钳头有4口,分别为钳口、齿口、刀口和铡口。使用钢丝钳时,要使钳头的刀口朝内侧,即朝向自己,便于控制钳口部位;用小指伸在两钳柄中间,用于抵住钳柄,张开钳头。钢丝钳的刀口可以用来拔起铁钉,钳头用来削平配线钢管管口的毛刺等等。......
2023-07-01
电冰箱、空调器维修常需进行管道加工,管道加工主要包括切管、扩口和弯管等。
(1)切管
1)割管器结构。当制作换热器或修复制冷管道时,需要截去适当长度的管道。而割管器就是切断纯铜管或铝管等金属管的专用切断工具。割管器可切管径的范围是3~25mm,小型割管器可对直径为3~12mm的管子进行切断操作。它由刀片、滚轮、支架、调整旋钮和螺杆等组成,其结构如图7-43所示。在实施切管时,将欲切断的管子放在管子割刀的导向槽内,夹在刀片与滚轮之间,并使割刀与管子垂直,再旋紧手柄,让割刀刀片接触铜管。然后将割刀旋转,在旋转割刀的同时旋转手柄进刀,大约每旋转两周进刀一次,而且每次进刀不宜过深。过分用力进刀会增加毛刺,或将铜管压扁。故在进刀时,进刀速度要慢,用力要小。
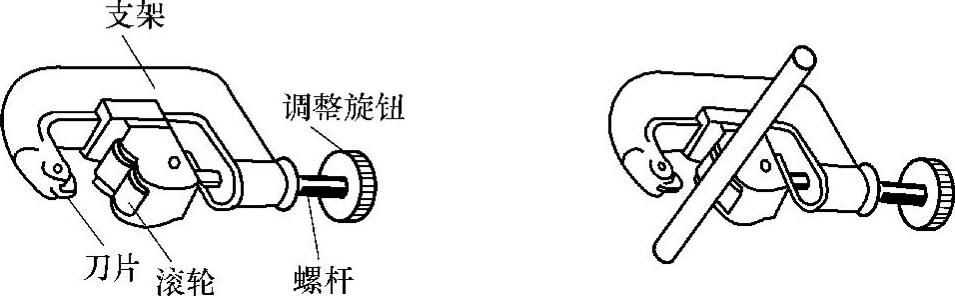
图7-43 割管器结构
2)切管使用方法。首先取管径为3~12mm适当长的一段纯铜管作为被加工对象。具体步骤如下:
①旋动调整旋钮,使刀片与支撑滚轮的距离与所选管径相一致。
②将被加工的铜管放置在刀片与滚轮之间,此时管子的侧壁要紧贴两个滚轮的中间。
③调整旋钮使刀片的刀口与被加工的铜管垂直夹紧。
④旋动调整旋钮使刀片的刀刃切入管壁,同时均匀地将割管器整体环绕铜管旋转一周。
⑤顺时针调整旋钮1/4圈,使割刀再次进一步切入管壁,然后再转动割管器。依次重复进行直至铜管被切断。
⑥对切断铜管的管口进行修整,使其无毛刺和缩口现象,表面应光滑整齐。
(2)扩口
管子的焊接、全接头连接和半接头连接都需要对管口进行扩口,管子的扩口加工包括扩喇叭口和扩杯形口两种。
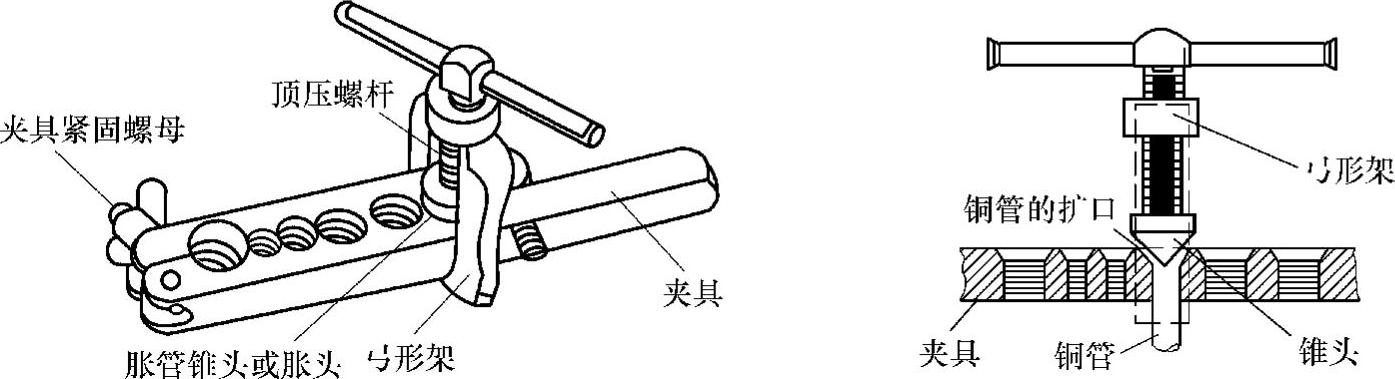
图7-44 胀管器
1)扩喇叭口。胀管器是用于铜管扩口的专用工具,扩口的形状有“喇叭口”和“圆柱形口”两种形式。喇叭口的形状用于螺纹形状的密封,而圆柱形口的形状用于相同管径两管子的连接,即一根管子插入到另一根管之中后焊接的连接。胀管器主要由夹具、弓形架、顶压螺杆、夹具紧固螺母和胀管锥头或胀头等组成。圆柱形扩口其配套的系列胀头对于不同管径的扩口深度和间隙都已经做成标准件,一般管径小于10mm时,扩口深度约为6~10mm,间隙值为0.06~0.1mm夹具被制成对称的两半,一端用销子联接,另一端用紧固螺母和螺栓固定,两半对合后按不同的管径制成螺纹状,其目的是便于更紧地夹紧被加工对象。孔的上沿制成60°的倒角,以便扩出喇叭口,其结构如图7-44所示。在实际操作时,将被扩铜管放置在相应管径的夹具孔内,拧紧夹具上的紧固螺母后可将铜管牢牢夹住,通过拧动顶压螺杆使铜管口被加工成形。
2)扩杯形口。采用扩管冲头,它是冲胀铜管杯形口的专用工具,结构如图7-45所示。扩管冲胀杯形口时,应先将铜管夹于与扩口工具相同直径的孔内,铜管露出的高度为H(稍大于管径D约1~2mm)。然后选用扩口内径等于D(0.1~0.2mm)规格的扩管冲头,并涂上一层润滑油,再插入铜管内,用手锤敲击扩管冲头。敲击时用力不要过猛,每次敲击后,必须轻轻地转动扩管冲头,否则冲头不容易取出来。
3)扩口使用方法。首先截取一段直径为5~10mm,长为50mm的铜管作为备料。操作过程如下:
◆扩喇叭口

图7-45 扩管冲头
①将备料加热(烧红)后常温冷却,即进行退火处理。
②用锉刀将铜管的胀扩口挫平修整。
③把铜管放置在相应管径的夹具孔中,铜管应露出喇叭口倒角高度的1/3,如图7-46所示。拧紧夹具上的紧固螺母,将铜管夹紧。
④将涂有冷冻油(起润滑作用)的锥头旋固在弓形架的顶压螺杆上,把弓形架固定在夹具上,让锥头顶住管口。
⑤缓慢轻力(避免将管口胀裂)地旋紧螺杆,使螺杆渐渐地进入管口,直至其成为喇叭口。喇叭口应圆正光滑且无裂纹。
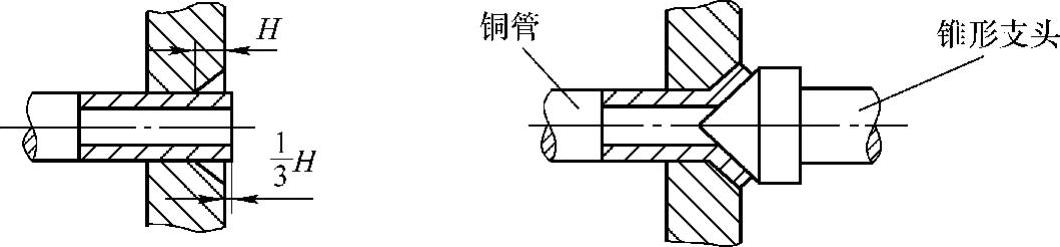
图7-46 铜管露出夹具高度尺寸
◆扩圆柱形口
①将备料加热(烧红)后常温冷却,即进行退火处理。
②用挫刀将铜管的胀扩口挫平修整。
③把铜管放置在相应管径的夹具孔中,铜管口露出夹具表面的高度应大于铜管直径1~3mm。拧紧夹具上的紧固螺母,将铜管夹紧。
④将涂有冷冻油(起润滑作用)的圆柱形标准胀头旋固在弓形架的顶压螺杆上,把弓形架固定在夹具上,让圆柱形标准胀头顶住管口。
⑤缓慢轻力(避免将管口胀裂)地旋紧螺杆,使螺杆渐渐地进入管口,直至其成为圆柱形口。圆柱形口应圆正光滑且无裂纹。
4)扩口的要求。扩出的喇叭口应当光滑,无裂纹和卷边,扩口无伤疵。扩成后的喇叭口既不能小,也不能大,以压紧螺母能灵活转动而不致卡住为宜。如图7-47所示的都是不合格的喇叭口形状。在操作中若遇到这些形状的喇叭口,都应割掉后重新加工,以保证喇叭口连接质量。
(3)弯管
1)弯管器。手动弯管器是用来弯制管径在20mm以下铜管的专用工具。当管径在20mm以上时,必须用弯管机。手动弯管器主要由弯管角度盘、固定杆和活动杆等组成。操作时将被加工的管子放入带导槽的固定轮和固定杆之间,然后转动活动杆即可完成加工程序。弯曲半径应大于被弯曲管径的5倍,其外形及结构如图7-48所示。
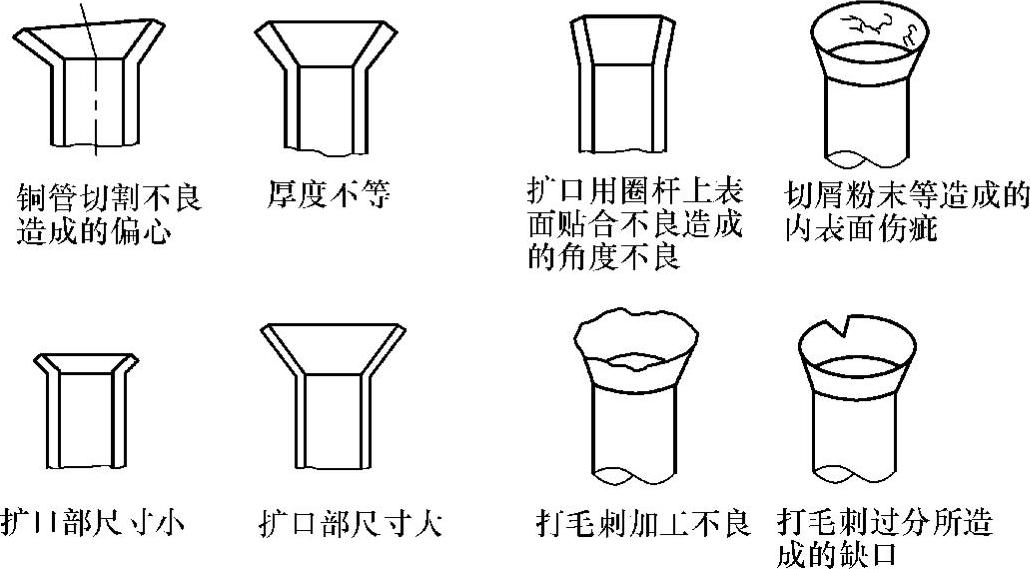
图7-47 不合格的喇叭口形状
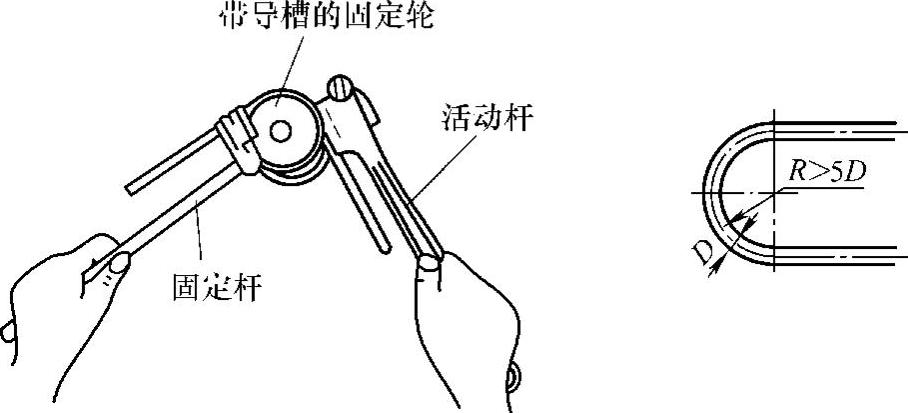
图7-48 弯管器外形及结构
2)弯管使用方法。取一段直径在20mm以下,长度为200~300mm的纯铜管,作为加工工件。具体操作步骤如下:
①将铜管加热(烧红)后常温冷却,即进行退火处理。
②将退火处理的铜管放入带导槽的固定轮与固定杆之间,用活动杆的导槽套住铜管。
③用一只手握住固定杆手柄使铜管被紧固,另一只手握住活动杆手柄顺时针方向缓慢均匀转动(避免出现裂纹),同时观察弯转角度与固定轮刻度的对应值,直至达到弯转角度的要求。
④将弯曲成形的铜管退出弯管器。
(4)封口
1)封口钳。封口钳是用于截断并密封管路的某一处,以便检修、装拆制冷部件的专用工具。封口钳分为钢管夹扁和手动夹扁两种形式。手动夹扁器可加工直径为4mm以下的铜管,而大直径铜管应用钢管夹扁器。操作时只要将被加工管路放到钳口处,紧握封口钳的两个手柄合掌用力即可完成操作,其外形与结构如图7-49所示。
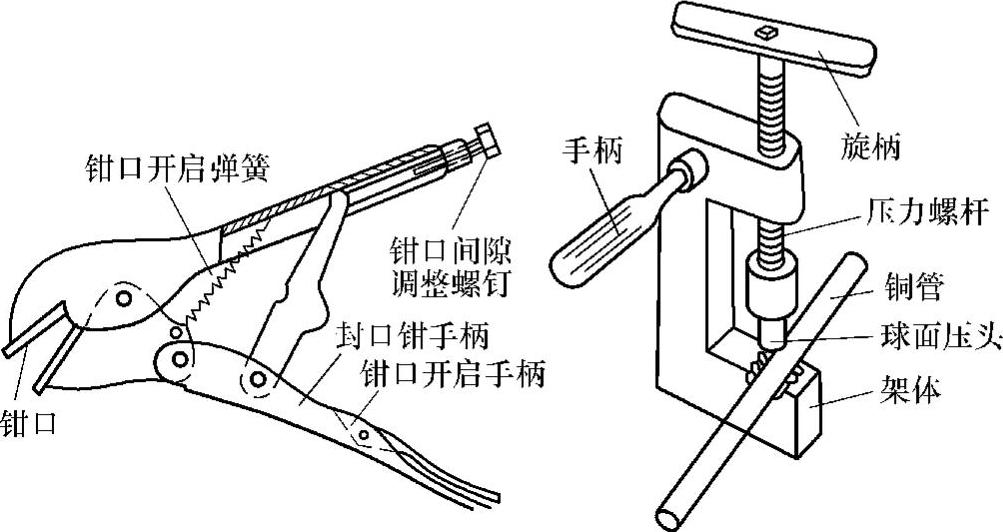
图7-49 封口钳外形与结构
2)封口钳使用方法。分别取管径为4mm和10mm,长度为150mm的铜管两段,作为备料。操作过程如下:
①根据被加工管壁的厚度调整钳柄尾部的螺钉(钢管夹扁器应调整旋柄),应使钳口间隙小于铜管壁厚的2倍(过大密封不严,过小铜管易折断)。
②将铜管置于钳口头部。
③合掌用力紧握封口钳的两个手柄,钳口就将铜管夹扁并密封。
④拨动开启手柄,在弹簧力的作用下,钳口自动开启。
有关常用家电维修实用技术的文章

钳头有4口,分别为钳口、齿口、刀口和铡口。使用钢丝钳时,要使钳头的刀口朝内侧,即朝向自己,便于控制钳口部位;用小指伸在两钳柄中间,用于抵住钳柄,张开钳头。钢丝钳的刀口可以用来拔起铁钉,钳头用来削平配线钢管管口的毛刺等等。......
2023-07-01

基础底妆又称“基面妆”,一般用粉底来起到修饰、调整、统一皮肤色调,增加立体感的作用,可使皮肤外观有透明感及光洁感。因此,当我们选择某一种粉底霜,或者眼影、口红时,必须在模特手掌背面进行试色,而不能在自己手上试色。粉底霜粉底霜遮盖力比较强,油份和蜡份都很适度,延展性、亲水性和亲油性都很好,不油腻,能耐久,可保持6~8小时不脱妆,并且透明感较强,妆容轻薄润泽。......
2023-08-14

图4-2快门按钮示意图快门按钮又称“快门释放钮”、“快门钮”,是照相机用于控制快门开启的一个装置。此时还没有按下快门按钮,所以即使没有对上焦也不成问题。另外,自动对焦框变成绿色时,焦点已经被暂时锁定了,在这种情况下,不要前后移动照相机,在保持原有的状态下按下快门按钮。......
2023-07-21

参考解是采用在管道和土壤之间设置JOINTC单元来模拟二者的相互作用来求得的。非线性弹簧的行为是弹性的,反向加载不产生永久变形。这个行为特性与PSI单元不同。然而,在本算例中,由于只涉及单调加载,上述特性对结果实际没有影响。JOINTC单元和PSI单元的另一个区别在于,JOINTC单元相关的弹簧行为是通过总的力来定义的,而PSI单元的本构行为是定义在力/单位长度上的。......
2023-06-24

施工中常需要改变管路的走向,将管子弯曲以达到设计规定的角度。管子弯曲制作的方法可分为冷弯和热煨两种,如图3-11所示。液压弯管器利用液压原理通过靠模把管子弯曲,其操作方法与手动弯管器基本相同。4)钢管应在其材料特性的允许范围内冷弯或热弯。管道的弯曲部位不得有凹陷和起皱现象。......
2023-09-01

2)压力管道使用单位应当使用符合TSG D0001—2009要求的压力管道。新压力管道投入使用前,使用单位应当核对是否具有TSG D0001—2009要求的安装质量证明文件。⑦管道事故的抢救、报告、协助调查和善后处理。管道操作人员在作业中应当严格执行压力管道的操作规程和有关的安全规章制度。11)在用管道发生故障、异常情况,使用单位应当查明原因。......
2023-11-22

表9.1-3 加工调整参数及其意义表表中的自定义项目1、2是由机床生产厂家定义的、2个随精度等级的调整自动改变的伺服参数,项目所对应的CNC参数号设定在CNC参数PRM13628、PRM13629上。图9.1-17 自定义项目显示2.参数显示与设定加工参数调整页面的显示和参数设定,在CNC参数PRM13601.0设定为“1”时有效,其操作步骤如下:1)选择MDI操作方式,并利用CNC数据显示和设定操作,取消参数保护功能。......
2023-06-25

六线谱是专为吉他设计的一种记谱法。六线谱不记录音的高低,但与简谱或五线谱结合使用时非常方便,既能表示音高,又能表示指法。图26吉他的弦六线谱表:图27六线谱的弦六线谱用数字表示音符所在的弦和品格。有时上述几种符号会在同一首作品的六线谱中出现。六线谱中附点音符:写在音符右边的圆点,叫作附点。六线谱中连音线:将两个或两个以上的音符连接起来弹奏,弹奏时不可断音休止。......
2023-11-20
相关推荐