图8.1-1 绝对位置显示页面绝对位置是各坐标轴在工件坐标系上的理论位置,它不考虑坐标轴的位置跟随误差。图8.1-7 位置综合显示页面位置综合显示页面包括了相对位置、绝对位置、机床坐标系位置及自动运行时的剩余移动量等多项显示。表8.1-2 速度显示单位设定表......
2023-06-25
如果安装有基本操作面板(BOP)时,BOP上分别以A××××和F××××表示报警信号和故障信号,相关的故障状态信
息见表5-6,相关的故障报警状态信息见表5-7。如果安装的是
AOP,在出现故障或不正常运行状态时,将在液晶显示屏上显示故障码和报警码。

图5-4 状态显示屏
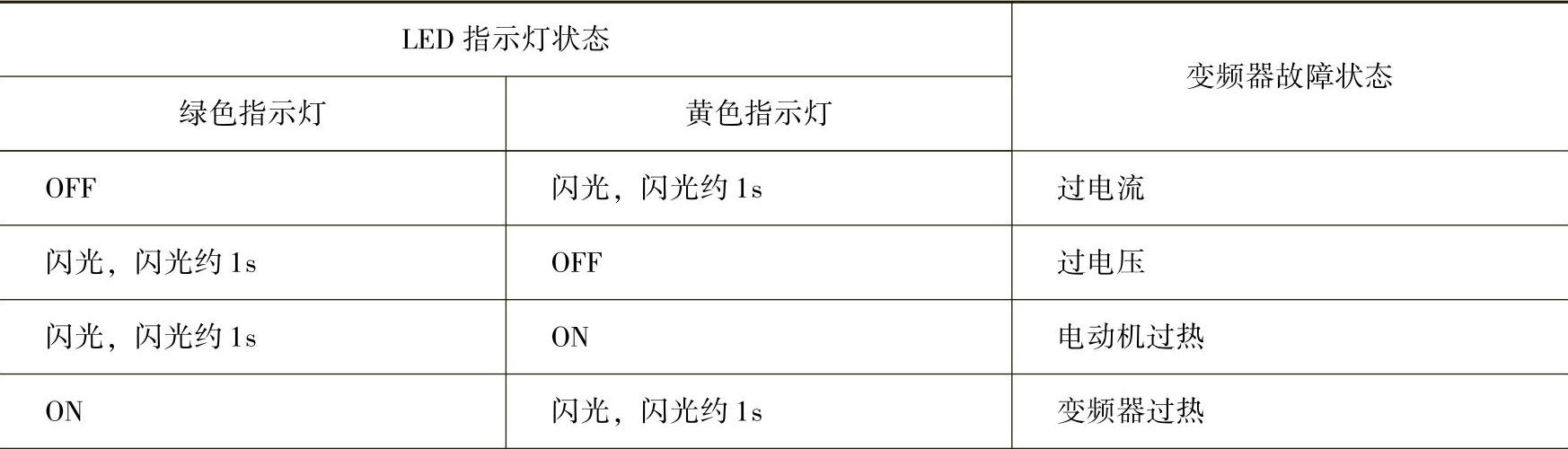
表5-4 变频器运行状态信息

表5-5 变频器故障状态信息
(续)
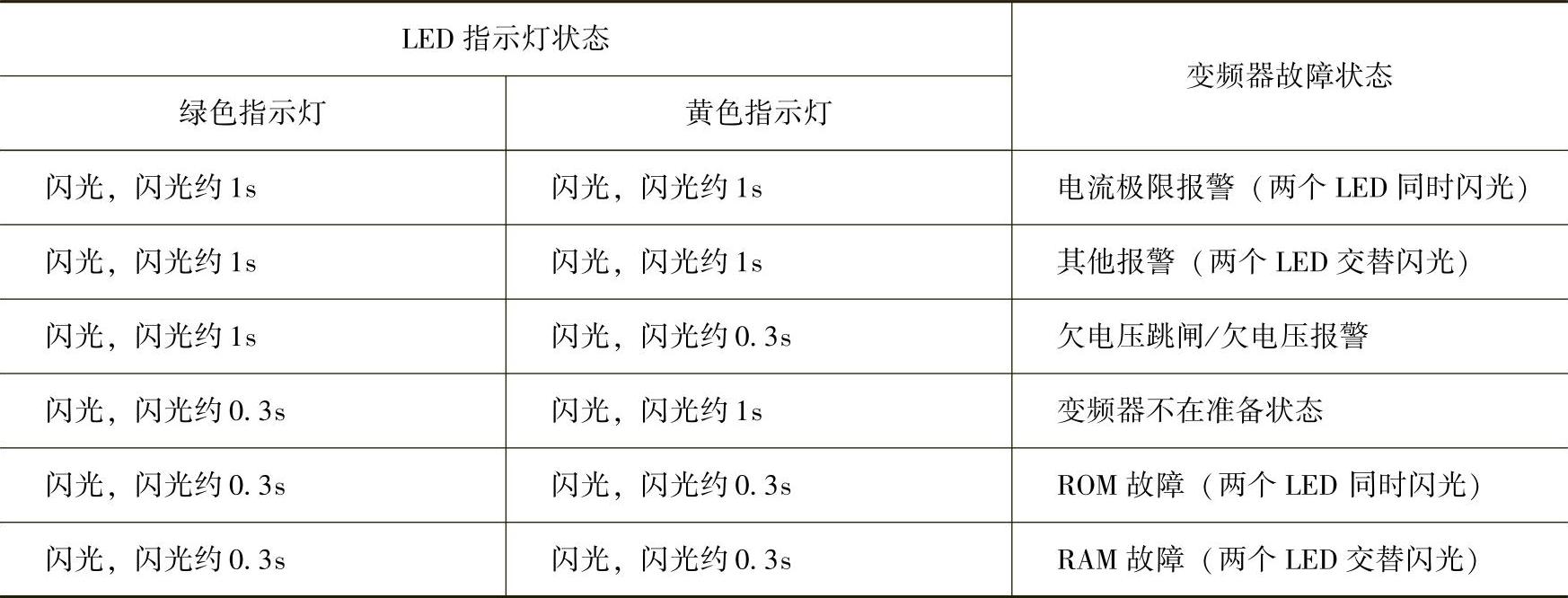
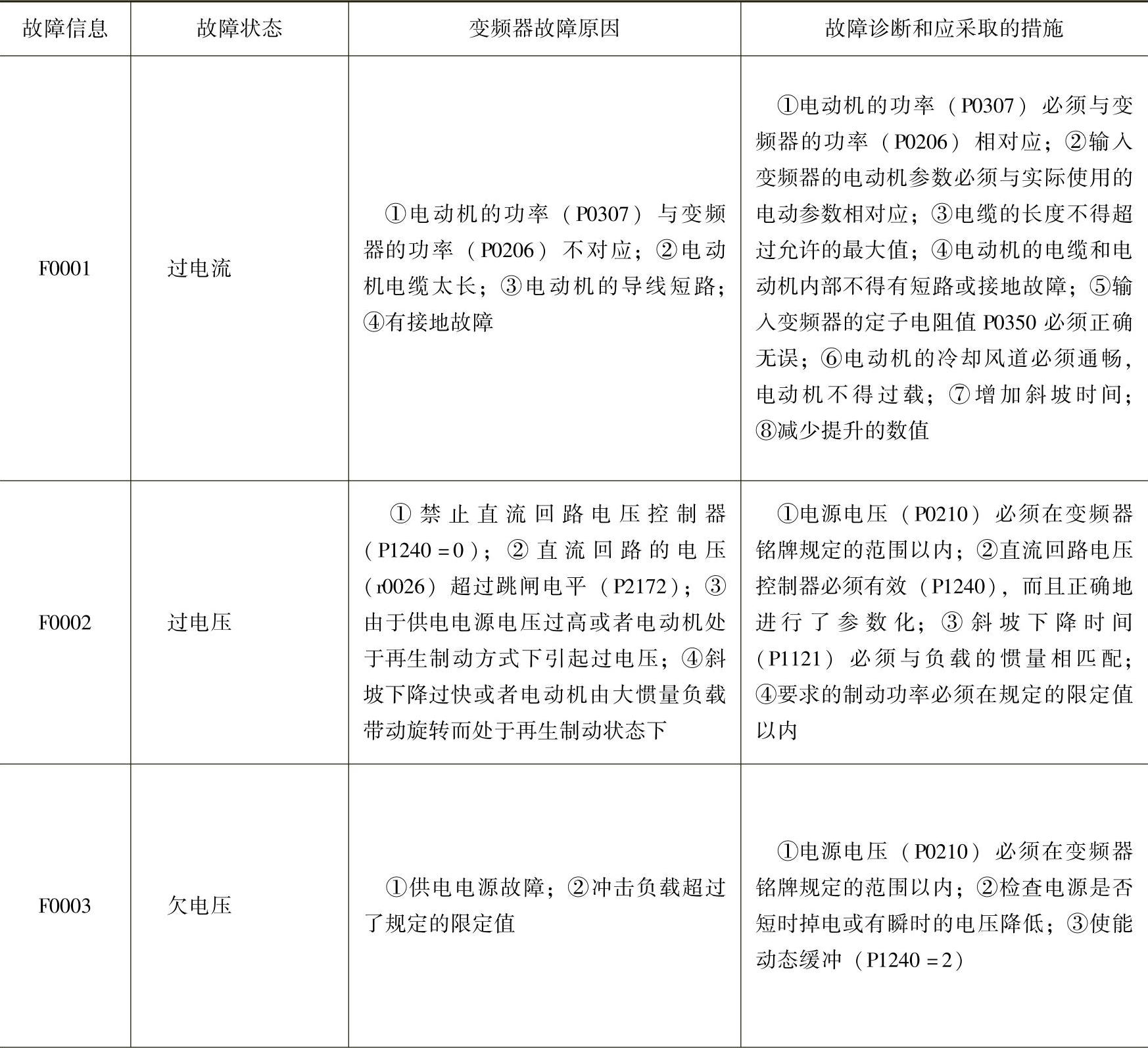
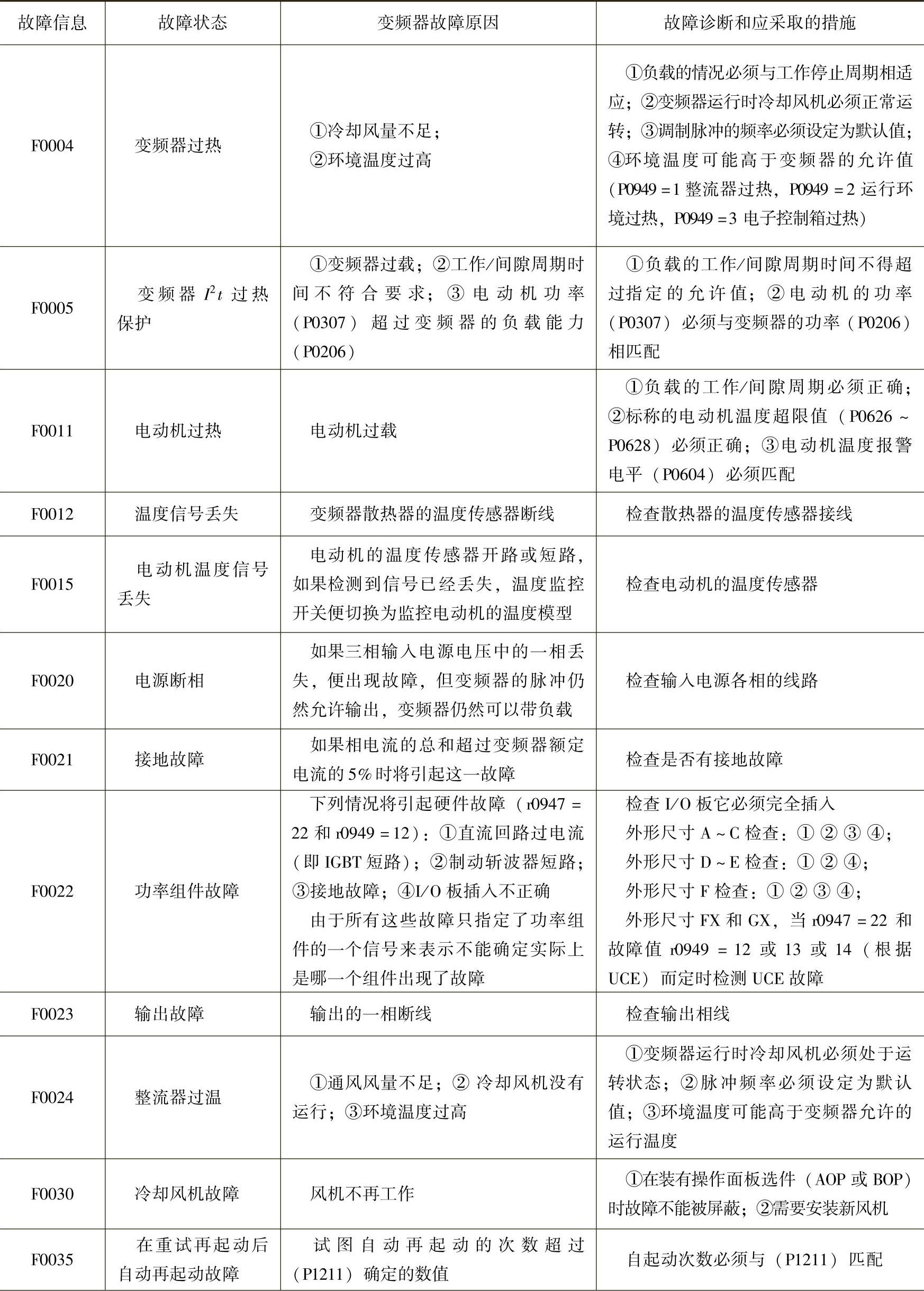
表5-6 BOP上显示变频器故障状态信息
(续)
(续)

(续)

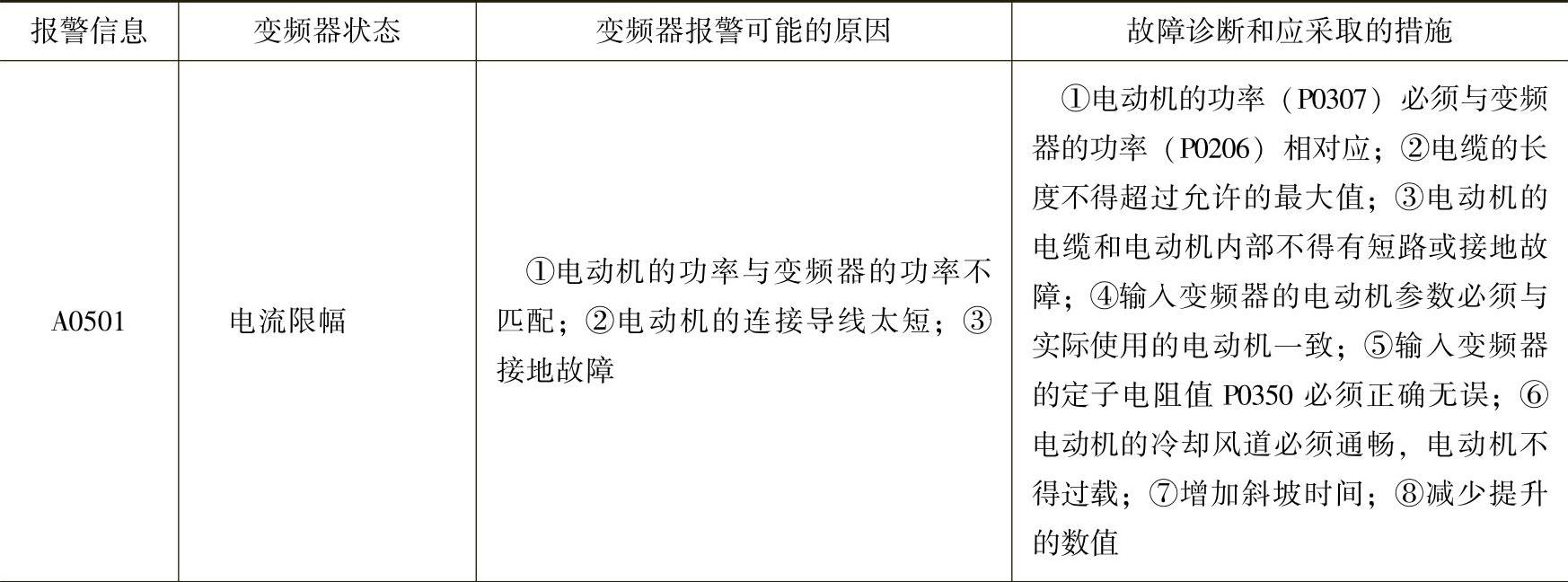
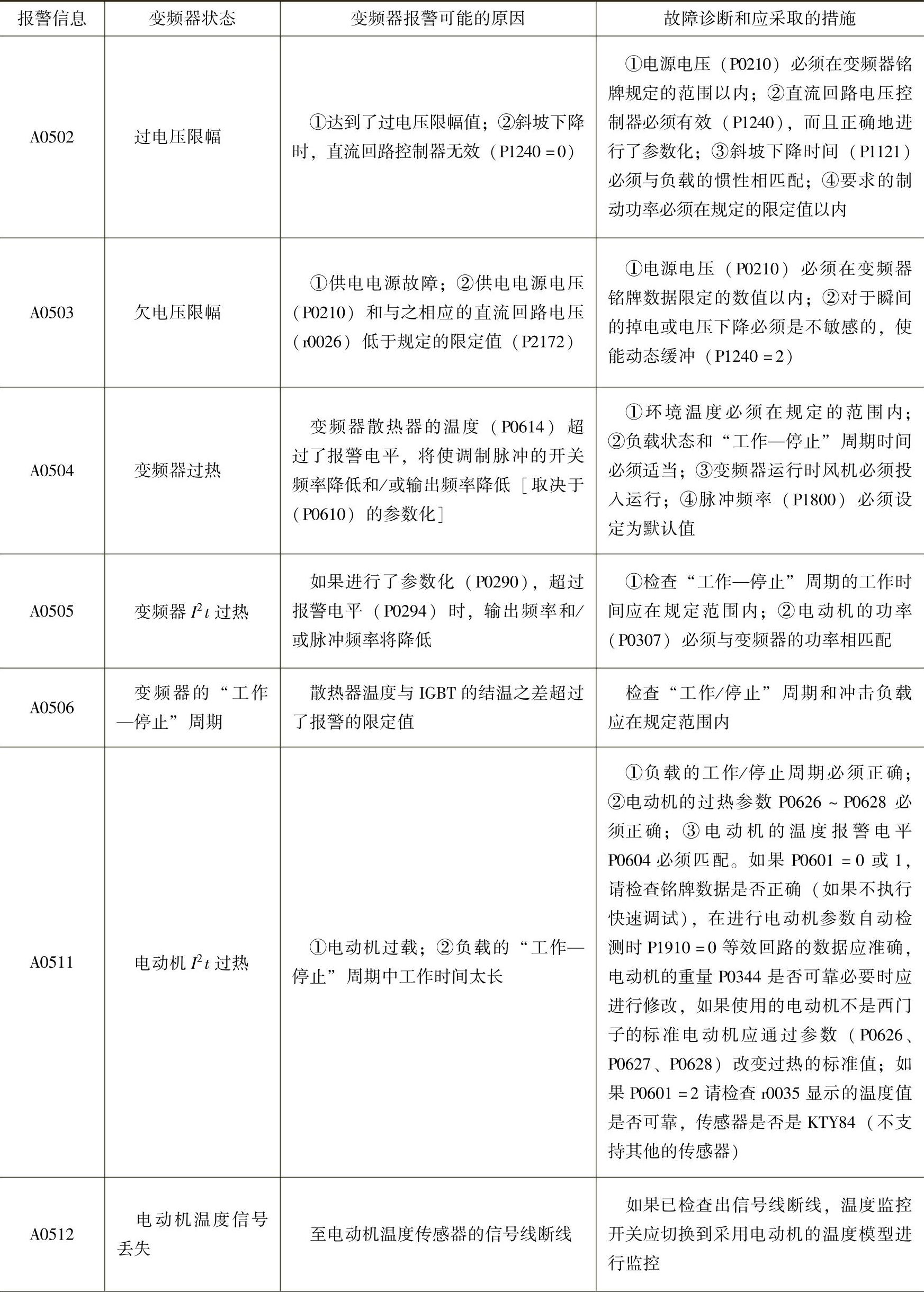
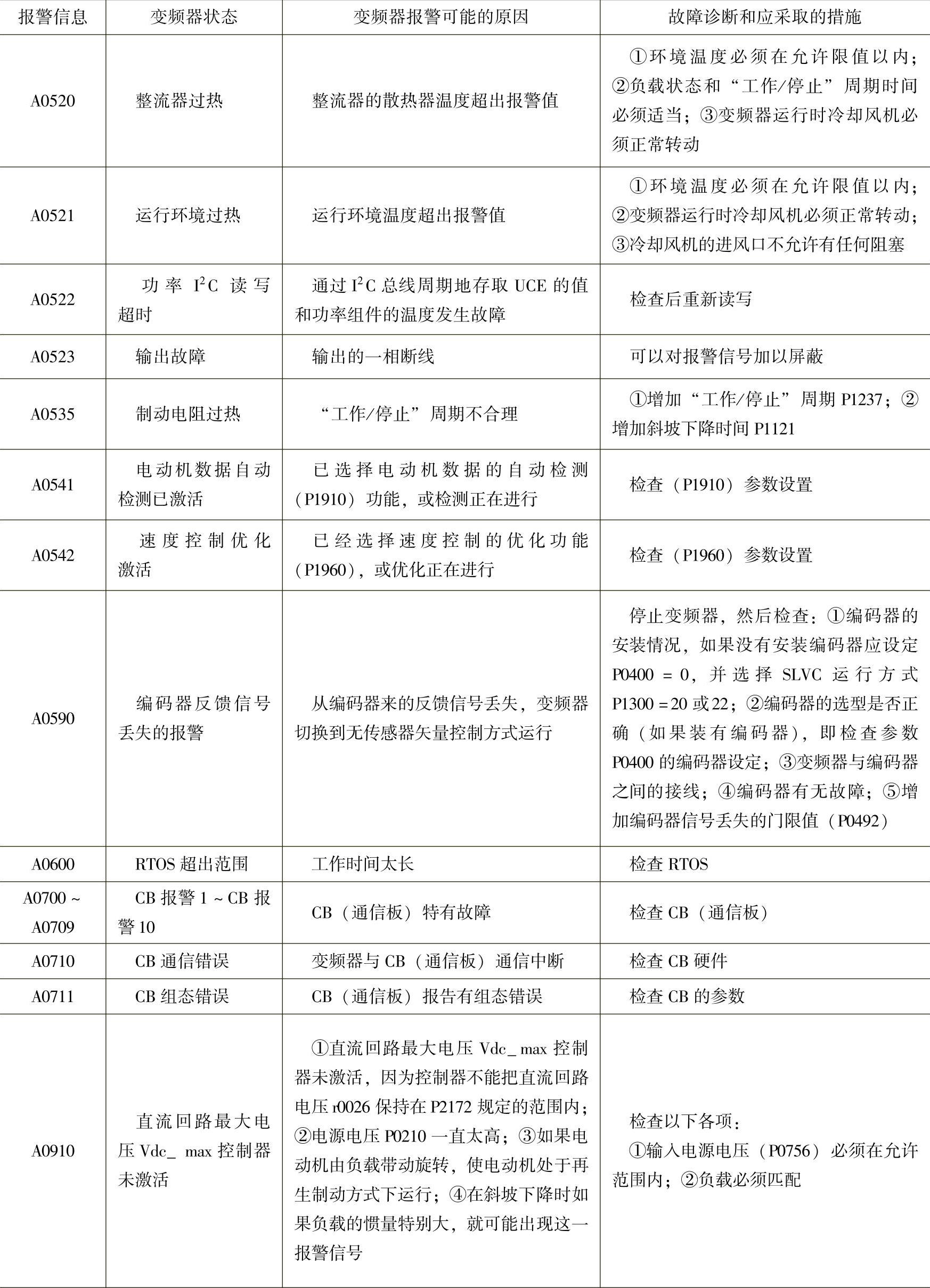
表5-7 BOP上显示变频器报警状态信息
(续)
(续)
(续)

发生故障时变频器跳闸并在显示屏上出现一个故障码,为了使故障码复位可以重新给变频器加上电源电压,或者按下BOP(或AOP)上的 键,或者通过数字输入3(默认设置)复位。
键,或者通过数字输入3(默认设置)复位。
故障信息以故障码序号的形式存放在参数r0947中,例如F0003=3,相关的故障值可以在参数r0949中查到。如果该故障没有故障值,r0949中将输入0,而且可以读出故障发生的时间(r0948)和存放在参数r0947中的故障信息序号(P0952)。
如果ON命令发出以后,电动机不起动,请检查以下各项:
1)检查是否P0010=0;
2)检查给出的ON信号是否正常;
3)检查是否P0700=2,数字输入控制或P0700=1,用BOP进行控制;
4)根据设定信号源P1000的不同检查设定值是否存在,端子3上应有0~10V,或输入的频率设定值参数号是否正确。
如果在改变参数后电动机仍然不起动,请设定P0010=30和P0970=1,并按下“P”键,这时变频器应复位到工厂设定的默认参数值,在控制板上的端子5和9(见图5-5)之间用开关接通,那么驱动装置应运行在与模拟输入相应的设定频率。
报警信息以报警码序号的形式存放在参数r2110中,例如A0503=503。相关的报警信息可以在参数r2110中查到。
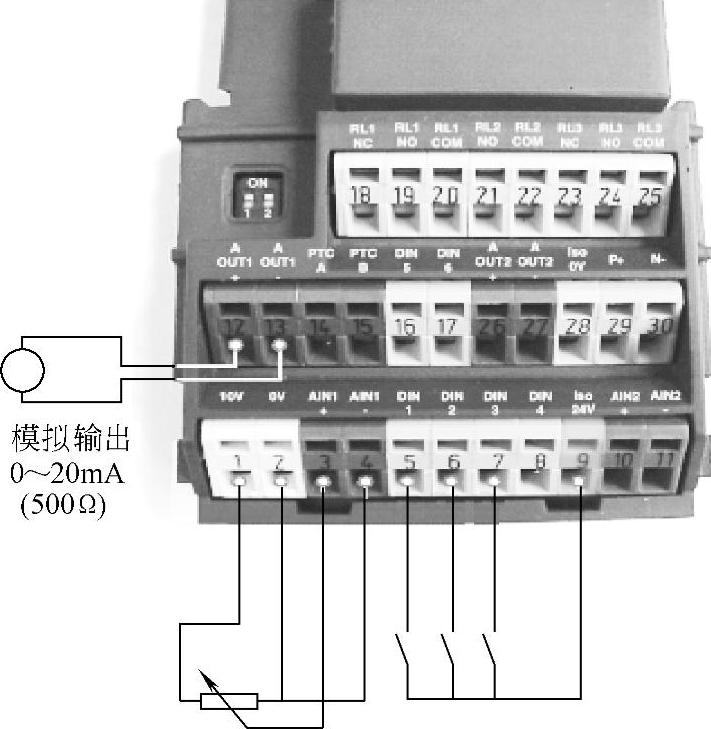
图5-5 用SDP进行的基本操作
有关西门子系列变频器及其工程应用的文章

图8.1-1 绝对位置显示页面绝对位置是各坐标轴在工件坐标系上的理论位置,它不考虑坐标轴的位置跟随误差。图8.1-7 位置综合显示页面位置综合显示页面包括了相对位置、绝对位置、机床坐标系位置及自动运行时的剩余移动量等多项显示。表8.1-2 速度显示单位设定表......
2023-06-25

若电磁炉的操作显示电路故障,则可能会出现操作控制不正常的故障,例如按键不灵、单个按键无法使用、全部按键都无法使用、显示灯不亮等现象。图解演示对于操作显示的检修,应根据操作显示电路的信号流程逐级进行检测,从而查找故障线索,判定故障部位。图10-103 格兰仕C16A型电磁炉操作显示电路4)移位寄存器74HC164N的⒁脚为5V供电端,①脚和②脚为串行输入信号端,③~⑥脚、⑩~⒀脚为信号输出端。......
2023-06-26

选择不同的软功能键,便可进入相应的显示和设定页面,并进一步显示表10.2-1中的软功能键,以便进行相关操作。表10.2-2 PMC信号与地址一览表4.PMC信息显示PMC信息的显示如图10.2-1所示,它分标题行、基本显示区、状态显示区3个基本区域。图10.2-1 PMC信息显示显示页面的第1行为标题行,它可显示页面名称、PMC控制通道、梯形图执行状态、PMC报警等内容。......
2023-06-25

12.1.4计算机信息系统在维修管理中的应用设备管理系统模型图12.3是某企业设备管理系统模型,它反映了整个系统的逻辑功能,由系统模型可进一步确定各功能模块和子功能模块的基本内容与程序格式。......
2023-06-22
虚拟动画显示为FS-0iD附加功能,利用该功能,可显示工件的立体图形或3视图,模拟加工过程。图10.4-11 动画显示参数设定a)第1页 b)第2页2.动画显示虚拟动画显示前同样需要先选择程序,其操作方法与动态刀具轨迹显示相同。2)按软功能键〖执行〗,LCD显示图10.4-12所示的虚拟动画初始显示页面。......
2023-06-25

采样设定的第1页显示如图10.3-1所示,该显示页可进行如下设定。在监控信号选择页上,可输入需要跟踪监控的信号地址,FS-0iD最大允许显示32个信号的时序图。图10.3-2 监控信号选择页显示图10.3-3 信号跟踪过程显示地址后面的选择框为触发条件选择,当跟踪方式选择为“信号变化采样”、启动方式为信号变化时,可通过标记√,将该信号作为跟踪监控的启动信号。1)在CNC系统显示模式下,按扩展软功能键〖跟踪〗,选择信号跟踪显示。图10.3-4 信号跟踪结果显示......
2023-06-25

但是,在CNC参数PRM3111.7设定为“1”时,CNC发生报警后,只能在状态栏显示“ALM”标记,此时,操作者需要选择CNC的信息显示模式,显示CNC报警。图10.1-16 CNC波形诊断显示4)利用时间调整、范围调整和波形调整等软功能键,调整图形的时间比例、显示区间和放大、缩小波形。......
2023-06-25

字形码的集合称为“字库”。由于输出的需要,人们设计了不同字体的字形,相应也有不同的字库。要显示或打印输出一个字符时,计算机根据该字符的机内码找出其在字库中的位置,再取出其字模信息作为字形在屏幕上显示或在打印机上打印输出。西文字符的点阵通常用7行5列的二进制位组成,记为7×5点阵,如图1.7所示。注意,汉字在计算机内部都采用机内码表示,只需2个字节即可表示1个汉字。......
2023-10-22
相关推荐