表8-1 变频器主要调试参数在4台沉没泵上应用MM440变频器的,延长了电动机的使用寿命,而且在设备稳定运行、保护、节能等各方面都达到了原设计的目的,效果十分明显。变频器在氧化铝生产流程中有较好的推广前景。变频器采用西门子公司的MM440系列变频器。......
2023-06-19
1.MM440变频器在啤酒生产中的应用
啤酒生产中,酒瓶的传送要求平稳、匀速,并且能根据该道工序每批酒瓶的处理周期调节送瓶速度。以前,生产线采用机械减速,操作繁琐,维护频繁,瓶子的破损率较高。现改为MM440变频器控制,速度传感变送器采集的是该道工序处理的速率。该信号送至变频器与设定值比较,经计算后,输出控制电动机以调整供瓶的速率。
啤酒厂水处理工艺中供水流量动态范围比较大,要求在生产中始终保持罐内水位恒定范围,进水管处于全开状态,水位完全由水泵抽水调节,MM440依据设定水位及水位变送器据反馈的水位模拟量,经PID运算输出调节量,以控制水泵电动机转速,达到恒定水位的目的。
(1)系统配置
啤酒厂酒瓶传送生产线包括:MM440变频器4台;异步电动机4台;速度传感变送器4台。
啤酒厂水处理工艺设备有:4kW的MM440变频器1台;同步电动机及水泵总共1台;水位变送器1台。
(2)变频器的主要调节参数
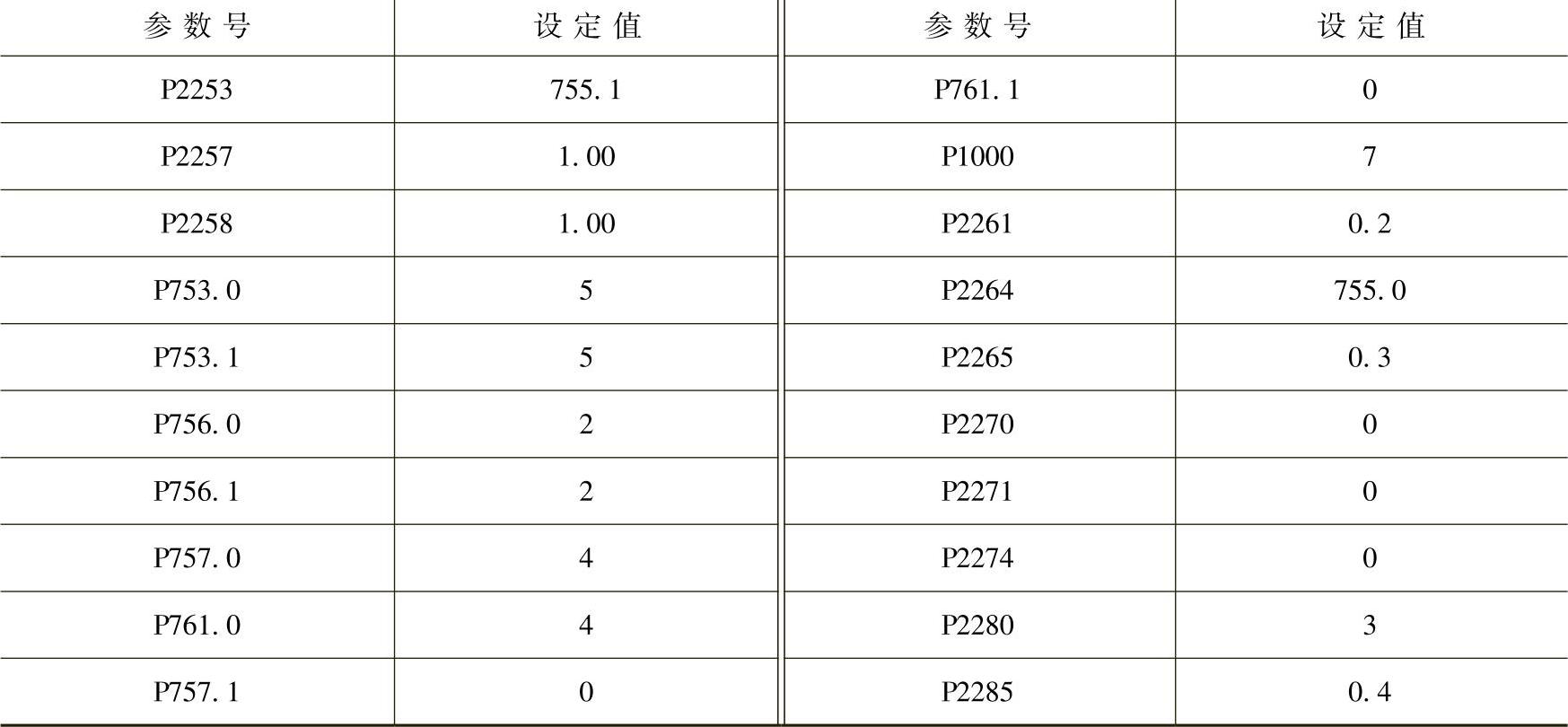
酒瓶传送生产线和水处理工艺控制电路采用PID调节方式,所有参数须由现场调试确定,因此设定值输入采用可调的模拟信号从“模拟1”由电位器给定,反馈信号“模拟2”,由变送器送出0~10V信号。酒瓶传送生产线PID调节参数设定见表8-9,啤酒厂水处理工艺的PID调节参数设定见表8-10。
表8-9 酒瓶传送生产线PID调节参数设定
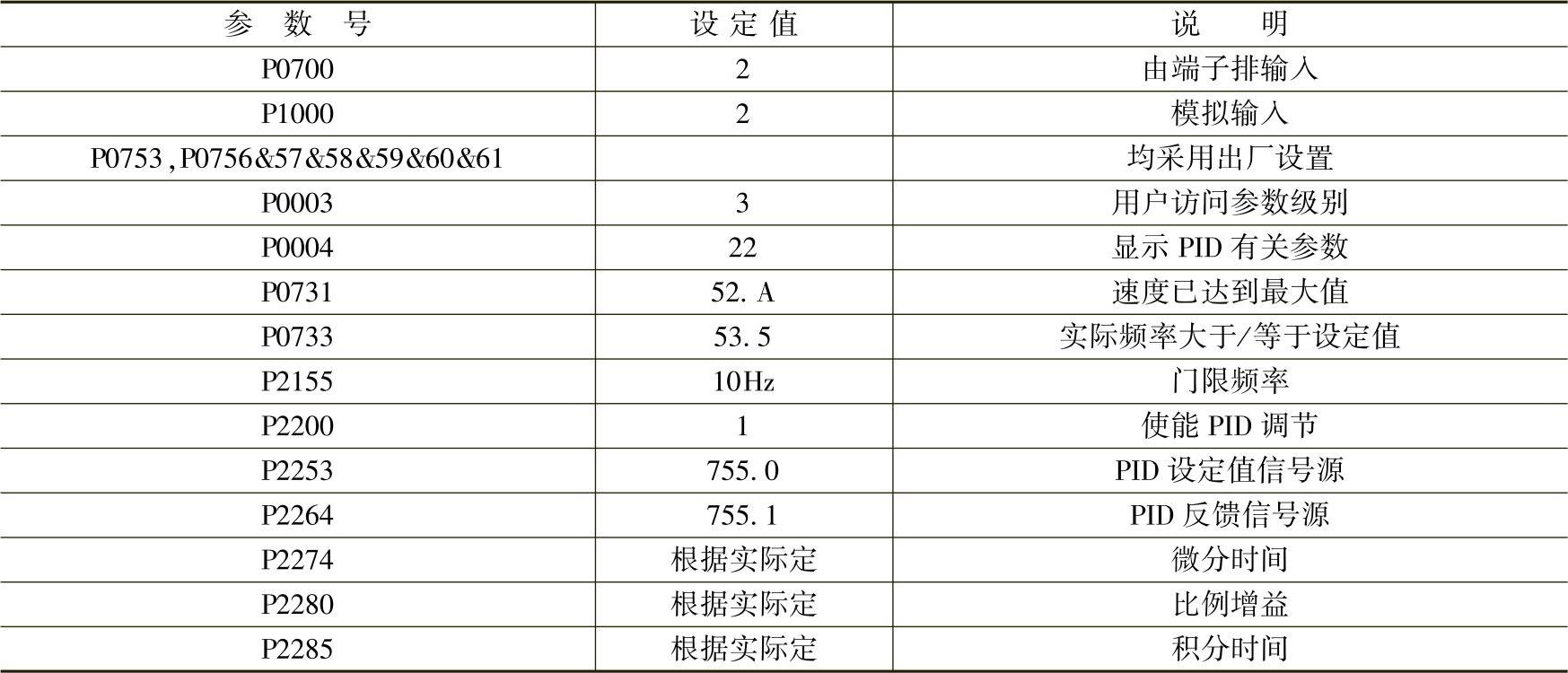
表8-10 啤酒厂水处理工艺的PID调节参数设定

(3)系统控制图
酒瓶传送生产线系统的传送控制如图8-17所示。速度变送器将监测到的传送带速度信号送给变频器,变频器输出控制信号,调节电动机的旋转速度,以达到调整供瓶的速率效果。
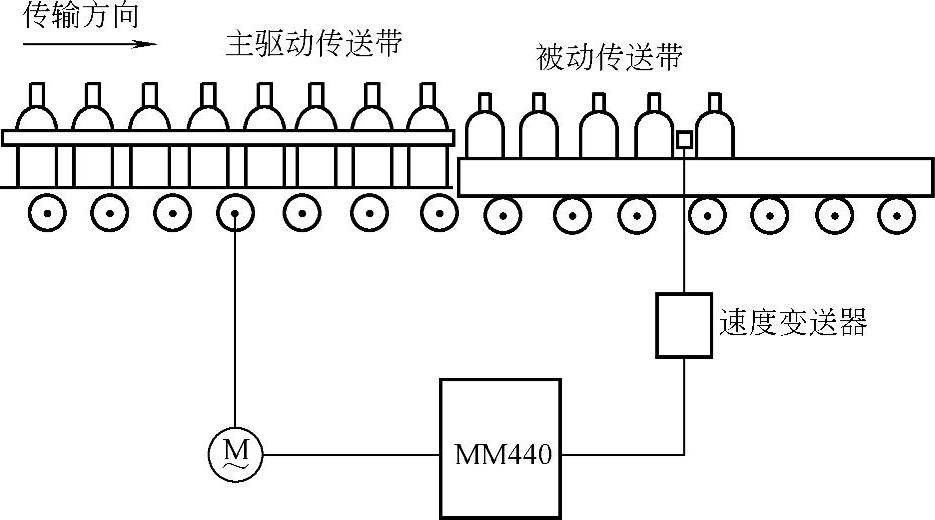
图8-17 酒瓶传送生产线系统传送控制图
啤酒水处理工艺系统传送控制图如图8-18所示,水位变送器将检测的水位送至MM440变频器,经PID运算输出调节量,以控制水泵电动机转速,达到恒定水位的目的。
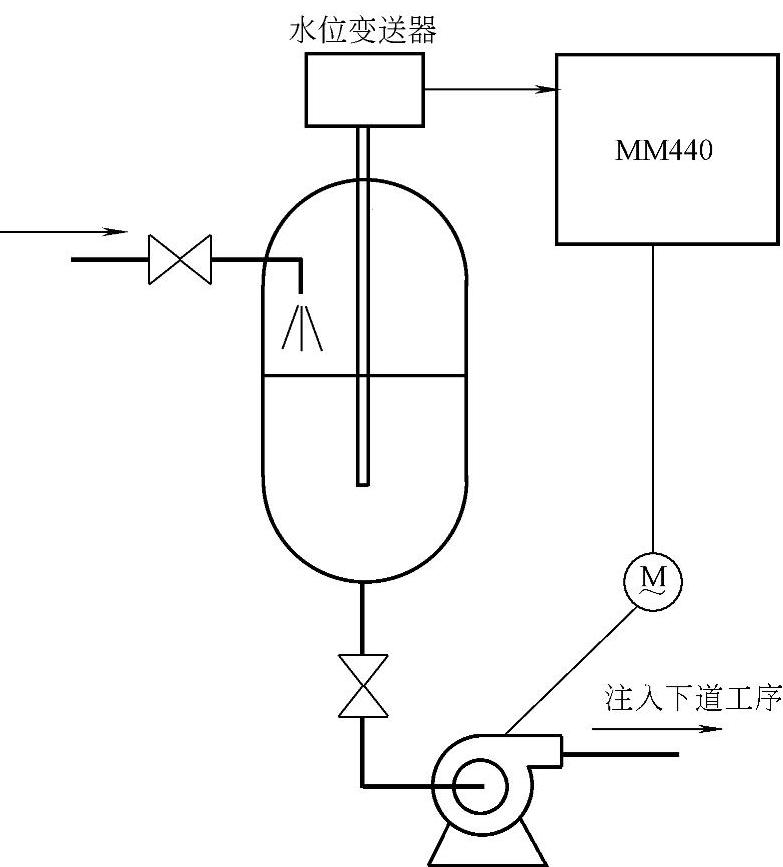
图8-18 啤酒水处理工艺系统传送控制图
在啤酒厂使用变频器后,提高了生产效率,减轻了体力劳累,降低了瓶子破损率,而且节能,使操作工摆脱了手工操作的紧张劳作,保证整个流水线开机后不间断地连续运行,中央控制室可方便、灵活地利用变频器完成对现场的调控和监视。
2.MM440变频器在水表自动化检测校验系统中的应用
应用MM440变频器所具有的两路模拟量输入和内置PID的调节功能,通过变频器控制电动机带动水泵对水表检测控制装置进行自动恒压给水,并通过手动调节阀和流量计控制水的流量。由于水的流量和水的压力是一个恒定值,这样在单位时间内,流过水表的水量应该是一个定值,通过这个定值就可以看出水表的计量显示值是否正确。应用MM440变频器模拟量信号输入1作为水的压力反馈信号(4~20mA),模拟量信号输入2作为主给定信号(0~20mA)。通过I/O端子起、停及观察变频器的工作状态,并启用变频器内部的PID参数控制功能,使变频器进行恒压供水。
(1)变频器的主要调节参数
变频器的主要调节参数见表8-11,表中包括电动机及控制参数、模拟量I/O参数、数字量I/O参数及PID参数。
表8-11 变频器的主要调节参数

(续)
(2)系统控制原理图(见图8-19)
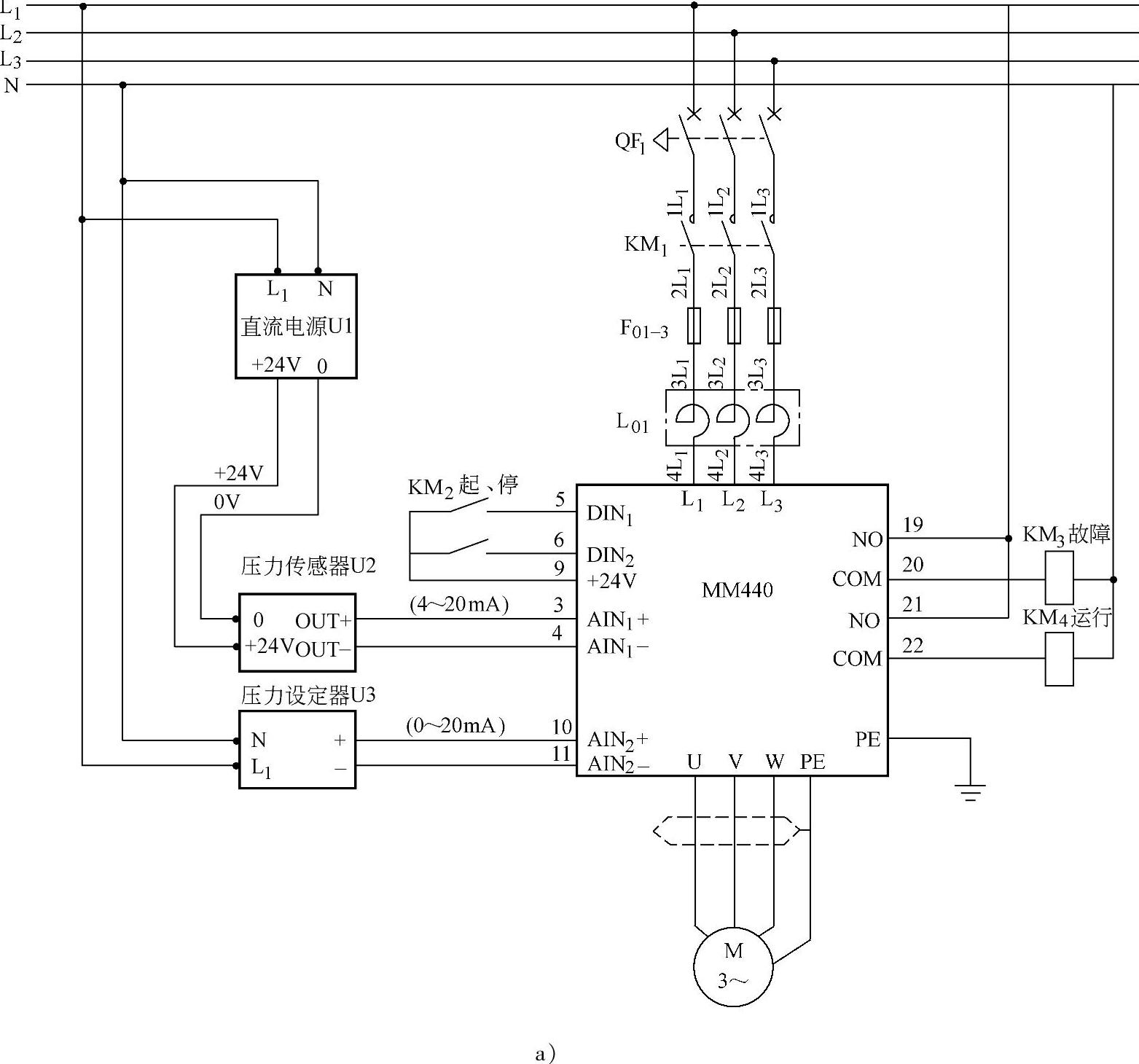
图8-19 系统控制原理图
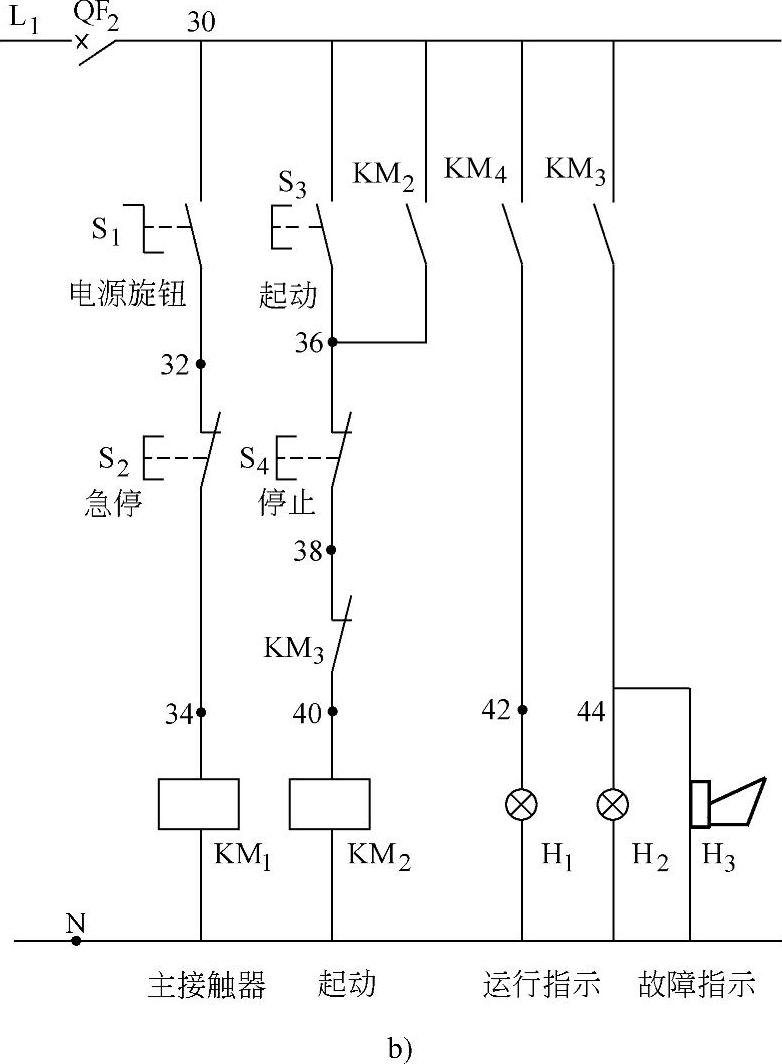
图8-19 系统控制原理图(续)
水表自动化检测校验系统采用6SE6440-2UD24-0BA0变频器,为4.0kW;保护开关采用国产正泰的C45N、C10系列;快速熔断器采用3NA系列产品。
采用了变频器控制,利用了MM440系列变频器的PID控制及模拟量输入功能,取消了外接PID控制仪表,提高了控制精度,减少了外部故障点,保证了恒压供水。
3.MM440在工业洗衣机上的应用
典型的工业洗衣机的应用,其关键点在于低速洗涤时有很平滑的力矩和脱水时很高的旋转速度。西门子公司推出的全新一代矢量型变频器MM440就能够实现低速时的大起动力矩和快速的动态响应。
(1)系统配置
本系统采用了一台西门子公司的MM4407.5kW 380V变频器,一台7.5kW、230V、三相工业电动机(电动机内置PTC温度传感器),一套洗衣机控制系统。控制系统如图8-20所示。
在图8-20中,洗涤开始时是5Hz起动,在洗涤过程中150Hz高速运行。传动装置是通过数字量输入来控制系统的起停、正反转、固定频率设定以及加减速时间。
此系统可以灵活地设定8个固定频率和两个斜坡上升/下降时间。一个用于洗涤周期,一个用于脱水周期。另外在此系统中,用模拟量输入作为附加给定,与固定频率设定相叠加以满足特殊洗涤要求,例如洗涤丝绸时的要求。
装置上的继电器输出信号在输出设定值到达时或有故障产生时输出信号作为显示用。另外此系统中,电动机上带一个内置的PTC温度检测器,PTC直接接到变频器上,当电动机过热时装置就会停止输出并产生报警信号。
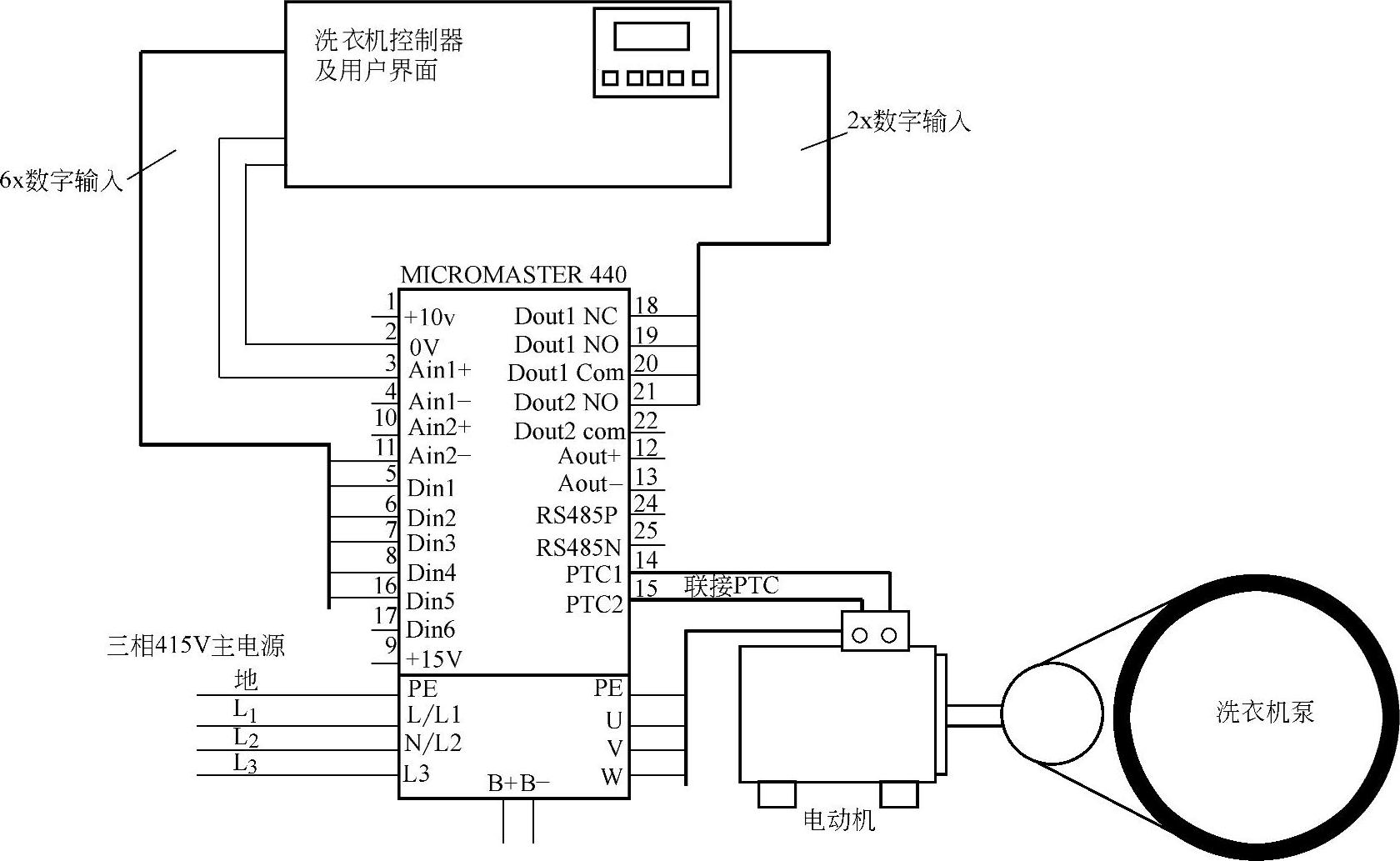
图8-20 控制系统
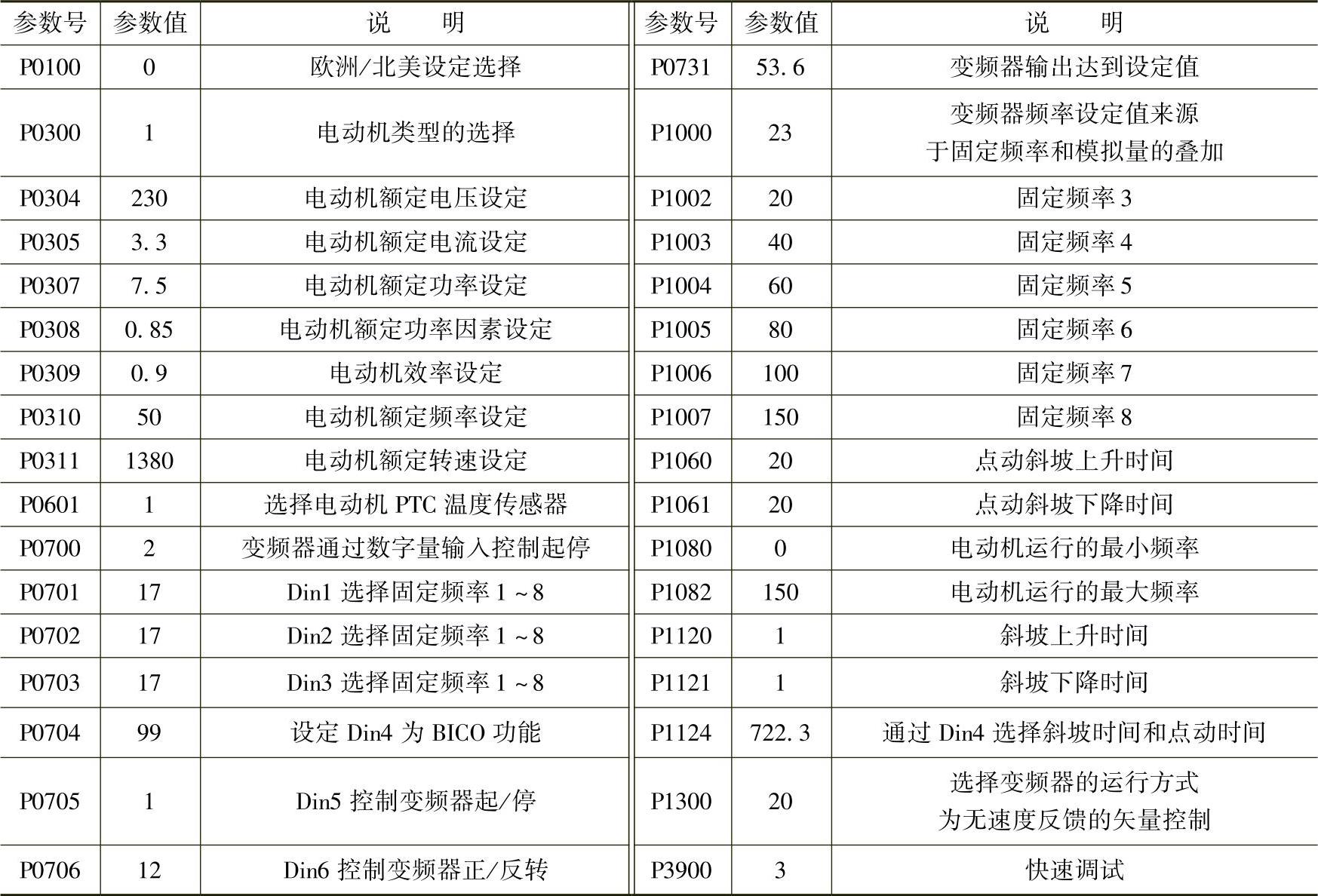
(2)电动机和变频器主要参数设定见表8-12
表8-12 电动机和变频器主要参数设定
(3)注意事项
因为洗涤系统采用的是西门子公司的MM440变频器,MM440的防护等级为IP20,所以为了保证MM440变频器长时间可靠运行,需注意以下几点:
1)变频器安装在湿度较高的洗衣房,常常发生绝缘劣化和腐蚀。所以洗衣房必须保持一定的干燥度和良好的通风,以防水汽进入变频器内。
2)由于变频器直接安装在洗衣机上,洗衣机在脱水时要高速运转。所以要注意变频器安装时一定要安装好,结构件的紧固部分一定要定期检查。
3)工业用洗衣机多用于大的旅店、宾馆等。此时要考虑变频器对旅店其他设备造成的干扰以及电网的波动对变频器长久运行造成的影响。建议在变频器进线侧加装一台进线电抗器。
使用变频传动后可减少机械和电气噪声,通过SVC矢量控制,降低了系统维护量,提高了洗涤质量,优化了洗涤速度,降低了功率损耗,减少了旋转部件的机械压力,增加了系统的运行寿命,而且可以通过人机界面设定变频器速度和监控。
4.MM440变频器在水利泄洪闸门中的应用
在50×2吨泄洪闸门提升控制中,使用西门子公司的MM440系列变频器控制110kW闸门卷扬机,电动机功率为110kW。
采用西门子变频器MM440-132kW(加制动单元)以及西门子PLC-300,与DCS监控通信连接。设置过载保护,并设置闸门内外水位平压监测信号以及闸门内存水水位监测,并将闸门双臂测重。变频器根据PLC信号控制其运行速度与提升定位。
(1)系统构成
变频柜配置:GGD控制柜体2200mm×1000mm×800mm。
变频控制系统原理如图8-21所示。
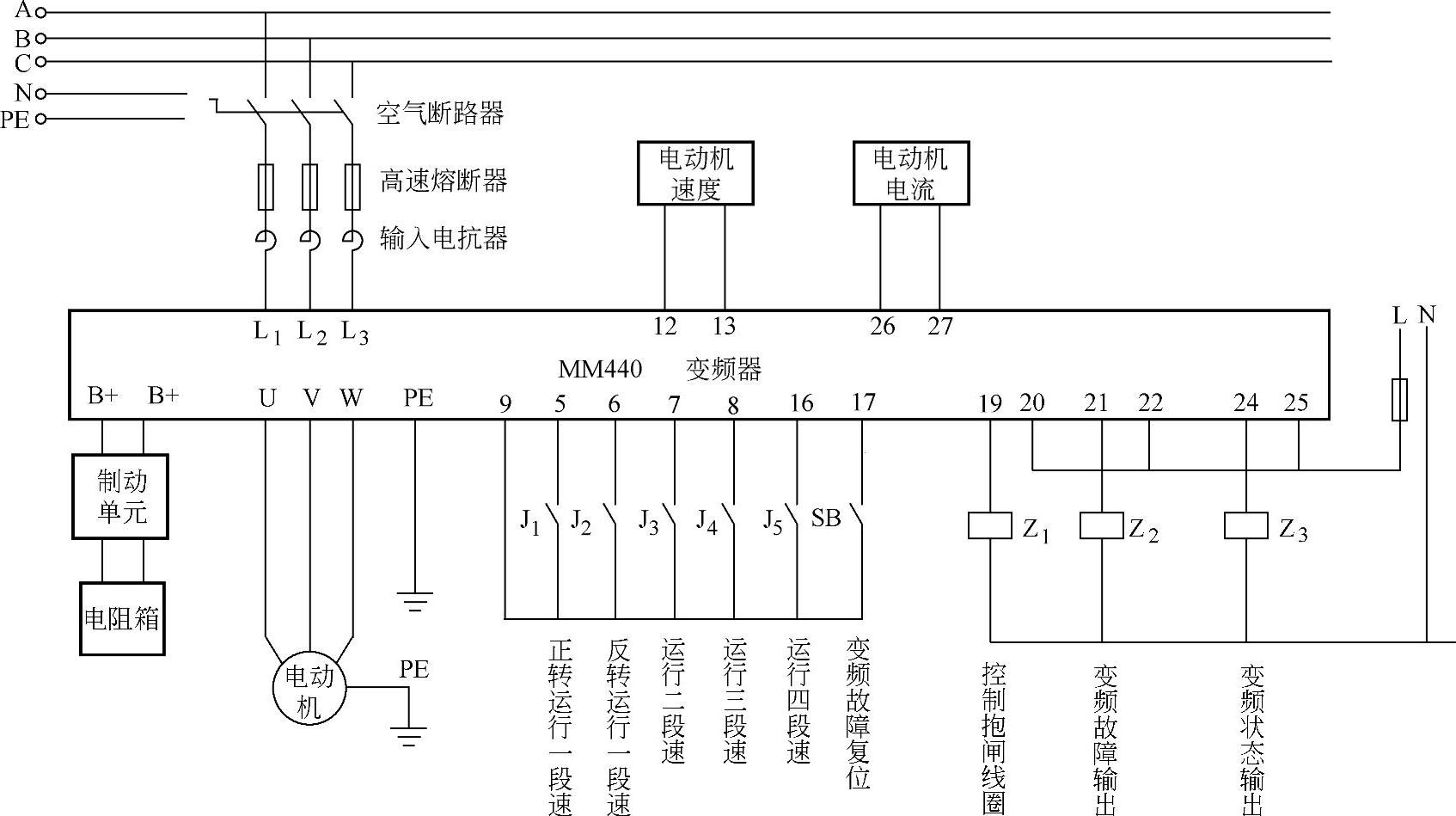
图8-21 变频控制系统原理
变频控制柜技术参数及性能特点:
变频控制柜主要技术参数:
1)主电路电源:三相五线制,380(1+10%)V;
2)控制电路电压:220V。
该控制系统性能特点:
1)具备运行方式选择开关:实现DCS—PLC自动运行和手动运行,由转换开关转换,并具有互锁保护功能。
2)变频器外接制动单元与制动电阻,解决闸门下降、制动时再生能量的吸收。“就地/远程”选择开关:实现本地电位器人工调速。变频器PID闭环调速方式。
3)变频软起动:电动机通过变频器起动,电动机电压采用数字自动斜坡补偿技术,电动机缓步升速时系统机械冲击小,能显著延长电控元件及风机机械的寿命。
4)具有完善的电动机及变频器自身保护功能:电动机欠电压、再生过电压、过电流、过载、短路、过热保护等。
5)具有电源电压、电动机电流等柜体仪表显示功能。变频器运行工作状态指示灯显示功能。并能将变频器速度和电动机运行电流以0~20mA标准模拟量形式传输给DCS监控系统。
6)变频器故障报警指示及开关量传输、远程复位功能。
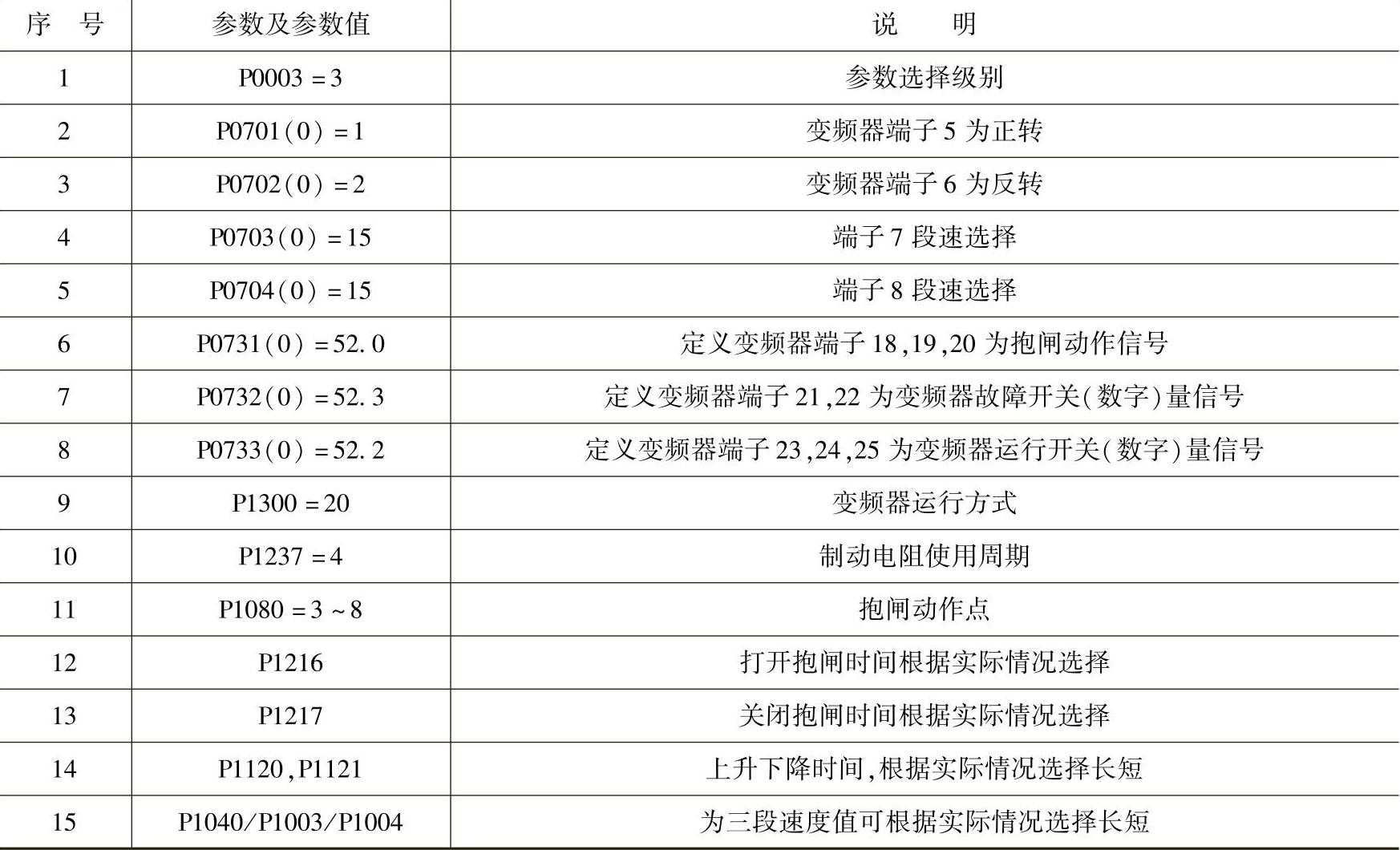
(2)变频器的主要调试参数(见表8-13)
表8-13 变频器的主要调试参数
使用西门子变频器组成闸门控制系统,使闸门上下及定位运行平稳、机械冲击非常小,可以很好地控制泄洪水流速度及流量,比过去使用串电阻调速运行更加可靠,控制精度更高,更安全。
5.MM440变频器在重型机械制造厂密度板联动生产线上的应用
本控制系统应用了MM440变频器所具有的PROFIBUS网络和BICO控制功能,通过工业控制计算机和PLC,利用PROFIBUS网络控制及变频器外部端子两种控制方法,对变频器进行自动及手动控制(正常时采用第1命令数据组(CDS)进行PROFIBUS网络控制—自动控制,网络有故障时采用第2命令数据组,即变频器外部端子控制—手动控制)。在实际应用中所有变频器都安装了PROFIBUS模板、BOP。在硬件设置上,开关量输入1作为第1命令数据组(CDS)的使能,开关量输入2作为第2命令数据组的变频器起动、停止信号,开关量输入3作为第2命令数据组的变频器电动电位计升速信号,开关量输入4作为第2命令数据的变频器电动电位计减速信号。变频器运行的各种状态及现行值均通过网络传送到PLC,再经过工业控制计算机(软件WCC)显示及控制。
(1)系统配置
1)变频器:6SE6440-2UD22-2BA02.2kW 2台、6SE6440-2UD24-0BA04kW 3台、6SE6440-2UD33-0EA030kW 2台、6SE6400-1BP00-0AA07台。
2)保护开关:国产正泰、C45N系列。
3)快速熔断器:3NA系列产品。
系统接线如图8-22所示。
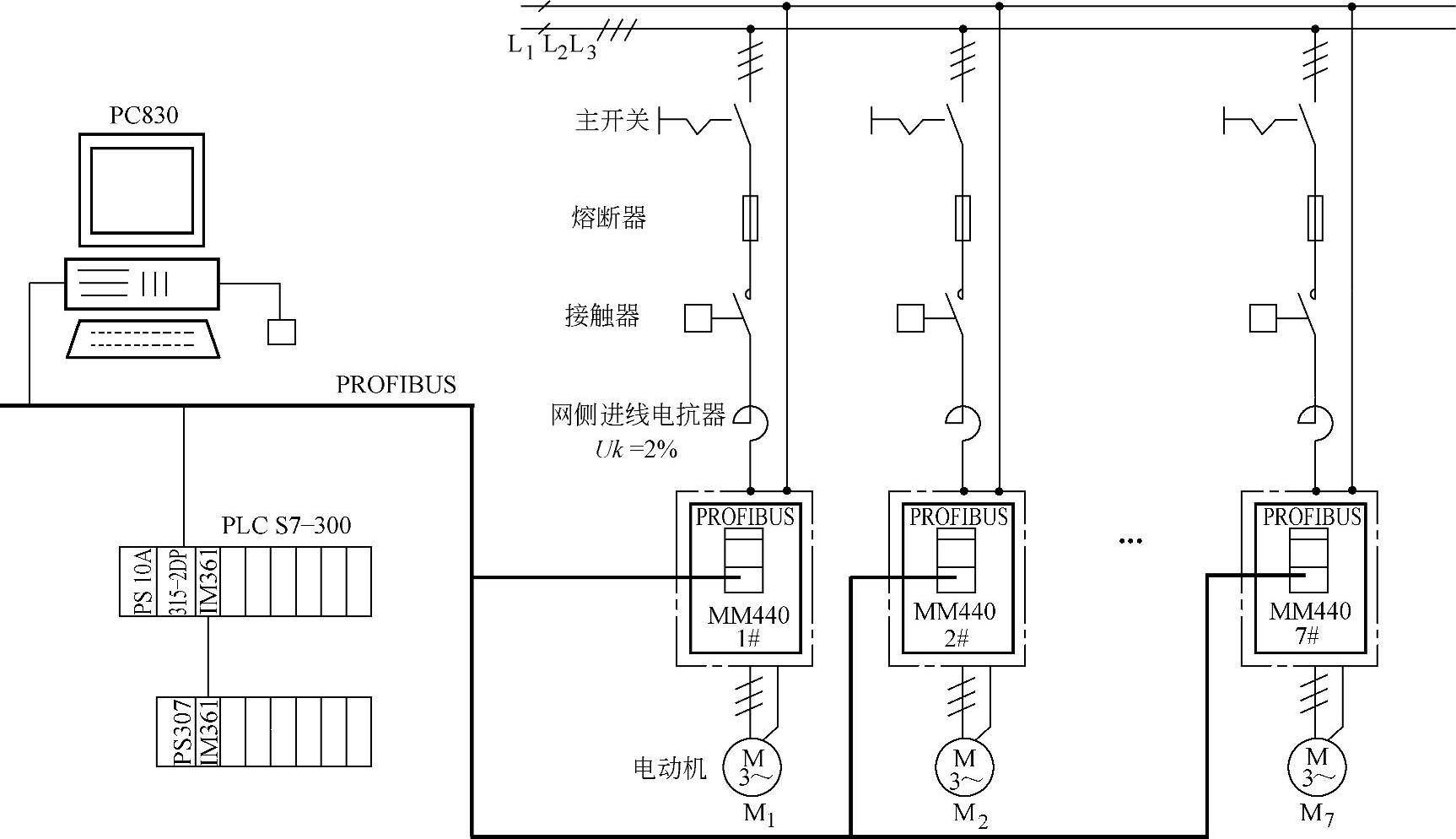
图8-22 系统接线图
(2)系统原理图
系统原理如图8-23所示,图中KM1~KM6及KM11~KM16为中间继电器的触点,它们的动作均由PLC来控制完成。变频器正常运行时,PLC控制信号及变频器的状态由网络来负责通信。本系统共7台变频器,本图只给出2台变频器原理图。
(3)变频器的主要调节参数(以一台4kW为例)
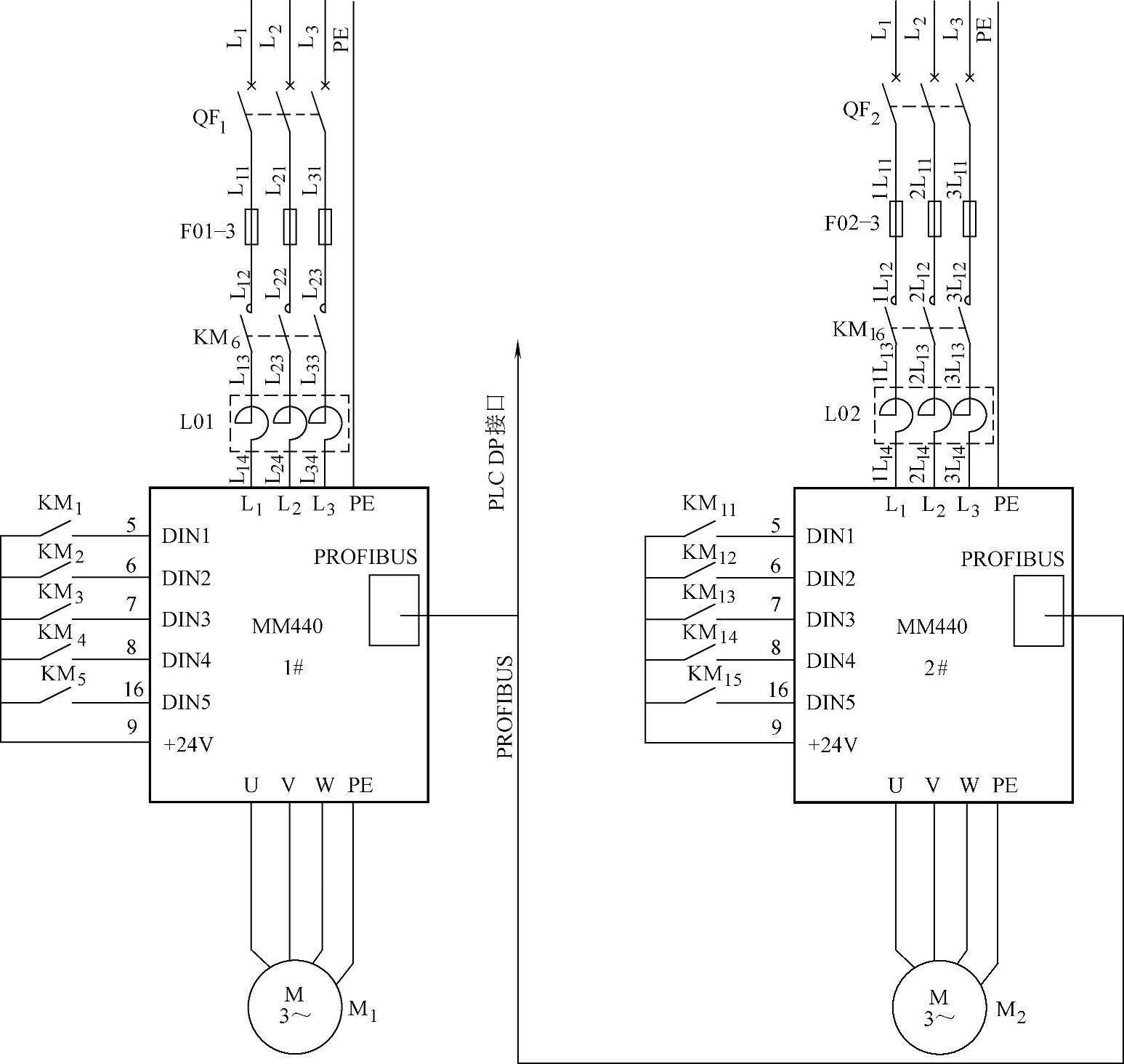
图8-23 系统原理图
电动机参数的第1和第2驱动数据组DDS设置参数均相同。电动机参数如下:
P100=0,P304=380,P305=7.80,P307=4.00,P308=0.82,P310=50,P311=1400,P1082=50,P1121=5,P1300=20,P300=2,P1120=5。
数字量I/O及BICO参数如下:
P700.0=6,P700.1=2,P701.0=99,P810=722.0,P702.0=0,P702.1=1,P703.0=0,P703.1=13,P704.0=0,P704.1=14,P1000.0=6,P1000.1=1。
PROFIBUS网络参数:P918=10(根据PROFIBUS地址)。
6.MM440变频器在电梯上的运用
电梯行业是一个特殊的行业,国家对电梯的设计、制造、安装以及使用都有详细的国家标准。电梯的主要部分由土建、机械和电气等组成,机械部分有导轨、轿厢、对重、钢丝绳以及其他部分,电气部分由主控制板、变频器、曳引机等部分组成。在电梯运行中,主控制板的指令控制变频器,由变频器驱动曳引机带动轿厢运行。变频器作为电梯的系统核心部件,对电梯的安全运行至关重要。
在典型的升降系统的轿厢控制中,要与配重相结合,系统表现为很大的惯性复杂系统,所以传动装置必须有很大的起动力矩。MM440变频器可以控制电动机从静止到平滑起动期间提供200%的3s过载能力。MM440的矢量控制和可编程的S曲线功能,使轿厢在任何情况下都能平稳地运行且保证乘客的舒适感,特别在轿厢突然停止和突然起动时。MM440变频器内置了制动单元,用户只需选择制动电阻就可以实现再生发电制动,因此可以节约系统成本。
(1)系统配置
本系统采用一台MM4407.5kW 400V变频器,电动机为7.5kW 400V三相带制动器电动机。控制系统采用SIMATIC S7—313 PLC,系统配置如图8-24所示。
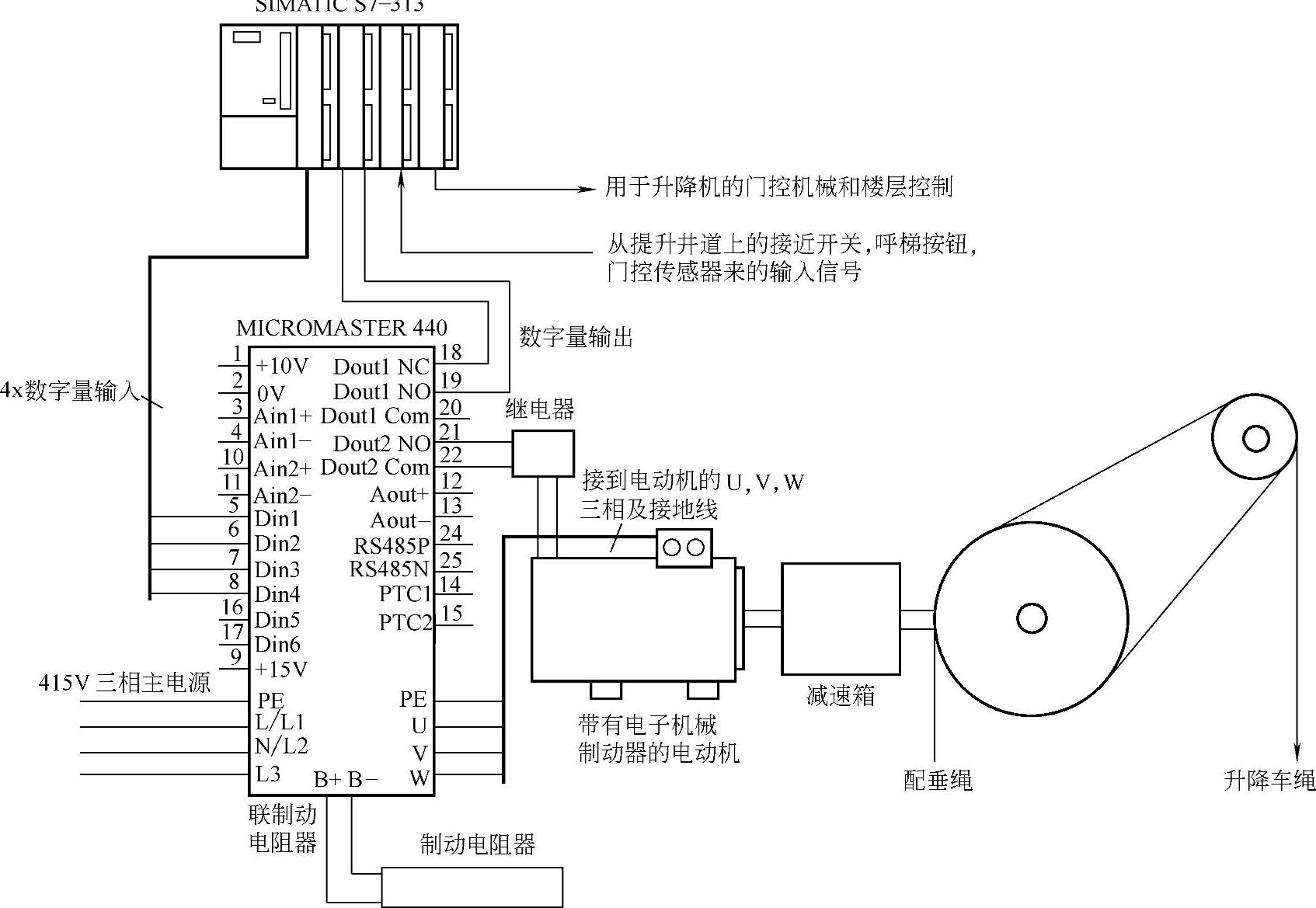
图8-24 系统配置
在此系统中,一台MM440用于控制三层楼的小型提升系统,外接制动电阻用于提高电动机的制动性能。采用两个固定频率,50Hz对应1m/s速度,6Hz时的速度用于减速停车。斜坡积分时间设定为3s,其中含有0.7s的平滑积分时间。
控制是由数字量输入完成,2个输入Din1和Din2用于选择运行方向;Din3和Din4用于选择两段运行速度;Din5用于DC直流注入制动控制。一个继电器输出用于控制电动机的制动器,其余的用于提升机的故障报警。
电动机制动器打开后,电梯沿着井道方向加速到50Hz,在井道中用一些接近开关与PLC相连接,它们提供平层信号和减速停车,当电梯达到第一个接近开关时,电动机开始减速且以低速6Hz爬行,当电梯达到第二个接近开关时,电动机停车且电动机制动器动作。
本系统采用S7-313 PLC系统来处理接近开关信号、按钮信号以及电梯的控制开关和楼层显示等。
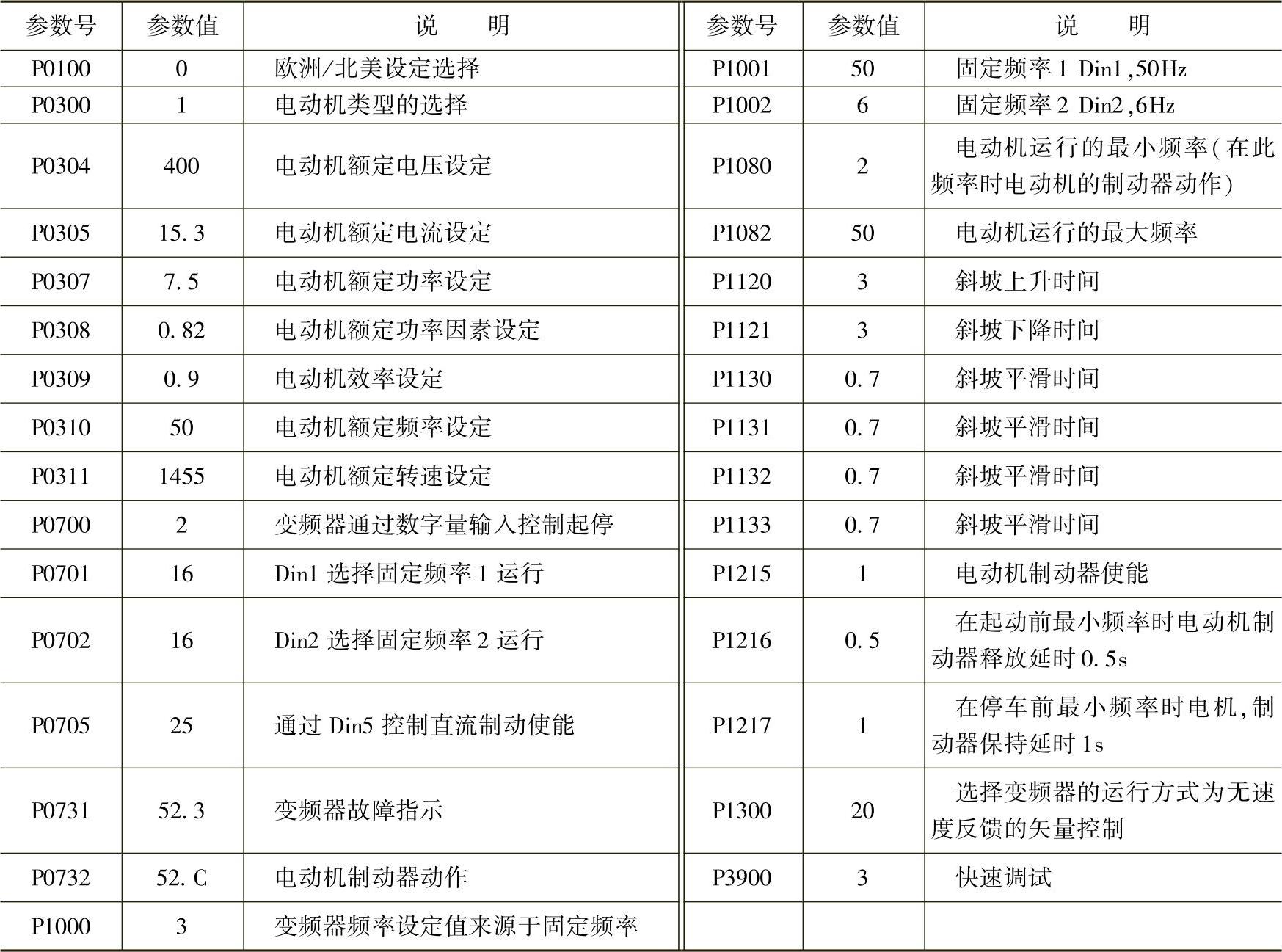
(2)电动机和变频器主要参数设定(见表8-14)
表8-14 电动机和变频器的主要参数设定
(3)MM440变频器的技术规格
1)输入电压:三相380~480V±10%;
2)输入频率:47~63Hz;
3)输出电压:0~380V;
4)输出频率范围:0~650Hz;
5)输出功率:7.5kW
6)过载倍数:2倍3s,1.5倍60s;
7)工作温度:-10~50℃;
8)保护等级:IP20;
9)控制方式:U/f,FCC,SVC,VC,TVC;
10)串行接口:RS232,RS485;
11)电磁兼容性:EN55011 A级,EN55011 B级。
通过调节变频器的调制频率,可以使电梯静音运行。S曲线设定保证电梯平滑操作,提高乘坐舒适感。采用了高性能的矢量控制,轿厢可以快速平稳地运行。
MM440的高力矩输出和过载能力保证电梯可靠、无跳闸运行,电梯采用变频器控制,减少了电梯的机械维护量。
7.MM440变频器在造纸机传动控制系统中的应用
在造纸机生产线的多传动系统中,纸浆经网部脱水成形,湿纸通过压榨机压缩均匀。进入前烘干部烘干后,对纸张施胶、涂布处理,再进入后烘干部烘干。然后由砑光机把纸张砑光,最后通过卷纸机卷成母纸卷。各分部传送着生产过程中的纸张,为保证纸张连续生产,必须以速度控制为基础,某些分部结合工艺要求,必须进行负载配比控制。所以,在造纸机传动控制系统中应用变频器。
(1)变频控制系统配置
在控制系统中,采用S7-200系列PLC,运用USS协议通过通信控制不同分部的MM440控制电动机,从而达到纸机传动的速度控制,操作时采用操作台控制按钮操作。
具体配置:CPU226,DI模块,DO模块,总线连接器,屏闭双绞线,MM440变频器,进线电抗器。
在系统中采用S7-200PLC自由通信方式通信,且在MM440上具有RS485接口,从而可以方便实现变频器给定的数字化控制。在控制系统要求不高的场合,本系统简单而经济,不仅PLC程序简便,而且硬件上无需添加通信接口。
由于实际工作现场的复杂环境,往往会导致电网的波动,产生谐波,进线电抗器避免了这些因素对变频器的影响,保护了变频器。
(2)速度控制
不同纸机、同一纸机生产不同纸种,在速度控制要求上,都有不同的要求。但纸机对电气传动控制统一要求为稳速、变速,对一般纸机在速度控制时,只需达到此要求即可。本控制系统中,由于MM440给定由S7-226通信传输实现,改变传输值就可以达到变速要求。由于所控制的纸机生产纸种对稳速精度要求不高,所以开环系统控制可达到纸机正常运行、生产的要求。
在压榨中,多个传动共处于同一圈路内,如图8-25所示,这几个传动要求负载进行比例分配,即负载配比控制。主传动采用基本的速度控制方式,从传动采用负载配比控制。在控制中,运用MM440的PID调节器,把主传动的电压实际值作为给定值(VSV),从传动的电压实际值作为反馈值(VPV),经PID调节后生成的值,作为附加给定值叠加到速度给定通道。
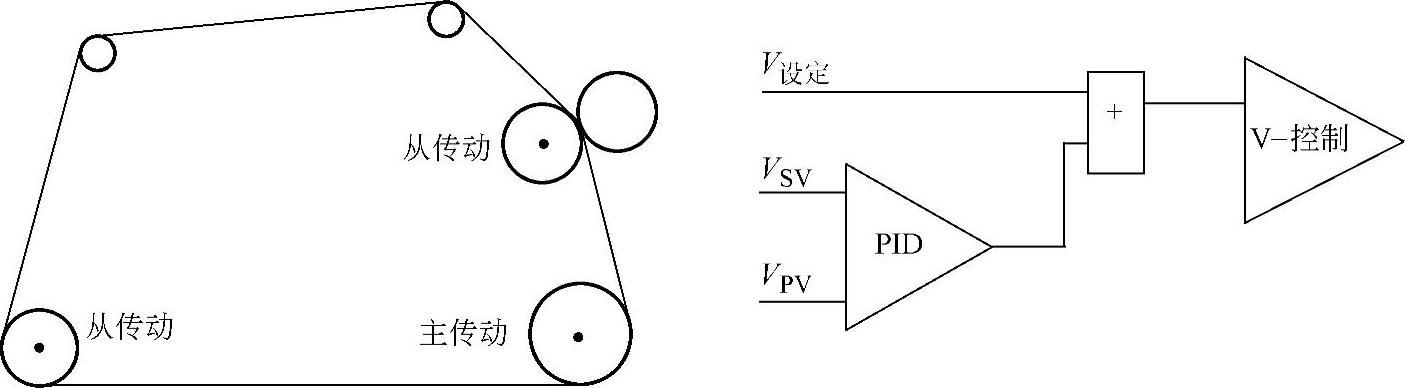
图8-25 负载配比控制
本系统控制的纸机,对控制精度要求不高,故系统可使纸机正常连续地运转。在要求较高时,特别是高速薄页纸机,控制系统应采用速率更高的通信形式如PROFIBUS,且必须采用高版本的MM440实现闭环控。
8.MM4系列变频器在纺织行业中的应用
变频器在纺织行业中的应用广泛,如全自动高速卷绕头,其中树脂定型机为纺织行业的后处理设备,它主要完成布的成型处理。它的控制系统的传动部分采用了PROFIBUS-DP,其通信速度快,抗干扰能力强。
本系统采用PROFIBUS-DP控制20多台西门子MM4系列的变频器,包括MM440、MM430及MM420变频器。由于采用了PROFIBUS-DP,所有的信号和变频器都挂在PROFI-BUS-DP上,可以通过以太网把现场的所有数据都连接到管理局。系统的网络结构如图8-26所示,监视画面如图8-27所示。
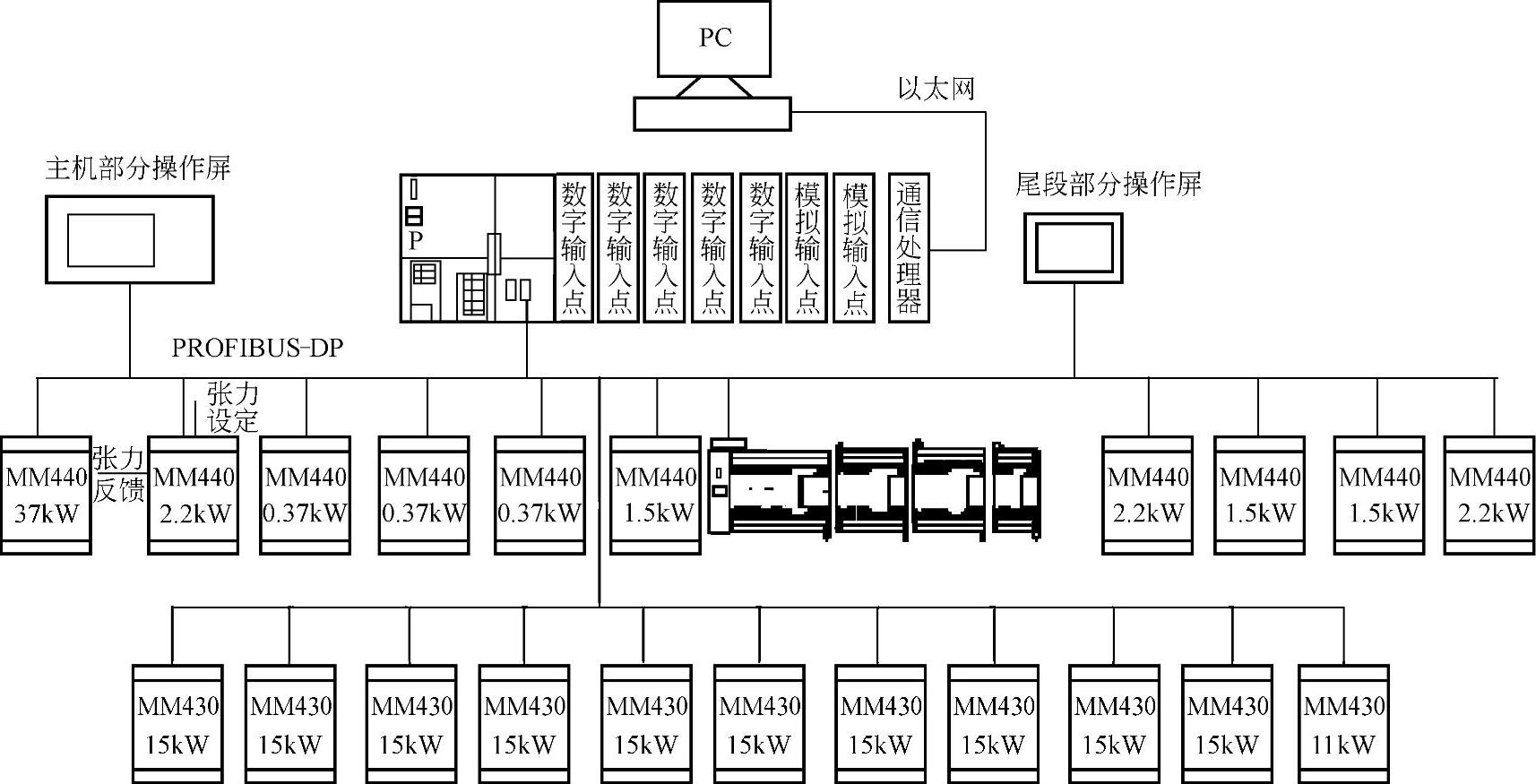
图8-26 系统的网络结构

图8-27 监视画面
该系统通过模拟量控制同步,使得设备的同步性能大大提高,整台设备的传动性能稳定,精度高,而且S7-300的PID控制用于张力控制精度非常高。
考虑到传动的同步性能和抗干扰能力以及整体性价比,采用了西门子的PROFIBUS-DP控制MM4系列变频器,通信速度快,并且可以把所有的现场数据,包括速度、运行状态、报警信息等通过PROFIBUS-DP传到PLC控制器。然后应用CP343-1LEAN把所有数据连接到管理层的以太网里面。采用MM440作张力部分控制,无论是薄布还是厚布,其起动、停机都能稳定运行。
9.MM440变频器在汽车玻璃加工行业中的应用
西门子变频器在汽车玻璃加工的预处理工序中的应用,很好地解决了汽车玻璃加工的预处理工序中的线速度同步问题。西门子MicroMaster 420/440变频器的模拟量给定速度和端子给定速度两者的叠加功能具体应用见下文的运行原理及功能部分。
在汽车玻璃产生的预处理工序(玻璃成型前的工序)中,主要是由以下几道工序来完成的:切割、掰分、磨边→洗涤吹干→喷粉→印边→烘干等。这些工序大都是由独立的设备来进行加工的,且这些设备一般是由不同的厂家提供的,他们只提供设备的运行速度范围。因此为了连接这些设备和满足生产汽车玻璃的其他辅助工序的要求,就必须在各设备之间插入一些过渡传输来使这些设备衔接起来。但是汽车玻璃的生产对设备的同步要求又较高,如果各传输段的线速度不一样,就容易造成玻璃在两传输段之间产生相对滑动,从而导致玻璃划伤,前后玻璃撞片等。而且生产不同品种的玻璃或原片玻璃不一样时,有时又要调整洗涤机的传输速度以便玻璃流经洗涤机后能够清洗和吹得干净,以确保玻璃流经洗涤机后的质量因玻璃清洗是汽车玻璃生产的预理工序的重要环节,如果玻璃洗不干净或吹不干就容易造成玻璃在成型后产生畸变和光斑等,且这些缺陷都是汽车玻璃所不允许的。
在这些工序中有使用变频器,使各传输段的线速度同步起来。使用MM440变频器时,将模拟量给定速度和端子给定速度两者的功能叠加,就很好地解决了各传输段的线速度同步问题。
(1)控制系统构成
在以上所示的工艺流程的预处理线中,整个系统由以下几个部分组成:PLC及输入/输出模块(用来控制外围输入/输出及变频器和接触器的启停)、电动机空开、MM440变频器、接触器等。
(2)运行原理及功能
在上述工艺流程中,数控切割、掰分、磨边机及洗涤机、印边机、烘干机是独立的,具体的速度匹配如下:将数控切、掰、磨的模拟输出接到上片传输的变频器U1的模拟输入1,然后将变频器U1的模拟输出1接到升降传输的变频器U3的模拟输入1,变频器U3的模拟输出1接到变频器U4的模拟输入1;将洗涤机的模拟输出接到检验传输的变频器的U6的模拟输入1,然后将变频器U6的模拟输出1接到变频器U7的模拟输入1;以此类推,印边机和烘干机也是这样的。
在调试时只要算出以上各独立设备在额定频率下的线速度(由机械参数给定),然后通过设定MM440变频器的参数就可以很好地实现线速度的匹配。因为数控切割、掰分、磨边机及洗涤机、印边机、烘干机都可以根据各厂家提供的速度范围设定统一的线速度,只要传输部分的线速度能与以上设备匹配就可以很好地实现整线线速度的匹配。具体控制如下:由PLC的外部输入条件(光电开关、接近开关、磁性开关、联机输入信号等)经过PLC的逻辑运算输出给中间继电器(见图8-28中的C01、C02等),然后由中间继电器的触点去控制变频器的起/停及由端子给定的速度,这时变频器就会根据设定的参数将模拟输入速度和端子给定速度两者进行叠加再输出给电动机。从而实现各传输段的线速度同步。
电气原理图如图8-28所示,图中给出上片传输机的原理图。
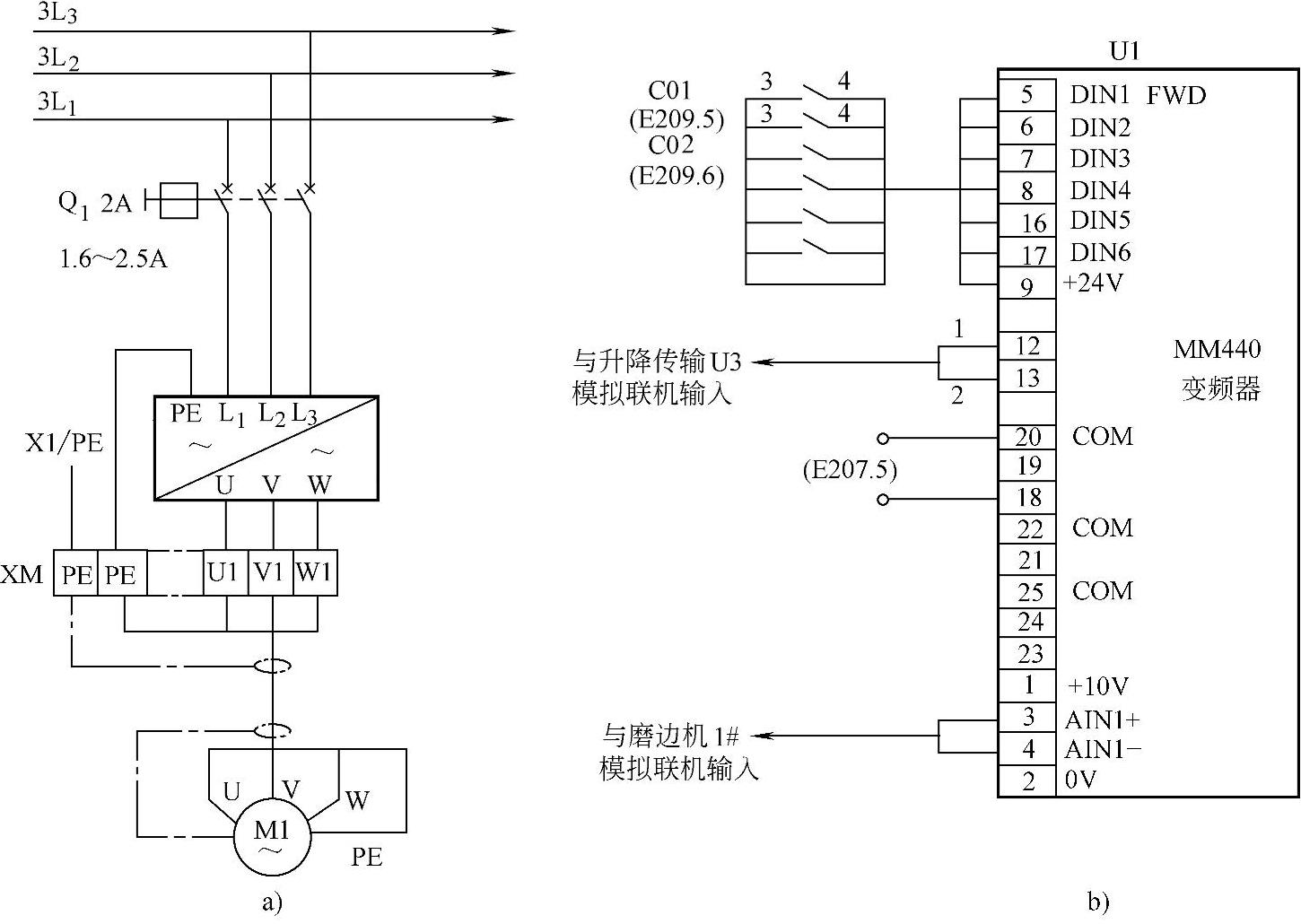
图8-28 上片传输电气原理
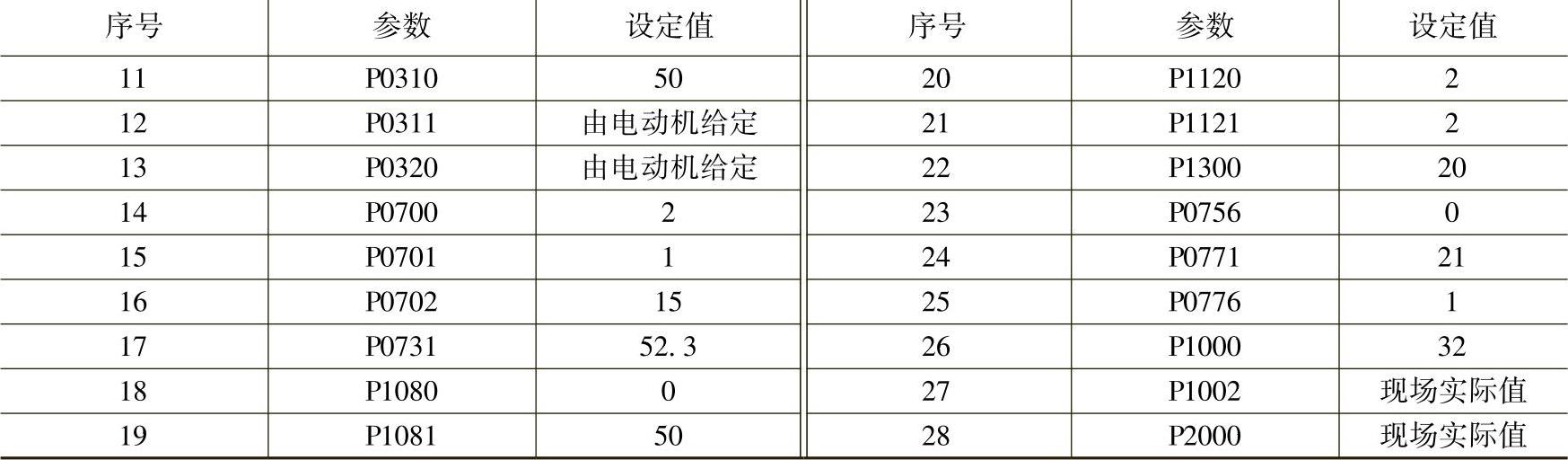
(3)变频器的主要调试参数
在调试时只要通过设定几个主要参数,变频器就可以将模拟输入速度和端子给定速度两者进行叠加再输出给电动机。在表8-15的参数中,1~22号参数是变频器的一些基本功能参数,也是大部分品牌的变频器所具有的;而23~28号参数则是用来定义将模拟输入速度和端子给定速度两者进行叠加的功能,以及实现与各设备的线速度同步,其中P0756用来定义模拟输入的类型(在本应用中定义为单极性电压输入)、P0771用来定义0~20mA模拟输出的功能(在本应用中定义为按实际频率)、P0776用来定义模拟输出的类型(在本应用中定义为电压输出)、P1000用来定义频率设定值的选择(在本应用中定义为模拟设定值+固定频率)、P1002用来设定固定频率的值、P2000用来定义模拟I/O和PID控制采用的满刻度频率设定值。
表8-15 变频器的主要调试参数

(续)
该系统的几条预处理线在投入使用中,大大地减少了玻璃在生产过程中由于各设备的线速度不匹配所造成的划伤、撞片等现象,提高了产品的成品率及原片玻璃的利用率,为公司大大节约了生产成本,取得了良好的应用效果。
西门子公司作为变频调速技术,尤其是矢量控制技术的发明者和领先者,其开发和生产的变频器的功能强大。而且西门子的MM440变频器的功率范围(0.12~250kW)及其小功率变频器的安装空间也是其他品牌变频器少有的(其他变频器功率一般都是从0.75kW开始且体积也比较大),这些都给用户带来了极大的方便。
有关西门子系列变频器及其工程应用的文章

表8-1 变频器主要调试参数在4台沉没泵上应用MM440变频器的,延长了电动机的使用寿命,而且在设备稳定运行、保护、节能等各方面都达到了原设计的目的,效果十分明显。变频器在氧化铝生产流程中有较好的推广前景。变频器采用西门子公司的MM440系列变频器。......
2023-06-19

印刷部及纸张输送线均采用西门子MASTERDRIVES 6SE70系列变频器。本系统可以简单地划分为两大部分,纸张输送处理部分由MASTERDRIVES VC来进行速度控制、速度同步,印刷部由MASTERDRIVES MC来进行同步印刷。MASTERDRIVES MC伺服驱动配置系统原理如图8-45所示。其中速度辊用MASTERDRIVES MC交流变频器控制的1PH7主轴电动机拖动;两组印刷滚筒分别由两个MASTERDRIVES MC交流伺服变频器控制的主轴电动机拖动。......
2023-06-19

通过PLC内部程序设定报警及联锁保护,一旦出现故障立即停止相应操作并报警。通过现场设置的振动传感器,将信号送至PLC对空压机运行状况进行显示和诊断。PLC须实现KM2和KM4之间的互锁,以防止两台电动机同时变频起动,使变频器因过载而损坏。控制室内的操作人员根据现场监测仪表的测量信号和变频器送到DCS的实际转速信号,得出提高或降低电动机转速的命令,并在必要时起动和停止搅拌。......
2023-06-19

整个系统由西门子S7-300控制器、ET200M I/O系统、WinCC组态软件包、PROFIBUS现场总线、以太网,西门子MASTERDRIVES 6SE70变频器等组成先进的全集成、全数字化系统。ET200M分布式I/O站通过PROFIBUS-DP现场总线与S7-300控制器进行实时通信。每个ET200M分布式I/O站最多可配置8个S300系列的I/O信号接口模块。变频器均采用西门子6SE70型通用变频器。......
2023-06-19

功率范围为0.12~0.75kW时,MM410变频器是满足简单控制要求的最佳选择。MM440变频器由微处理器控制,采用具有现代先进技术水平的功率输出器件,具有很高的运行可靠性和功能的多样性。MM440变频器的保护功能全面而且完善,为变频器和电动机提供了良好的保护。MM440变频器是目前的主要应用系列,下面主要介绍该系列变频器,如图5-1所示。MM440变频器由32位微处理器控制,变频器的功率器件采用IGBT,是全新一代多功能标准变频器。......
2023-06-19

本节将以河南某水泥厂管状带式输送机为例,就西门子MASTERDRIVES变频器在管状带式输送机上运用的优点和控制策略进行阐述。系统硬件构成西门子MASTERDRIVES变频器采用先进的矢量控制原理,是具有IGBT逆变器和全数字技术控制的电压源型变频器。西门子MASTERDRIVES变频器有多种控制形式,包括U/f模式、无速度检测的矢量控制模式、带速度检测的矢量控制模式等,其控制形式性能见表8-18。......
2023-06-19

可编程序控制器、变频器、伺服电机、人机界面是驱动控制系统中不可缺少的组成部分。通常,纺织机械系统中的电动机普遍采用通用变频器控制,所有的变频器则统一由PLC控制。图解演示例如,图11-35所示变频器在电梯智能控制中的应用。图11-35 变频器在电梯智能控制中的应用5.变频器在民用改善环境中的应用随着人们对生活质量和环境的要求不断提高......
2023-06-24
相关推荐