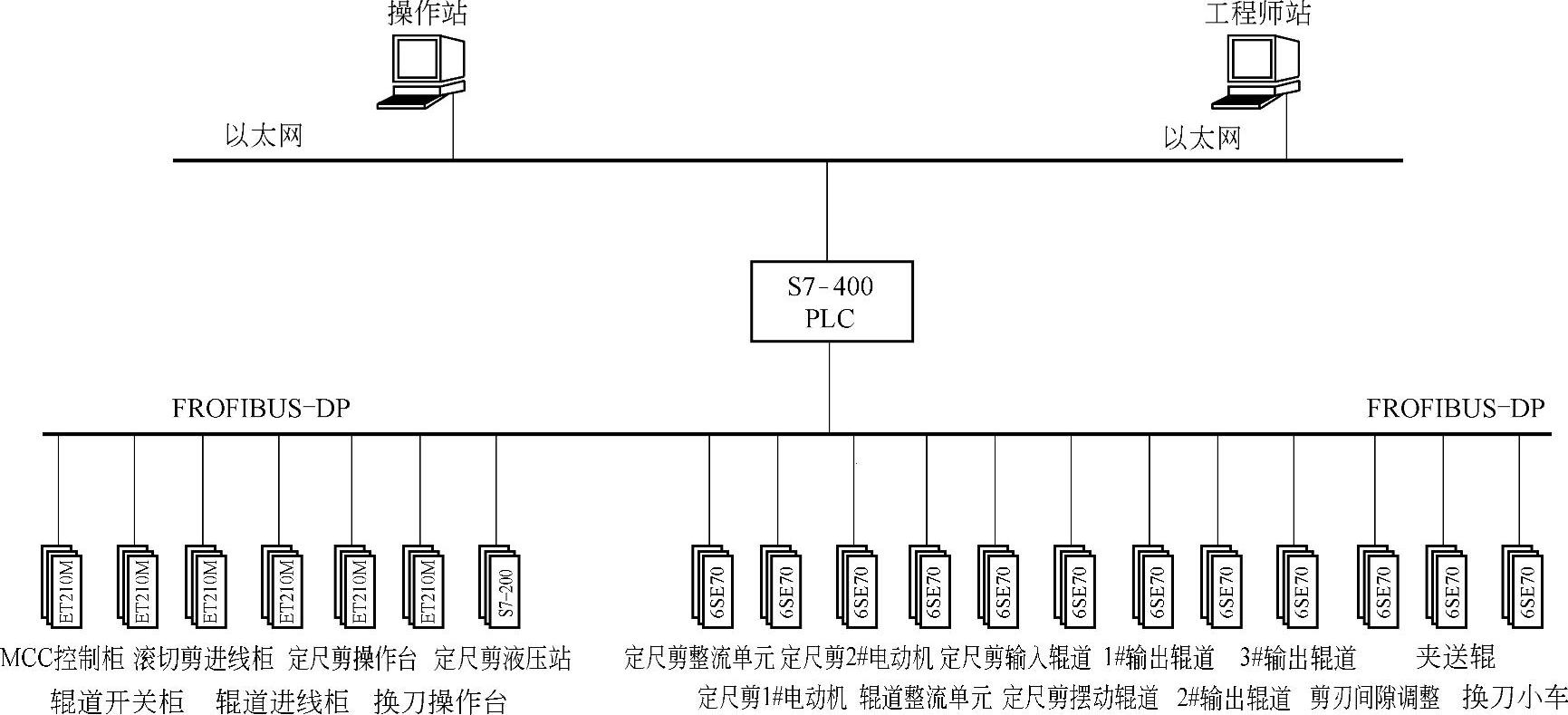
图8-34 滚切剪自动化控制系统
(2)逆变器和整流回馈单元的选型
根据工艺要求,滚切剪的电动机额定功率为400kW、额定电压为AC 690V、额定频率为50Hz、额定电流为425A、额定转速为1000r/min、最大过载2.8倍。根据电动机过载倍数得出电动机最大过载电流为1190A。根据变频器工作特性,如果不需要过载运行则变频器可长期运行在额定电流,如果要求过载则变频器只能长期工作在变频器额定电流的91%。
由于滚切剪是启停式工作制,所以只对过载能力进行计算就可以了。如要求过载1.36倍,则过载运行时间为60s,周期为300s。逆变器的额定电流I=1190/1.36A=875A。
根据电动机额定电压选择逆变器的电压等级为3AC 660~690V的逆变器。选用西门子公司的MASTERDRIVES 800kW装置,其逆变器的额定电流为860A,逆变器的基本电流为782.6A,逆变器的过载电流为1169.6A。短时过载系数为1169.6/425=2.752(≤2.8)。但考虑到定尺滚动切剪的剪切能力要求20次/min,而且根据实际工况不会达到2.8倍的最大过载,按照逆变器发热的等效面积计算,选择AC690V、800kW逆变器装置可以满足生产需要。
由于滚切剪的两台电动机经减速箱硬连接,两台逆变器为主从控制,即两台逆变器输入/输出电流应该相同,所以根据整流回馈单元的选型原则计算得出,AC 690V 1500kW的整流回馈单元适用于本系统。
对于辊道交流变频控制系统,按照相同的选型原则,电动机过载按2倍考虑,考虑同期系数,选择辊道的整流单元、逆变器和制动单元。
(3)剪刃定位控制系统
剪刃定位控制系统以CPU416-2DP为核心,利用FM451高速计数模板接收绝对值编码器发出的位置信号,组成剪刃位置闭环,驱动两台滚切逆变器进行剪切控制,同时采样极限接近开关信号作为最终保护。
滚切式剪切机采用弧形上剪刃,在几乎直的下刀刃上滚动剪切,在整个剪切范围内刀片重叠量相等,被剪板材几乎不弯曲,无错边,大大提高了钢板的形状精度。在本控制系统中初始角度为0°,入切角为70°,出切角为290°,剪切总旋转角度为360°。
由于剪刃的剪切速度固定,所以只需计算出满足加速距离的加速度即可,根据加速度值计算出加/减速过程中相应的旋转角度,确定出固定的剪切位置曲线和速度曲线预设于PLC中。在剪切启动后,速度设定值按照已有速度曲线进行加速,同时PLC按照预设剪刃位置曲线给出剪刃位置设定值,通过FM451采样的剪刃位置实际值控制调节器的输出,位置调节器的输出作为电动机传动控制系统的速度给定值的微调,保证在有效的加速距离内完成电动机加速。在剪切区内,剪刃保持剪切的最高速度,此时电动机的加速力矩基本为零,电动机的所有输出力矩都化为剪切力能作用于钢板,有效地保证了剪切质量。剪刃离开剪切区后,速度曲线马上进入减速段,利用整流回馈单元及自耦变压器将电能回馈电网,使剪刃准确停止在初始位置。
由416CPU、FM451高速计算模板和整流回馈单元、6SE70逆变器组成的控制系统有效地保障了系统的快速性和控制精度,剪刃定位控制系统的角度控制精度可达±1°。
(4)测长定位控制系统
测长定位系统由位于操作台的ET200M远程I/O中的FM350高速计数模板完成,其控制原理与剪刃定位控制系统基本相同,只是本系统不采用速度曲线控制夹送辊和辊道,而是直接使用位置调节器的输出作为速度设定值。
为防止剪切时钢板的振动造成测量辊采样误差,在钢板剪切时,测量辊抬起,钢板行走时前压下测量辊并保持液压缸油腔压力,避免测量辊打滑。
钢板在进行定尺剪切时,还没有完全冷却,因此在上位机设定剪切长度后,系统会根据温度计测量的钢板温度,进行温度系数补偿,该系数也可以进行人工干预。最终的剪切长度是经过补偿计算确定后送给位置调节器的。
(5)剪刃间隙调整控制系统及换刀小车控制系统
剪刃间隙调整控制系统采用带速度反馈的U/f控制方式,采用直线位移传感器作为剪刃间隙的实际位置反馈。其控制思路与测长系统相同,即选用纯比例调节器作为位置调节器,位置调节器的输出直接作为电动机传动系统的速度设定值,调节器设小死区,屏蔽逆变器的低速段。
换刀小车控制系统由接近开关完成左/右极限保护,位置控制由人工操作完成。其安全开关保护、剪刃夹紧油缸的夹紧/松开、剪刃支架的上升/下降操作均为逻辑保护,经人工进行操作控制,系统较为简单。
(6)上位监控系统
上位监控系统由操作员站和工程师站组成,利用工控机和西门子公司的HMI监控软件WinCC 6.0作为操作界面,通过以太网与PLC控制系统进行数据交换,在给PLC系统赋值的同时采样PLC和传动装置的运行状态,并进行显示,显示历史趋势或报警记录。
上位监控级由工控机组成操作员站和工程师站,采用实时监控软件和组态软件,操作员站用于信号画面的显示和故障报警,工艺、过程参数的设定和系统的远程操作,工程师站用于系统调试及设备运行维护。
滚切剪电气控制系统的主要组成部分为位置控制系统,位置控制系统的关键在于检测元器件和控制设备的选型。检测元器件的分辨率和精度决定了系统的控制精度,控制系统的响应时间和处理速度则控制着系统的稳定性和快速性。在位置控制系统中应尽量减小信号的滤波时间,而减小滤波时间就要求现场检测信号的抗干扰能力要强,安装精度要高,机械误差要小。
在剪刃定位控制系统中,为尽量避免机械误差干扰,速度反馈编码器作为剪刃电动机位置反馈,经过信号运算,保证了剪刃的控制精度。
该系统运行稳定、事故率低、生产效率高。而且该套设备配置较完善,符合电控系统的发展潮流。
3.MASTERDRIVES变频器在高炉探尺系统中的应用
某炼铁厂高炉探尺系统,改造前采用直流电动机驱动其机械设备,由于直流电动机维护困难且备品、备件匮乏,需要将直流电动机改型为交流变频电动机。对应于电动机的改型,该探尺系统原有的直流控制方案也相应地需要改造为交流变频控制方案。依据当前变频技术的发展和交流变频器的应用,选用西门子公司的SIMOVERT MASTERDRIVERS矢量控制的电压源型变频器6SE70系列来设计控制方案。
(1)高炉探尺工艺流程
高炉探尺是用来检测高炉内矿石与焦炭等物料的料面,供冶炼操作人员以视觉观测炉内物料下放的情况,同时控制矿石与焦炭等物料向炉内的排放。当探尺检测到炉内的物料下放至设定的料面时,探尺自动提升到顶部,矿石与焦炭等物料依据工艺设定值向炉内排放。物料排放完毕,探尺自顶部按设定的速度开始自动下放,下放至炉内物料的料面后,探尺被物料支撑,探尺速度减至为零,随后跟随物料下放,直到再次检测到炉内的物料下放到设定的料面时,探尺自动提升。如此循环往复,使探尺稳定在一个料面高度。
目前冶炼系统的一般情况是:小于2500M3的主炉用2个探尺探测炉内的物料,大于3000M3的高炉用3个或4个探尺来探测炉内的物料。本文改造的是1613M3的高炉探尺。
(2)高炉探尺系统的设计与选型
1)探尺系统原采用直流电动机传动,电动机型号为Z-68,其功率为3.7kW,电压为220V,电流为20A,励磁电流为0.6A,转速1000r/min。探尺系统现在采用交流变频电动机传动,电动机功率为5.5kW,电压为380V,其转速为750r/min,机座号160M,中心高160mm,电动机长<900mm(考虑了轴伸110mm+码盘尺寸)。
2)提尺与放尺的速度参数:减速机速比为31.5,卷筒直径为318mm。正常运行时,提尺速度<26m/min,放尺速度<15m/min。
3)选用变频器为6SE7021-8EB61,400V(7.5kW)。由于探尺是位能性负载,其下放的动能不能通过变频器回馈给交流电源,需要外加制动电阻和制动单元消耗能量。同时为满足较高的转速精度和良好的动态品质,以及调速范围宽广和低转速时保持一定加速度的提升力矩,需要1台增量编码器,其每转矩有1024个脉冲以构成速度闭环控制系统。
(3)高炉探尺变频控制原理
变频器应工作在矢量控制方式下以便于力矩控制,要求在变频电动机轴端安装增量码盘作为速度检测元器件。减速机轴端接多圈绝对值码盘,信号经通信总线进PLC,由PLC读出探尺的高度,作为检测值及探尺的操作信号。变频器接受PLC的信号:PLC给变频器提尺信号、放尺信号;变频器给PLC准备好信号及故障信号。变频器与PLC间的这些开关信号由点对点方式连接。其控制原理如图8-35所示。
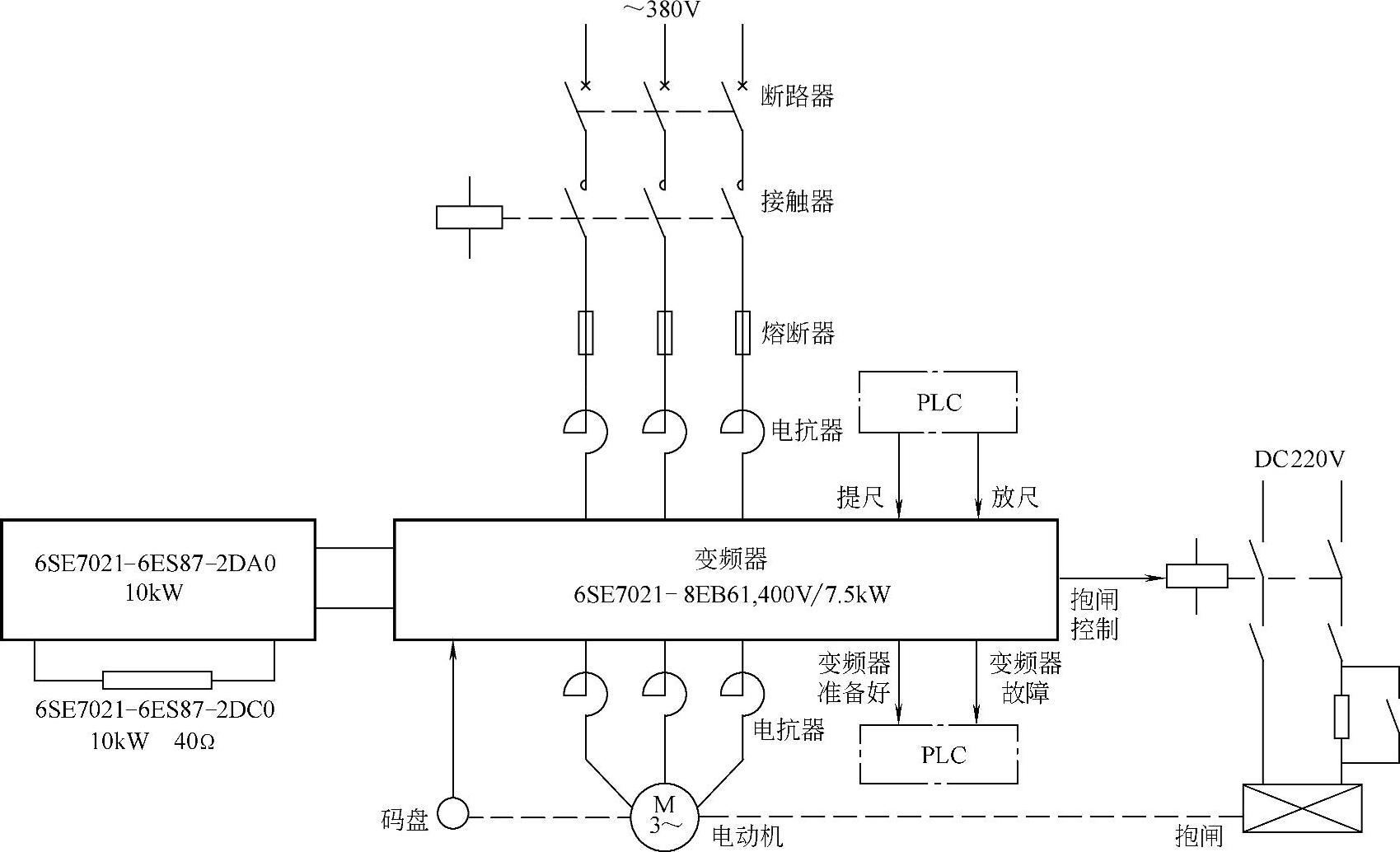
图8-35 探尺变频控制原理
当要求探尺下放时,由PLC送出放尺信号,由变频器系统实现自动放尺并保持下放速度不超过限制值,在探尺降落到料面时保持电动机仍有一定提尺力矩,使探尺保持直立姿势。探尺下放的动能由制动电阻和制动单元消耗掉。
当要求探尺提升时,由PLC送出提尺信号,由变频器系统实现自动提尺并保持提升速度不超过限制值。当PLC检测到探尺在顶部时,由变频器系统实现自动停车并投入抱闸。
依据探尺系统现场调试可知,探尺提升既可以采用速度控制系统来实现,也可以采用力矩控制系统来实现。探尺下放可以采用速度控制系统与力矩控制系统到料面的切换来实现,也可以单独采用力矩控制系统来实现。本文采用力矩控制系统来实现探尺的控制,其主要控制参数设置见表8-17。
表8-17 主要控制参数设置
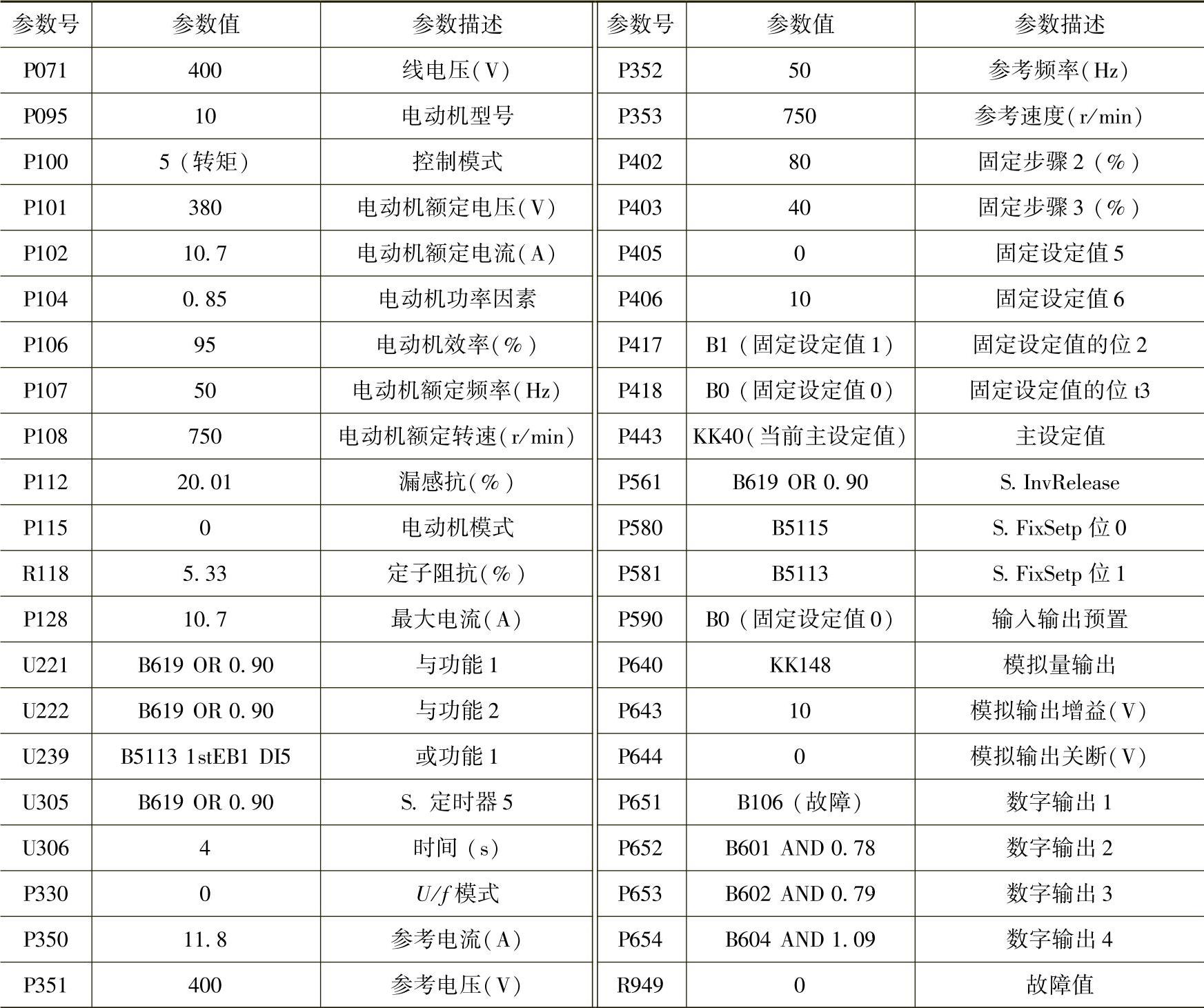
探尺调试过程中,提尺力矩由参数P402设置,该设定值应与探尺配重砣重量以及提尺的动磨擦阻力之和相匹配,使探尺能快速提升到位。放尺力矩参数由P403设置,该设定值与放尺的动磨擦阻力之和应与探尺配重砣重量相匹配,使探尺以一定的速度下放到料面;此时动磨擦阻力变小乃至消失,放尺力矩与静磨擦力以及炉料对探尺配重砣的浮力之和应与配重砣重量匹配,保持探尺配重砣垂直立于炉料表面,并随炉料的下降而下放。
高炉探尺采用全数字交流变频矢量控制系统,该系统可以方便地实现高炉探尺的提升与下降。该系统满足工艺要求,运行稳定、可靠,可以很准确地测量料面。
4.MASTERDRIVES变频器在转炉工程中的应用
某钢铁公司新建转炉工程选用国际先进的工艺装备,设计能力为年产钢200万t。
(1)工艺及设备情况简介
转炉工程的工艺采用了“先进、可靠、成熟”的顶底复吹和高效连铸技术。其主要设备有转炉本体、氧枪、板坯连铸机、方坯连铸机等。
1)转炉本体。在整个转炉吹炼过程中,由于冶炼操作需要,转炉需要倾动到不同的角度,以便进行各项作业内容。转炉倾动回转角度:0~±360°。转炉倾动回转速度:高速1.0r/min,低速0.2r/min。
2)氧枪。转炉氧气炼钢法与其他炼钢法相比,一个重要的特点就是氧气以高速射流形式穿入熔池金属液中,从而实现对金属液的冶炼过程(包括吹炼、溅渣护炉、氧枪刮渣、换枪、氧枪紧急提升、液面高度设定、氧枪位置控制校准、氧枪升降速度设定)。
3)板坯连铸机。板坯连铸是炼钢车间比较重要的工序,完成从钢水到板坯材的制成工作。设备包括:钢水罐及中间罐车、结晶器振动装置、扇形段夹送辊(拉矫装置)、切割前辊道、切割下辊道、喷印辊道。
4)方坯连铸机。方坯连铸与板坯连铸类似,同样也是炼钢车间比较重要的工序,完成从钢水到方坯材的制成工作。设备包括:钢水罐及中间罐车、结晶器振动装置、拉矫机装置、液压剪切装置或火焰切割机、后部输送辊道。
(2)控制方案简介及控制难点说明
在本项目中,采用西门子公司的PLC、通信、工控软件及传动控制产品组成高质量、高性能的控制系统,完成整个项目的过程及拖动控制任务。其中,采用了5套S7-400型PLC、15套S7-300型PLC、近百套MASTERDRIVES系列传动产品(功率范围从几千瓦到数百千瓦)。
上位监控系统由工业控制计算机配装工控软件,完成整个系统的过程数据采集、运行状态监视、系统设备控制及其他工业数据的采集、报表生成、打印、数据备份等工作。PLC系统与传动控制系统间采用的是西门子公司的PROFIBUS-DP总线通信方式,完成控制信号及数据的高速传递与交换。同时,各子系统PLC与该子系统设备间有充分的信号线连接,当通信系统出现故障时,子系统可独立运行,保证系统的安全性及可靠性。
系统主要的控制难点包括:4台转炉倾动电动机的负载平衡;氧枪提升时的钢绳松弛与抖动;板坯夹送辊电动机的负载平衡;方坯拉矫机的平衡出力;通信网络的高速、高效数据传递。
其中,4台转炉倾动电动机的负载平衡是该项目中技术难度最大的课题,要求必须做到高速响应、高控制精度、高安全可靠性能。与以往的同等级转炉项目不同,上述的传动控制装置全部采用的是西门子公司的全交流MASTERDRIVES 6SE70系列变频器产品,配合西门子公司的PLC、PROFIBUS-DP通信网络构建起高性能的传动系统,充分发挥出西门子产品多功能、高性能的特点,较好地解决了技术难题,并将负载分配控制精度提高到5%以上(用户提出的负载分配考核指标为<8%)。同时,将转炉倾动系统的响应时间控制在2s以内,响应速度大大提高。
众所周知,在冶金行业的工程项目中,所采用的电气自动化产品范围之广、种类之多几乎涵盖了电气自动化产品的所有门类,其中包括低压电气产品、逻辑控制产品(PLC)、工控及软件产品、通信网络产品、仪表类产品、传动控制产品、传感器类产品、电动执行结构等等,西门子公司在上述的各项产品门类中都有高性能产品可供用户选择,同时在产品兼容性、产品相互接口的适应性等方面都有着无可比拟的优势。
现场控制站在与设备自带的PLC通信时,采用PROFIBUS_FMS的方式,其通信介质为屏蔽双绞线,其通信速率最大可达1.5Mbit/s。
10kV及各变电所的相关信号,通过智能继电保护装置及智能空气断路器、用PROFI-BUS-DP的通信方式与现场控制站交换数据,每个间隔保护及测量装置均作为现场控制站的从站。
现场控制站采用西门子公司的S7400 PLC,CPU采用4163DP高档CPU,具有运算速度快,资源丰富等优点。
计算机监控软件采用西门子公司的WinCC,它具有画面显示、趋势曲线、报警处理、报表处理、数据管理、网上浏览等功能。
整个自控系统体现了西门子全厂一体化的先进自控理念,并且网络结构完全符合现场总线的国际标准。
5.6SE70变频器VOD真空精炼试验炉系统
(1)真空精炼试验炉系统
在不锈钢短暂的数十年发展历史中涌现出众多的冶炼方法和工艺流程,VOD法就是目前生产不锈钢的一种主要工艺方法。VOD顶底复吹真空感应炉的熔炼工作原理,是在一只螺线管线圈中通以中频交流电,线圈产生交变电磁场,使坩埚内的炉料产生涡流热,而被加热熔化。炼钢的成本很高,如果把用在生产上的设备用在实验上,不仅浪费科研经费,而且影响生产。于是模仿生产设备设计出的小炉体(100kg左右)VOD真空精炼试验炉系统,用于工艺试验。
(2)空精炼试验炉的计算机控制系统
VOD真空精炼试验炉系统,基于S7-300系列PLC及其功能模块FM350-2的VOD炉计算机控制系统,实现了对感应炉装备、顶吹气体装置、底吹气体装置、换枪机构、冷却水系统、喷粉/吹氧/测温采样、真空抽空装置、台车装置等系统的控制。
该试验系统的上位机系统采用工业控制计算机,系统软件工作平台为Windows 2000,系统软件采用西门子公司的WinCC6.0组态软件。
试验系统的顶枪升降及台车走行控制采用西门子公司具有矢量控制功能的6SE70系列交流变频器。由于计算机系统要求准确记录枪位及台车行程,所以本系统采用编码器和S7-300的计数器模块FM350-2来完此功能。
(3)VOD控制系统的软件实现
根据VOD系统的工艺流程和结构化程序设计的总体思想,VOD炉控制系统中采用S7-300 PLC程序的总体结构。
熔炼的浇铸过程中,需要将钢水倒进放置在台车上的结晶器中,1个炉钢能浇铸7个结晶器,由于坩埚是固定的,所以依靠台车的移动,带动结晶器移动,从而实现对多个结晶器的浇铸。但是,浇铸钢水时,操作人员在观察窗不容易观察到台车的具体位置,很难将坩埚和结晶器对中。为了解决这一问题,该系统采用FM350-2采集脉冲编码器信号,由PLC进行定位检测以及移动的控制。
当枪或台车撞到上限或右限的时候,要将计数器模块的当前计数数值清零。这就是说,要向计数器模块的数据库中写入数值。向计数器模块的数据库中写入数值调用CNT2_WR标准功能块,才能将数据写入模块的数据库中。
本系统顶枪上、下限之间的实际高度为1440mm;台车的左右限之间的实际长度为2740mm;编码器一周的信号为1000个脉冲,而丝杠的螺距为10mm,也就是每100个脉冲对应1mm。设计时利用STEP7编写了一个FC,将计数器模块采集来的脉冲数经过量程转换,得到台车或各枪实际的移动长度或高度,然后送入上位机,经上位机处理后得到枪或台车在画面上的位置。
人机界面的设计利用西门子公司的WinCC组态软件,对上位机监控软件组态,实现现场数据实时记录和监控。设计了冶炼计时、记录查询、读写工艺参数等具有Windows风格的动态操作画面,人机画面可见最后运行效果以及附录中的现场照片。
正式运行,实践证明系统设计合理、运行稳定可靠,已经达到各项技术指标。
有关西门子系列变频器及其工程应用的文章

整个系统由西门子S7-300控制器、ET200M I/O系统、WinCC组态软件包、PROFIBUS现场总线、以太网,西门子MASTERDRIVES 6SE70变频器等组成先进的全集成、全数字化系统。ET200M分布式I/O站通过PROFIBUS-DP现场总线与S7-300控制器进行实时通信。每个ET200M分布式I/O站最多可配置8个S300系列的I/O信号接口模块。变频器均采用西门子6SE70型通用变频器。......
2023-06-19

印刷部及纸张输送线均采用西门子MASTERDRIVES 6SE70系列变频器。本系统可以简单地划分为两大部分,纸张输送处理部分由MASTERDRIVES VC来进行速度控制、速度同步,印刷部由MASTERDRIVES MC来进行同步印刷。MASTERDRIVES MC伺服驱动配置系统原理如图8-45所示。其中速度辊用MASTERDRIVES MC交流变频器控制的1PH7主轴电动机拖动;两组印刷滚筒分别由两个MASTERDRIVES MC交流伺服变频器控制的主轴电动机拖动。......
2023-06-19

表8-1 变频器主要调试参数在4台沉没泵上应用MM440变频器的,延长了电动机的使用寿命,而且在设备稳定运行、保护、节能等各方面都达到了原设计的目的,效果十分明显。变频器在氧化铝生产流程中有较好的推广前景。变频器采用西门子公司的MM440系列变频器。......
2023-06-19

本节将以河南某水泥厂管状带式输送机为例,就西门子MASTERDRIVES变频器在管状带式输送机上运用的优点和控制策略进行阐述。系统硬件构成西门子MASTERDRIVES变频器采用先进的矢量控制原理,是具有IGBT逆变器和全数字技术控制的电压源型变频器。西门子MASTERDRIVES变频器有多种控制形式,包括U/f模式、无速度检测的矢量控制模式、带速度检测的矢量控制模式等,其控制形式性能见表8-18。......
2023-06-19

通过PLC内部程序设定报警及联锁保护,一旦出现故障立即停止相应操作并报警。通过现场设置的振动传感器,将信号送至PLC对空压机运行状况进行显示和诊断。PLC须实现KM2和KM4之间的互锁,以防止两台电动机同时变频起动,使变频器因过载而损坏。控制室内的操作人员根据现场监测仪表的测量信号和变频器送到DCS的实际转速信号,得出提高或降低电动机转速的命令,并在必要时起动和停止搅拌。......
2023-06-19

可编程序控制器、变频器、伺服电机、人机界面是驱动控制系统中不可缺少的组成部分。通常,纺织机械系统中的电动机普遍采用通用变频器控制,所有的变频器则统一由PLC控制。图解演示例如,图11-35所示变频器在电梯智能控制中的应用。图11-35 变频器在电梯智能控制中的应用5.变频器在民用改善环境中的应用随着人们对生活质量和环境的要求不断提高......
2023-06-24

图4-16 变频器与电源再生变频器组合时的连接电路图4-17 回馈电网制动原理图回馈制动技术性能及特点回馈制动技术性能见表4-5。目前,深圳佳能电子公司采用加拿大技术,已开始专门从事变频制动装置的制造和应用,还有深圳英腾电气有限公司,也生产能耗制动及回馈制动产品。在以下行业的设备上,使用回馈制更为迫切:1)制药厂内葡萄糖结晶用的高速分离机。......
2023-06-19

相关推荐