图9.2.5 “程序”选项卡在子选项卡中有两个不同的窗口,左侧是组成结构,右侧是相关参数。左侧的组成结构中包括NC程序中的五个序列和刀轨运动中的四种事件。......
2023-06-18
Stage1.定义程序的起始序列
Step1.选择命令。在后处理器编辑窗口中单击 选项卡,结果如图9.3.2所示。
选项卡,结果如图9.3.2所示。
Step2.设置程序开始。在图9.3.2中的 分支区域中右击
分支区域中右击 选项,在弹出的快捷菜单中选择
选项,在弹出的快捷菜单中选择 命令。
命令。
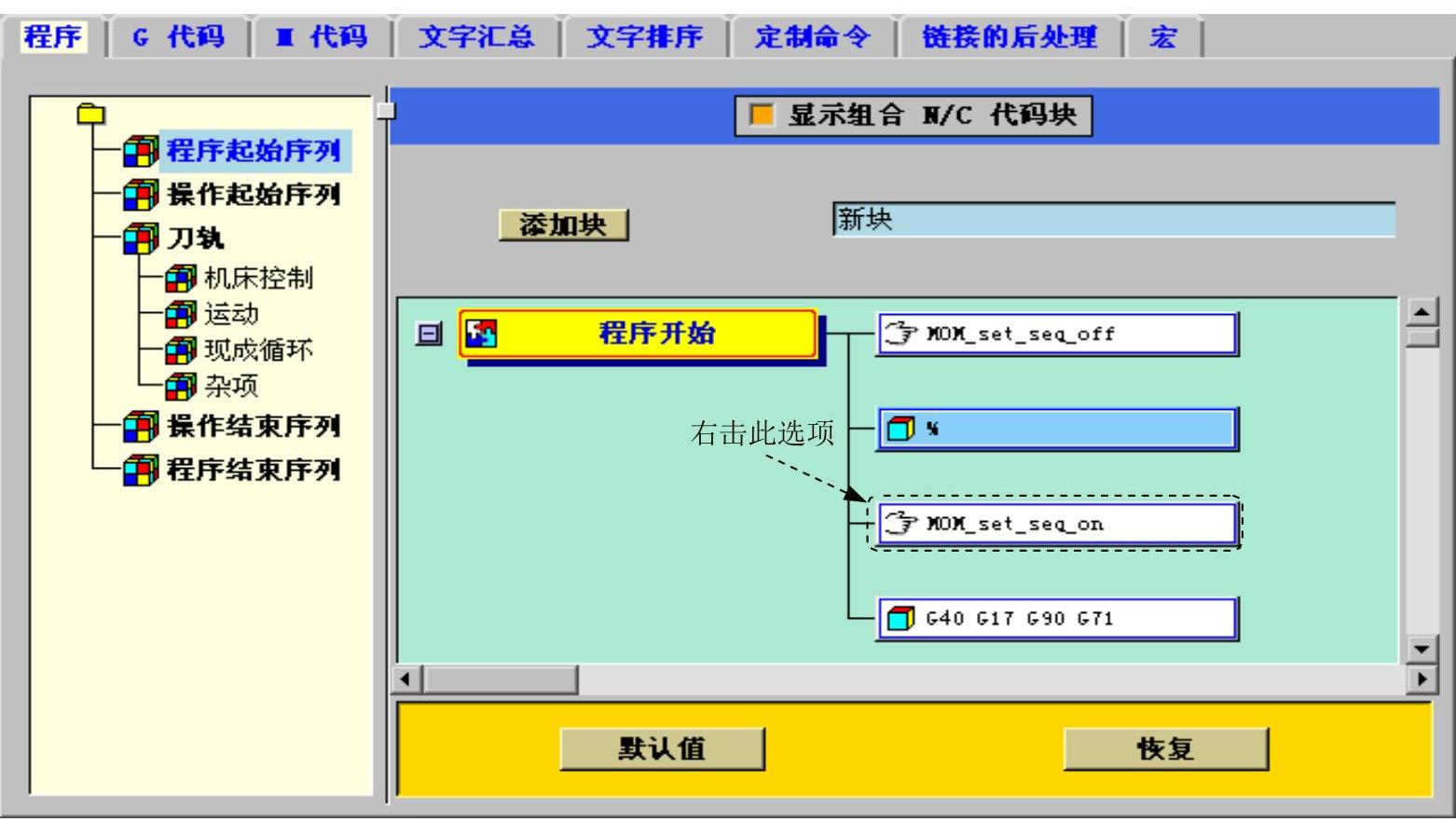
图9.3.2 “程序和刀轨”选项卡
Step3.修改程序开始命令。
(1)选择命令。在图9.3.2中的 分支中单击
分支中单击 选项,此时系统弹出如图9.3.3所示的“Start of Program-块:absolute_mode”对话框(一)。
选项,此时系统弹出如图9.3.3所示的“Start of Program-块:absolute_mode”对话框(一)。
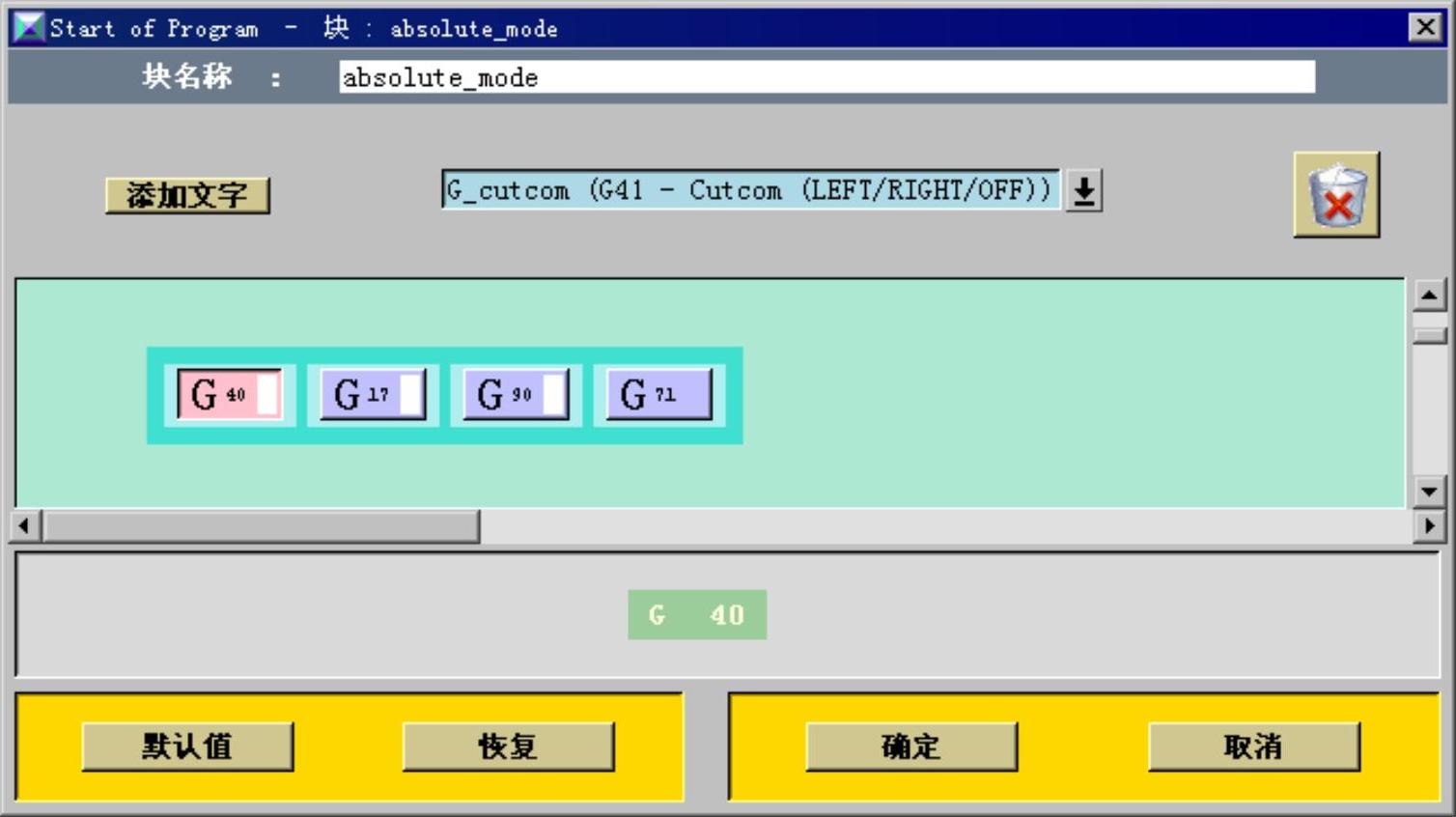
图9.3.3 “Start of Program-块:absolute_mode”对话框(一)
(2)删除G71。在如图9.3.3所示的“Start of Program-块:absolute_mode”对话框(一)中右击 按钮,在弹出的快捷菜单中选择
按钮,在弹出的快捷菜单中选择 命令。
命令。
(3)添加G49。在如图9.3.3所示的“Start of Program-块:absolute_mode”对话框(一)中单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择

 命令,然后单击
命令,然后单击 按钮不放,拖动到
按钮不放,拖动到 后面,此时会显示出新添加的G49,系统会自动排序,结果如图9.3.4所示。
后面,此时会显示出新添加的G49,系统会自动排序,结果如图9.3.4所示。
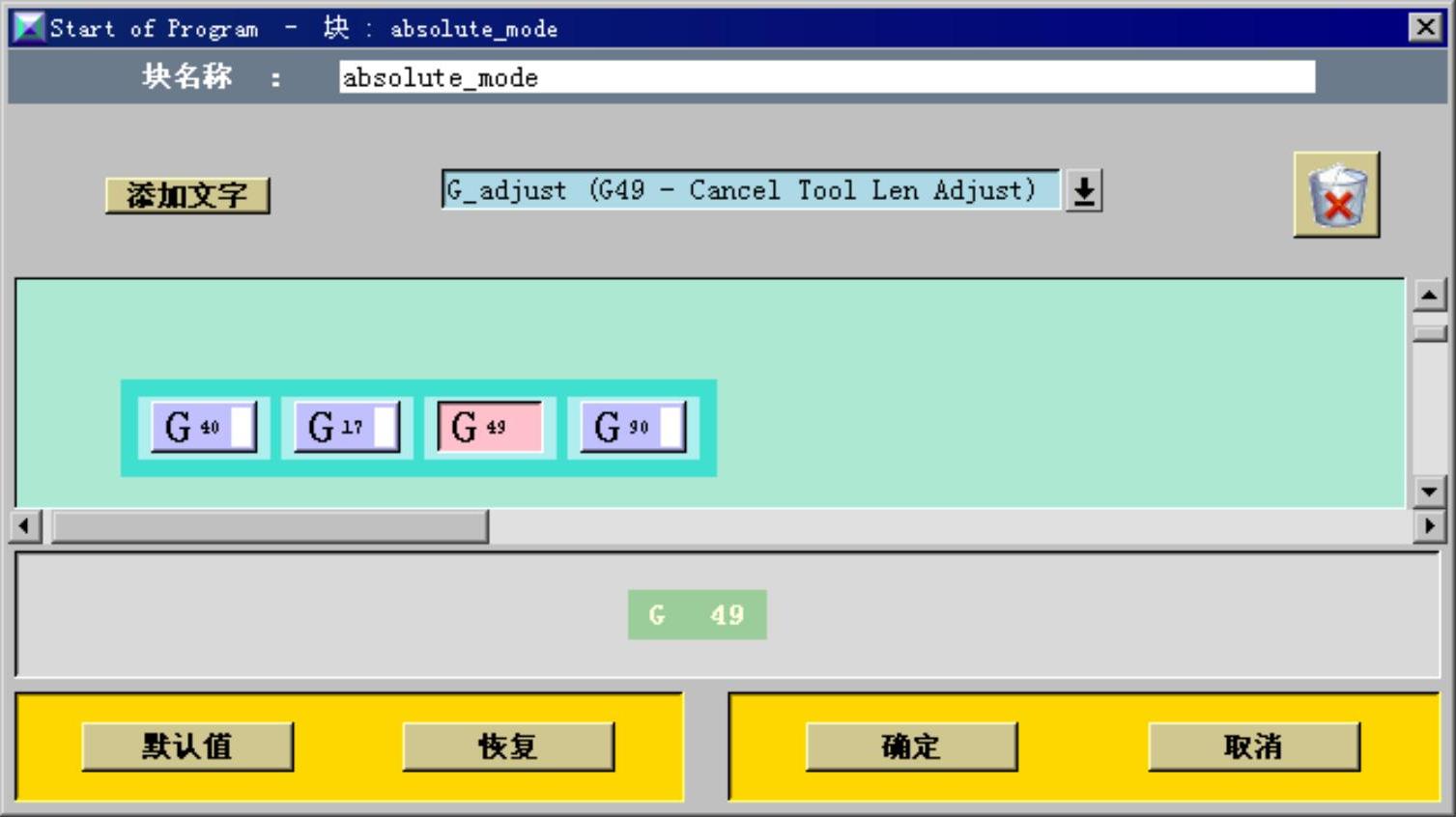
图9.3.4 “Start of Program-块:absolute_mode”对话框(二)
(4)添加G80。在图9.3.4所示的“Start of Program-块:absolute_mode”对话框(二)中单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择

 命令,然后单击
命令,然后单击 按钮不放,将其拖动到
按钮不放,将其拖动到 后面,此时会显示出新添加的G80,系统会自动排序,结果如图9.3.5所示。
后面,此时会显示出新添加的G80,系统会自动排序,结果如图9.3.5所示。
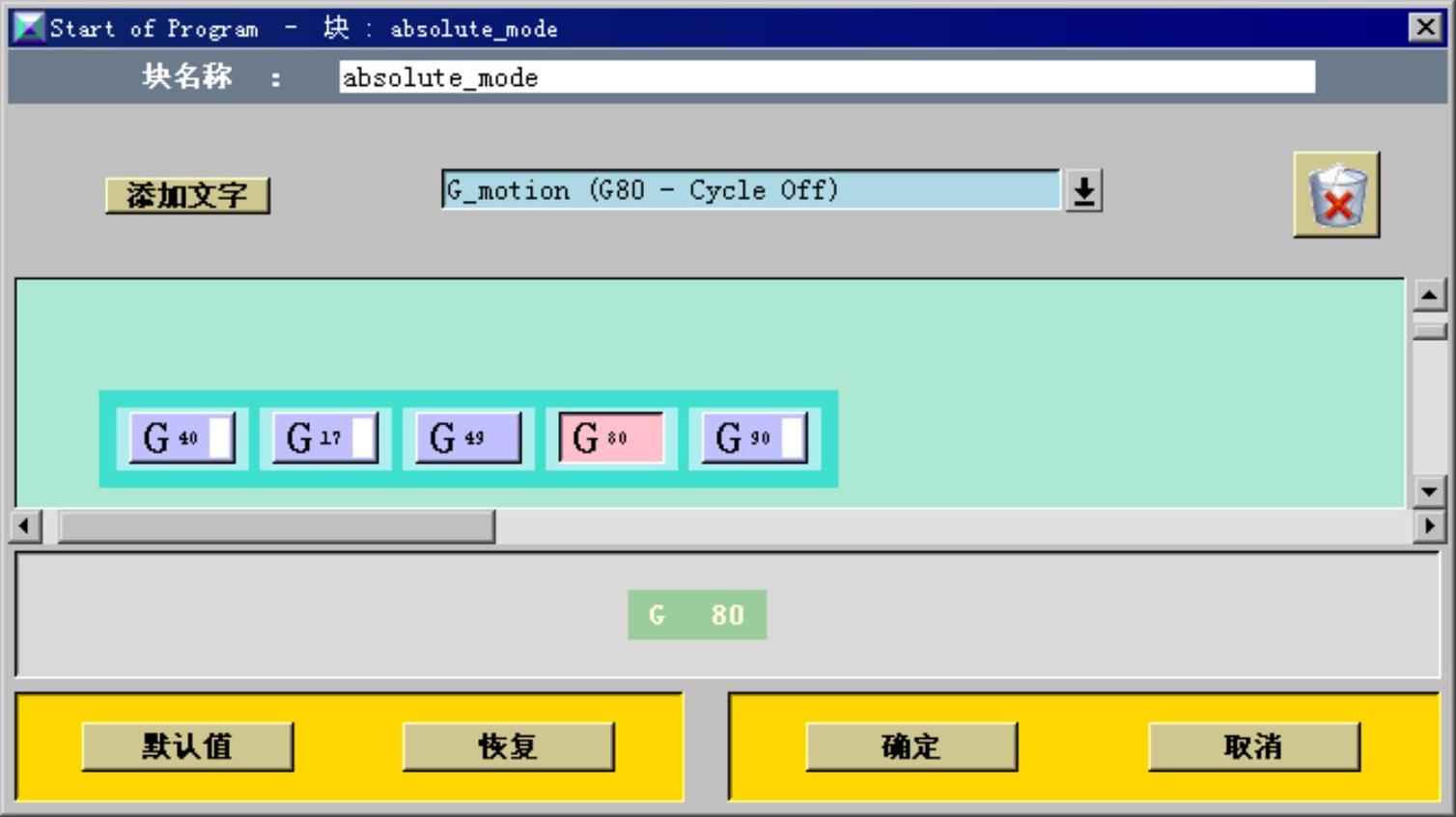
图9.3.5 “Start of Program-块:absolute_mode”对话框(三)
(5)添加G代码G_MCS。在图9.3.5所示的“Start of Program-块:absolute_mode”对话框(三)中单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择

 命令,然后单击
命令,然后单击 按钮不放,此时会显示出新添加的G程序,然后将其拖动到
按钮不放,此时会显示出新添加的G程序,然后将其拖动到 后面,结果如图9.3.6所示。
后面,结果如图9.3.6所示。

图9.3.6 “Start of Program-块:absolute_mode”对话框(四)
Step4.定义新添加的程序开始程序。
(1)设置G49为强制输出。在图9.3.6中右击 ,在弹出的快捷菜单中选择
,在弹出的快捷菜单中选择 命令。
命令。
(2)设置G80为强制输出。在图9.3.6中右击 ,在弹出的快捷菜单中选择
,在弹出的快捷菜单中选择 命令。
命令。
(3)设置G为选择输出。在图9.3.6中右击 ,在弹出的快捷菜单中选择
,在弹出的快捷菜单中选择 命令。
命令。
Step5.然后在“Start of Program-块:absolute_mode”对话框(四)中单击 按钮,系统返回到“程序”选项卡,如图9.3.7所示。
按钮,系统返回到“程序”选项卡,如图9.3.7所示。
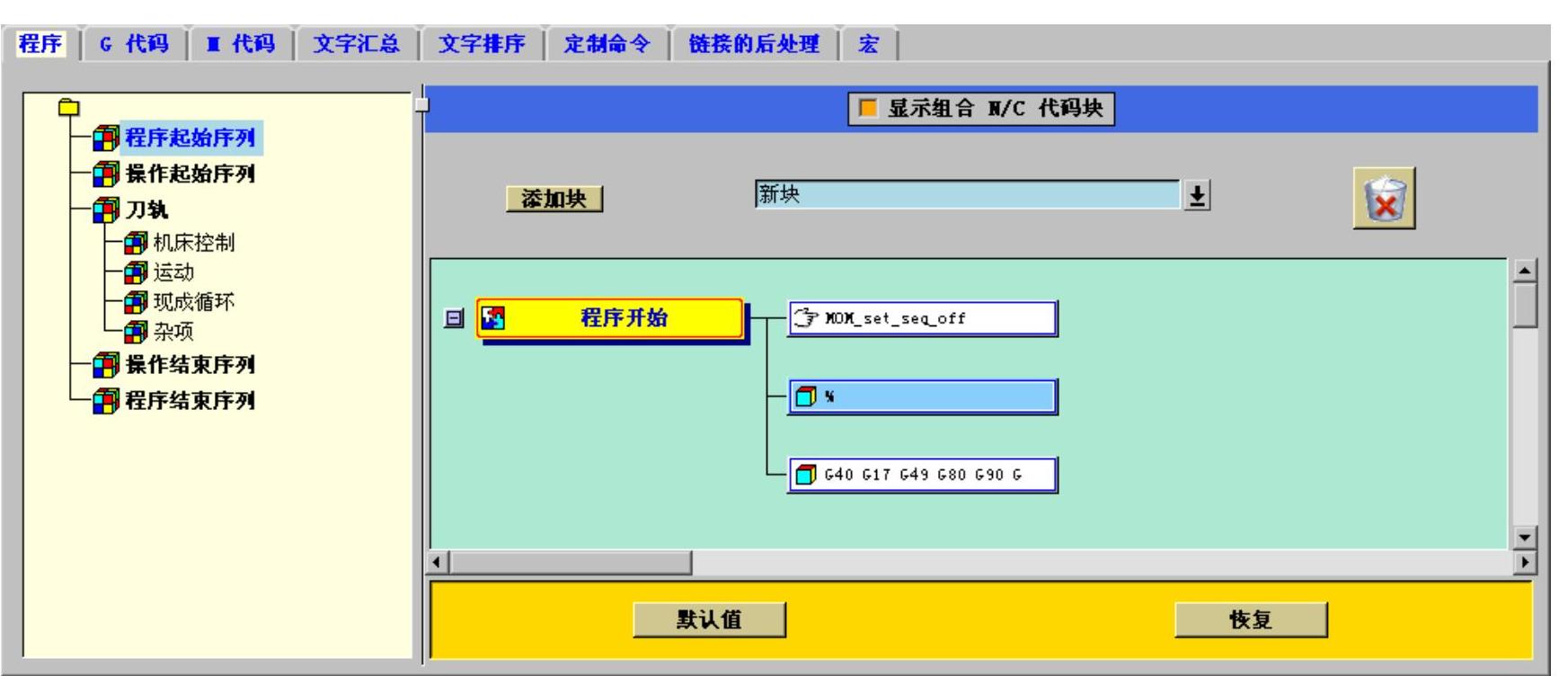
图9.3.7 “程序”选项卡
Stage2.定义操作的起始序列
Step1.选择命令。在“程序”选项卡中单击 节点,此时系统会显示如图9.3.8所示的界面。
节点,此时系统会显示如图9.3.8所示的界面。
Step2.添加操作头信息块,显示操作信息。
(1)在图9.3.8所示的“操作起始序列”节点界面(一)中右击 选项,在弹出的快捷菜单中选择
选项,在弹出的快捷菜单中选择 命令。
命令。
(2)在图9.3.8所示的“操作起始序列”节点界面(一)中单击 按钮,然后在下拉列表中选择
按钮,然后在下拉列表中选择 命令,单击
命令,单击 按钮不放,此时显示出新添加的
按钮不放,此时显示出新添加的 ,将其拖动到
,将其拖动到 后面,此时系统弹出“运算程序消息”对话框。
后面,此时系统弹出“运算程序消息”对话框。
(3)在“运算程序消息”对话框中输入“$mom_operation_name,$mom_operation_type”字符,如图9.3.9所示,单击 按钮,完成操作的起始序列的定义,结果如图9.3.10所示。
按钮,完成操作的起始序列的定义,结果如图9.3.10所示。
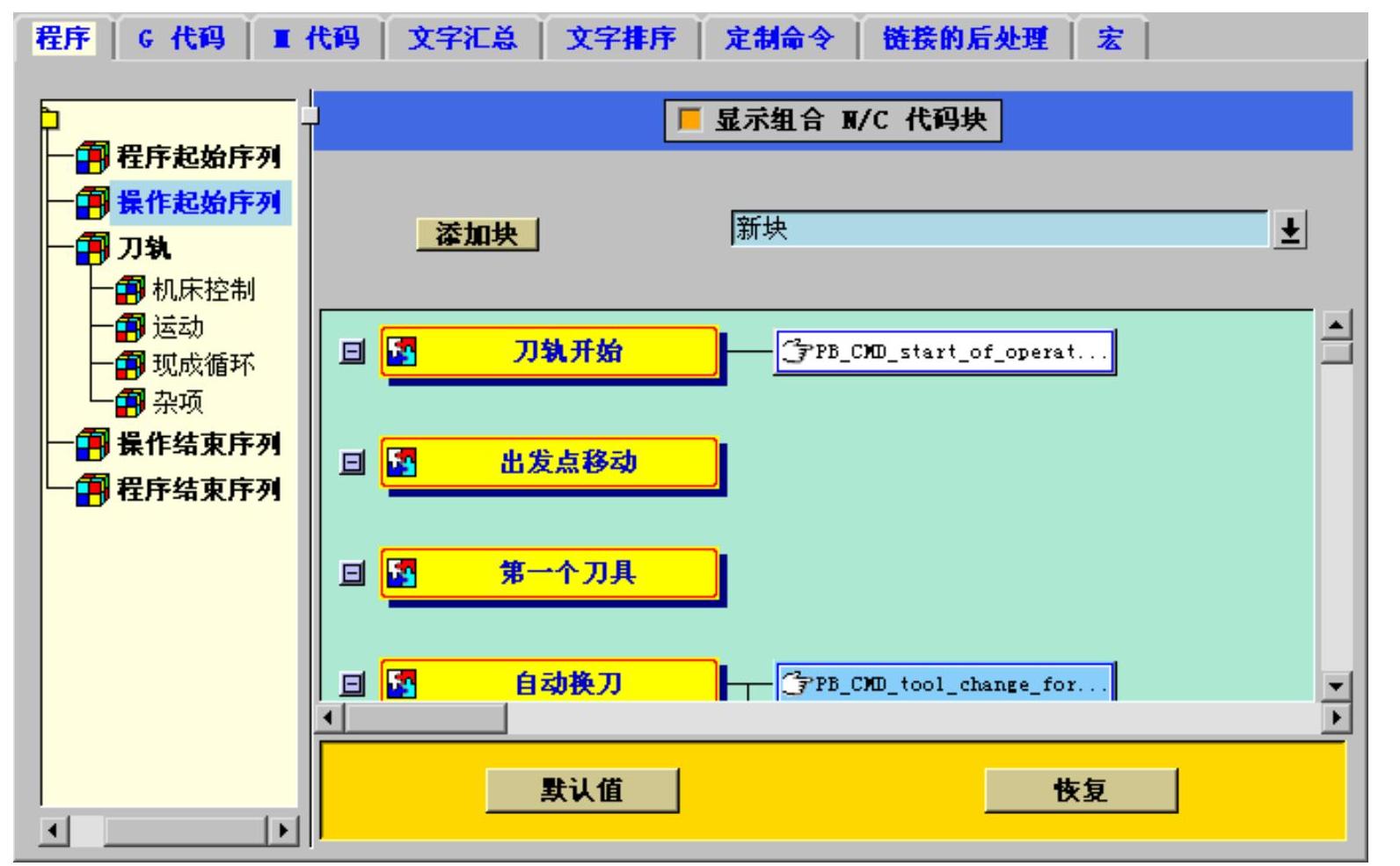
图9.3.8 “操作起始序列”节点界面(一)
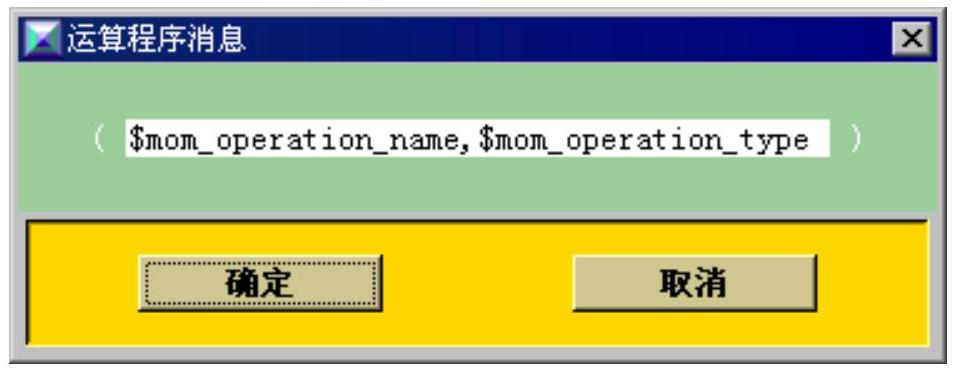
图9.3.9 “运算程序消息”对话框
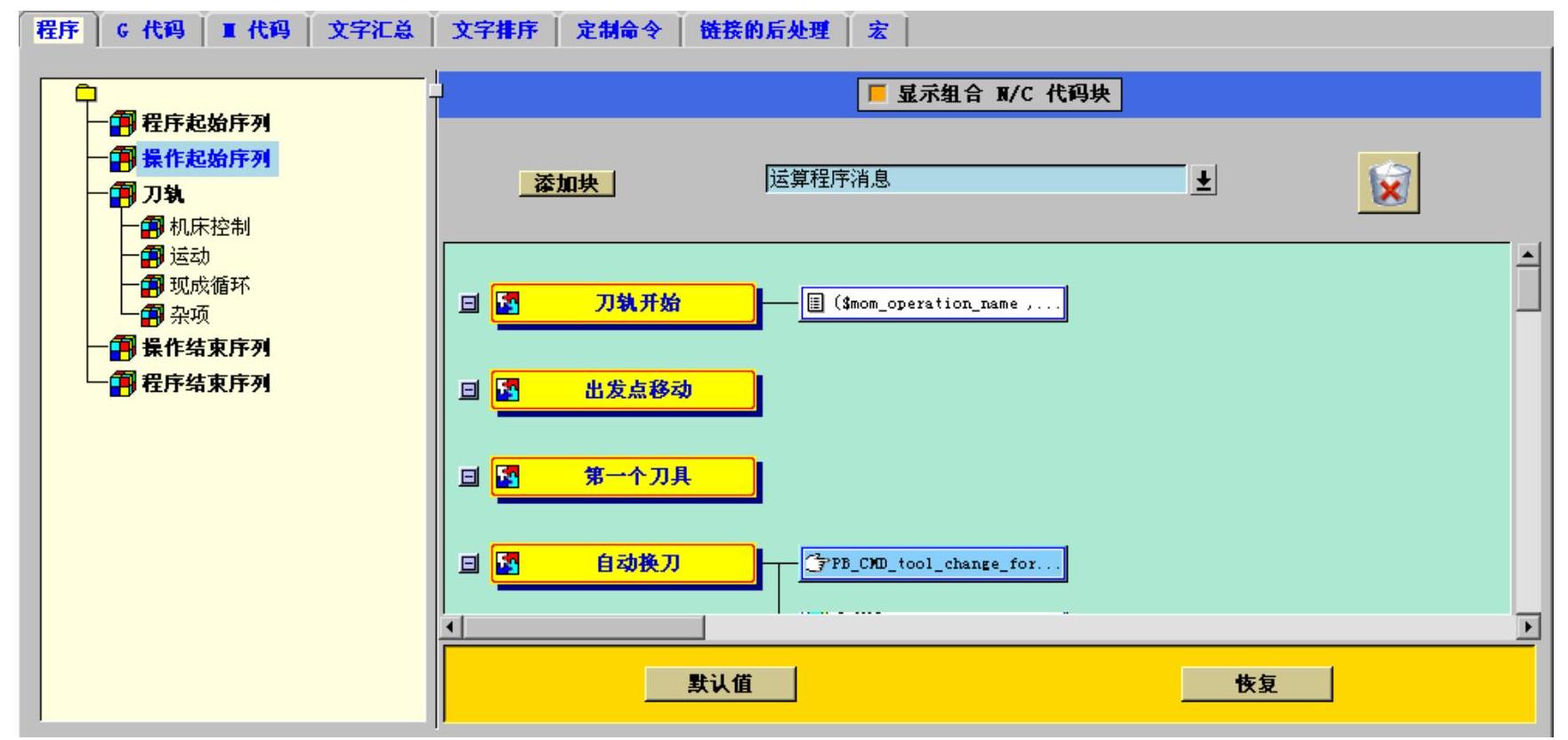
图9.3.10 “操作起始序列”节点界面(二)
Stage3.定义刀轨运动输出格式
Step1.选择命令。在图9.3.10中左侧的组成结构中单击 节点下的
节点下的 节点,进入刀轨运动节点界面,如图9.3.11所示。
节点,进入刀轨运动节点界面,如图9.3.11所示。

图9.3.11 “运动”节点界面(一)
Step2.修改线性移动。
(1)选择命令。在图9.3.11中单击 按钮,此时系统弹出如图9.3.12所示的“事件:线性移动”对话框。
按钮,此时系统弹出如图9.3.12所示的“事件:线性移动”对话框。
(2)删除G17。在图9.3.12所示的“事件:线性移动”对话框中右击 按钮,在弹出的快捷菜单中选择
按钮,在弹出的快捷菜单中选择 命令。
命令。
(3)删除G90。在图9.3.12所示的“事件:线性移动”对话框中右击 按钮,在弹出的快捷菜单中选择
按钮,在弹出的快捷菜单中选择 命令。
命令。
(4)在图9.3.12所示的“事件:线性移动”对话框中单击 按钮,完成线性移动的修改,同时系统返回到“运动”节点界面。
按钮,完成线性移动的修改,同时系统返回到“运动”节点界面。
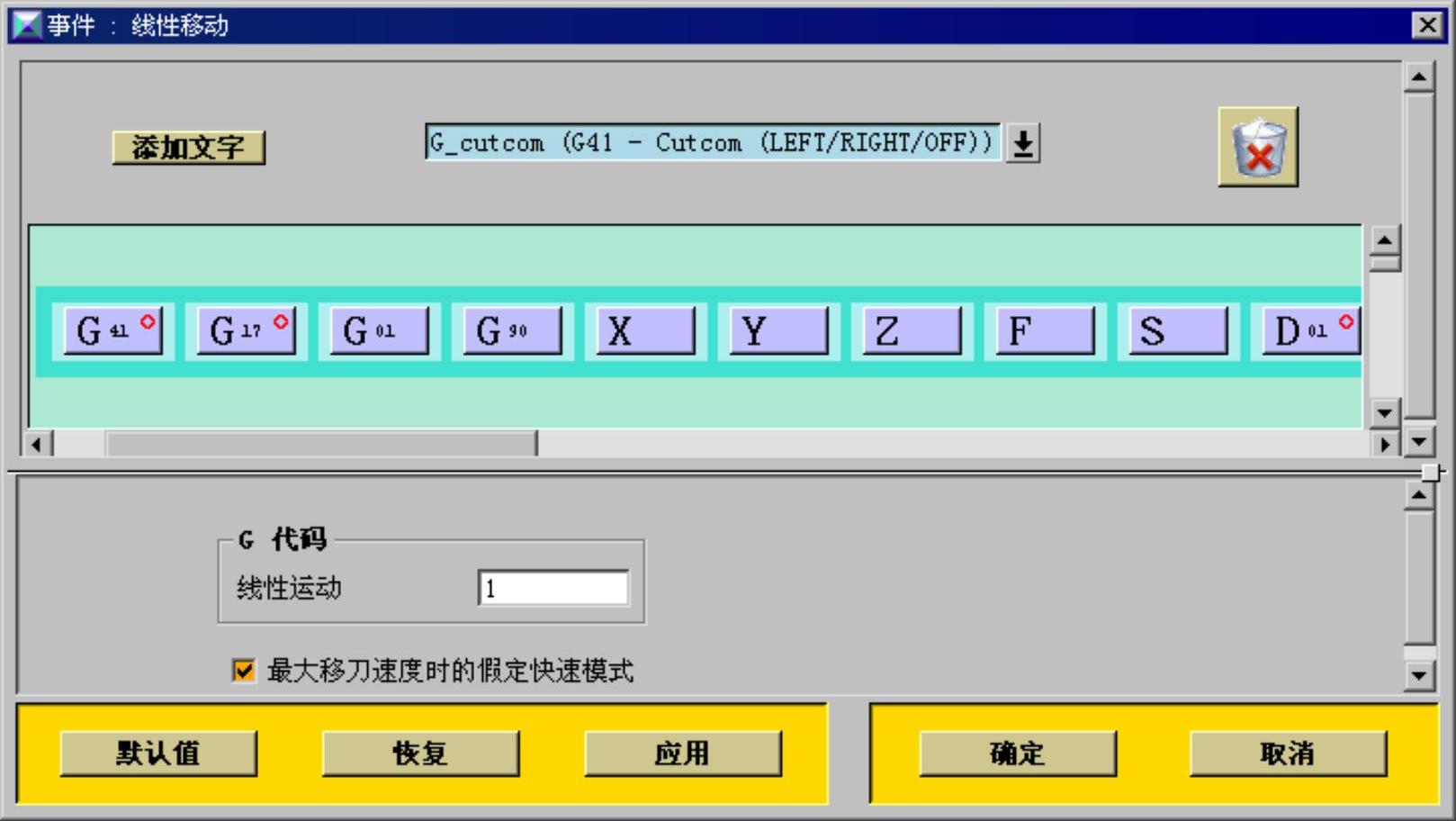
图9.3.12 “事件:线性移动”对话框
Step3.修改圆周移动。
(1)选择命令。在“运动”节点界面中单击 按钮,此时系统弹出如图9.3.13所示的“事件:圆周移动”对话框。
按钮,此时系统弹出如图9.3.13所示的“事件:圆周移动”对话框。

图9.3.13 “事件:圆周移动”对话框
(2)删除G90。在图9.3.13所示的“事件:圆周移动”对话框中右击 按钮,在弹出的快捷菜单中选择
按钮,在弹出的快捷菜单中选择 命令。
命令。
(3)添加G17。在如图9.3.13所示的“事件:圆周移动”对话框中单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择

 命令,然后单击
命令,然后单击 按钮不放,此时会显示出新添加的G17,然后将其拖动到
按钮不放,此时会显示出新添加的G17,然后将其拖动到 前面,系统会自动排序。
前面,系统会自动排序。
(4)定义圆形记录方式。在如图9.3.13所示的“事件:圆周移动”对话框中的 区域中选择
区域中选择 单选按钮。
单选按钮。
(5)在“事件:圆周移动”对话框中单击 按钮,完成圆周移动的修改,同时系统返回到“运动”节点界面。
按钮,完成圆周移动的修改,同时系统返回到“运动”节点界面。
Step4.修改快速移动。
(1)选择命令。在“运动”节点界面中单击 按钮,此时系统弹出如图9.3.14所示的“事件:快速移动”对话框。
按钮,此时系统弹出如图9.3.14所示的“事件:快速移动”对话框。
(2)删除G90(一)。在如图9.3.14所示的“事件:快速移动”对话框中右击 按钮,在弹出的快捷菜单中选择
按钮,在弹出的快捷菜单中选择 命令。
命令。
(3)删除G90(二)。在如图9.3.14所示的“事件:快速移动”对话框中右击 按钮,在弹出的快捷菜单中选择
按钮,在弹出的快捷菜单中选择 命令。
命令。
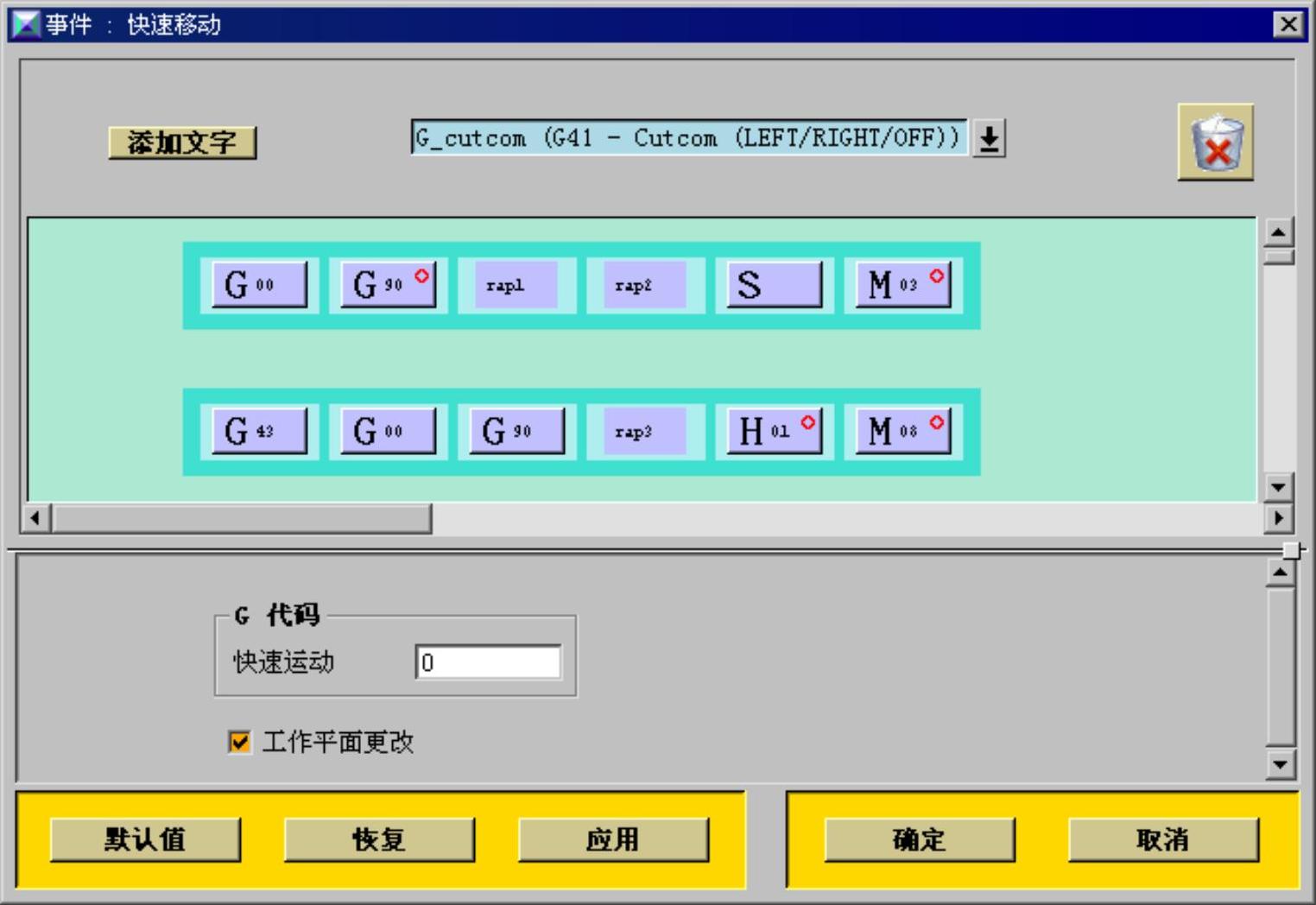
图9.3.14 “事件:快速移动”对话框
(4)在图9.3.14所示的“事件:快速移动”对话框中单击 按钮,完成快速移动的修改,结果如图9.3.15所示。
按钮,完成快速移动的修改,结果如图9.3.15所示。
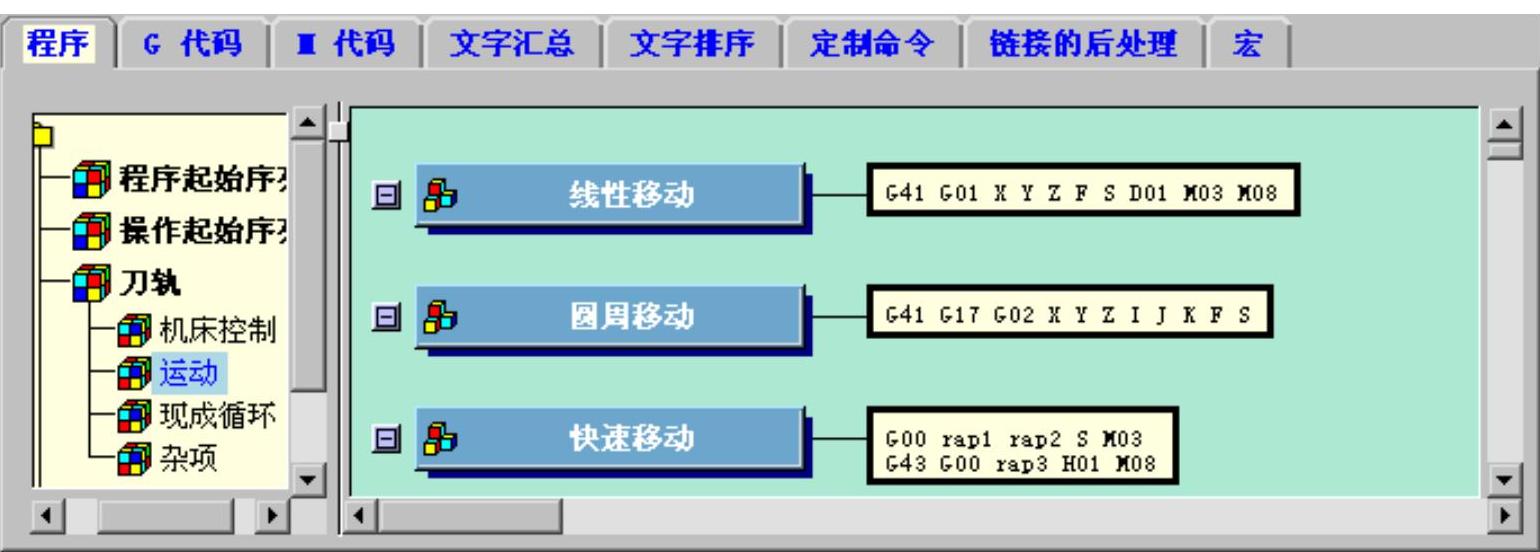
图9.3.15 “运动”节点界面(二)
Stage4.定义操作结束序列
Step1.选择命令。在如图9.3.15中左侧的组成结构中单击 节点,进入“操作结束序列”节点界面,如图9.3.16所示。
节点,进入“操作结束序列”节点界面,如图9.3.16所示。
Step2.添加切削液关闭命令。
(1)选择命令。在如图9.3.16所示的“操作结束序列”节点界面(一)中单击 按钮不放,此时显示出新添加的
按钮不放,此时显示出新添加的 ,将其拖动到
,将其拖动到 后面,此时系统弹出如图9.3.17所示的“End of Path-块:end_of_path_1”对话框。
后面,此时系统弹出如图9.3.17所示的“End of Path-块:end_of_path_1”对话框。
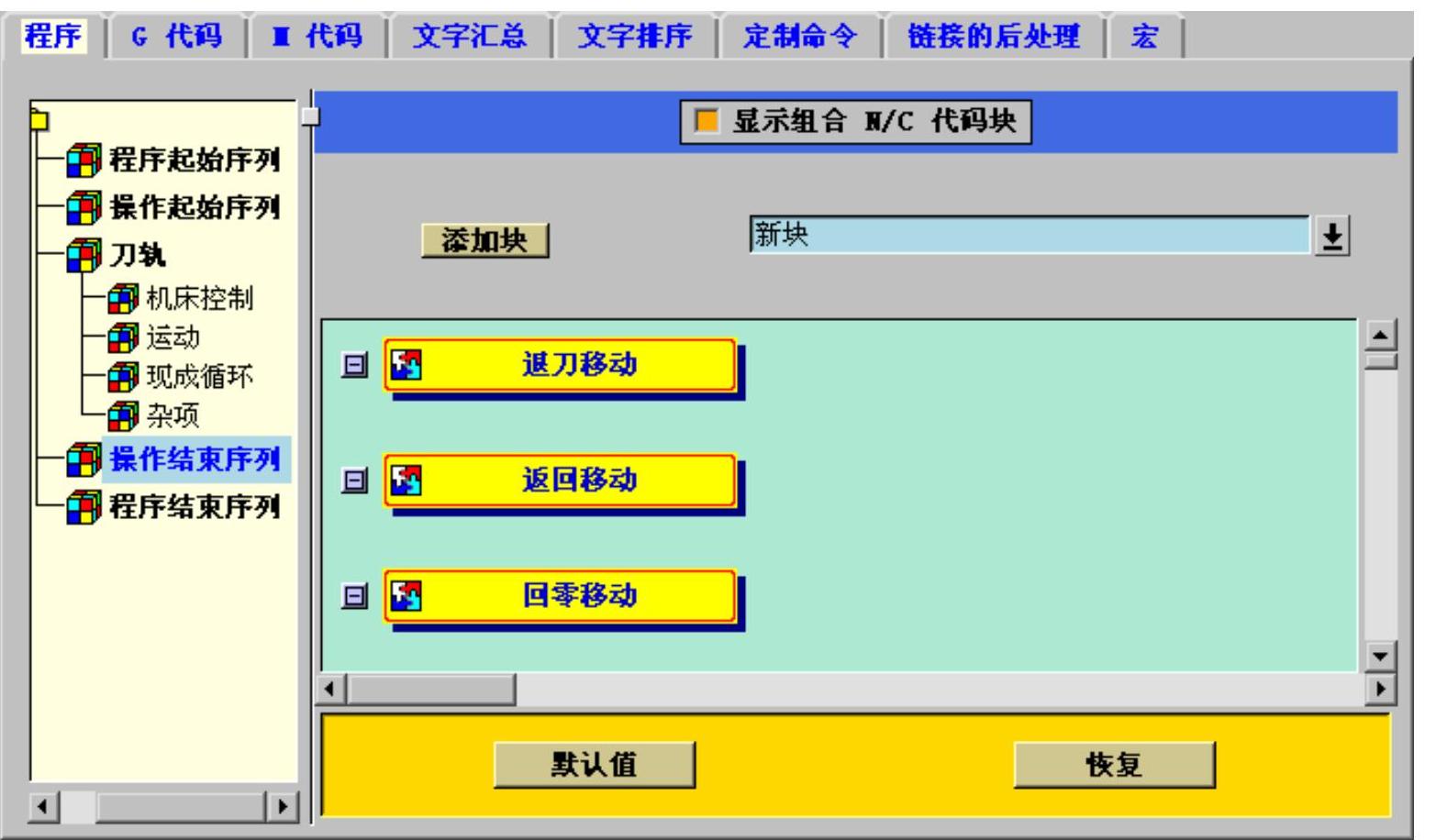
图9.3.16 “操作结束序列”节点界面(一)
(2)添加M09辅助功能。在如图9.3.17所示的“End of Path-块:end_of_path_1”对话框中单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择



 命令,然后单击
命令,然后单击 按钮不放,此时会显示出新添加的M09辅助功能,将其拖动到图9.3.17所示的插入点的位置。
按钮不放,此时会显示出新添加的M09辅助功能,将其拖动到图9.3.17所示的插入点的位置。

图9.3.17 “End of Path-块:end_of_path_1”对话框
(3)在如图9.3.17所示的“End of Path-块:end_of_path_1”对话框中单击 按钮,完成刀轨结束分支处添加块1的创建,结果如图9.3.18所示。
按钮,完成刀轨结束分支处添加块1的创建,结果如图9.3.18所示。

图9.3.18 “操作结束序列”节点界面(二)
Step3.添加主轴停止。
(1)选择命令。在如图9.3.18所示的“操作结束序列”节点(二)中单击 按钮不放,此时显示出新添加的
按钮不放,此时显示出新添加的 ,将其拖动到
,将其拖动到 后松开鼠标,此时系统弹出“End of Path-块:end_of_path_2”对话框。
后松开鼠标,此时系统弹出“End of Path-块:end_of_path_2”对话框。
(2)添加M05辅助功能。单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择



 命令,然后单击
命令,然后单击 按钮不放,此时会显示出新添加的M05辅助功能,将其拖动到插入点的位置。
按钮不放,此时会显示出新添加的M05辅助功能,将其拖动到插入点的位置。
(3)单击 按钮,完成刀轨结束分支处添加块2的创建,结果如图9.3.19所示。
按钮,完成刀轨结束分支处添加块2的创建,结果如图9.3.19所示。

图9.3.19 “操作结束序列”节点界面(三)
(4)移动新添加的M05辅助功能。在如图9.3.19所示的“操作结束序列”节点界面(三)中将 拖动至
拖动至 下部区域松开鼠标,结果如图9.3.20所示。
下部区域松开鼠标,结果如图9.3.20所示。

图9.3.20 “操作结束序列”节点界面(四)
Step4.添加可选停止命令。
(1)选择命令。在图9.3.20所示的“操作结束序列”节点界面(四)中单击 按钮不放,此时显示出新添加的
按钮不放,此时显示出新添加的 ,将其拖动到
,将其拖动到 下方松开鼠标,此时系统弹出“End of Path-块:end_of_path_3”对话框。
下方松开鼠标,此时系统弹出“End of Path-块:end_of_path_3”对话框。
(2)添加M01辅助功能。在“End of Path-块:end_of_path_3”对话框中单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择



 命令,单击
命令,单击 按钮不放,此时会显示出新添加的M01辅助功能,将其拖动到插入点的位置。
按钮不放,此时会显示出新添加的M01辅助功能,将其拖动到插入点的位置。
(3)单击 按钮,完成刀轨结束分支处添加块3的创建,结果如图9.3.21所示。
按钮,完成刀轨结束分支处添加块3的创建,结果如图9.3.21所示。
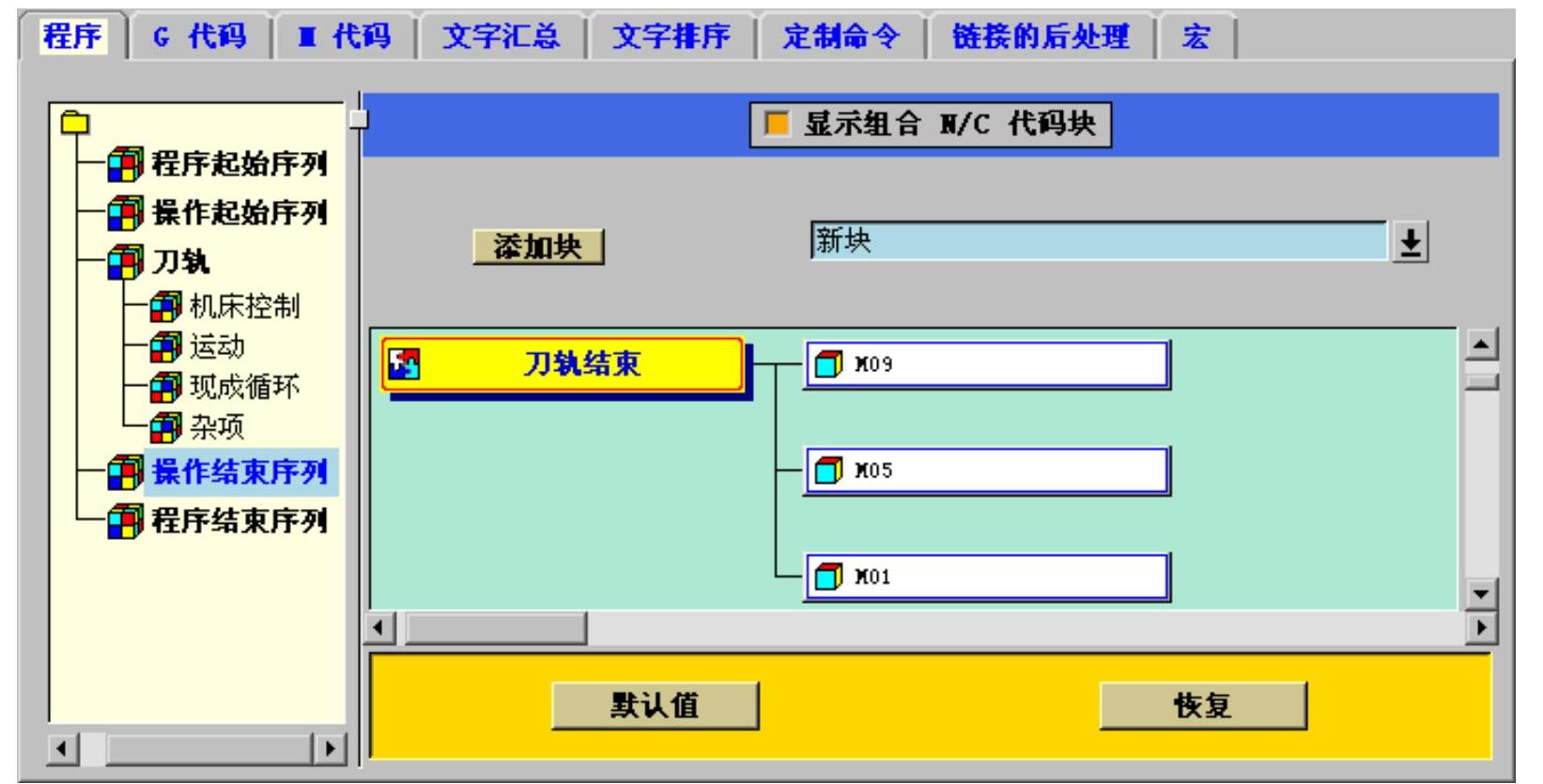
图9.3.21 “操作结束序列”节点界面(五)
Step5.添加回零命令。
(1)选择命令。在如图9.3.21所示的“操作结束序列”节点界面(五)中单击 按钮不放,此时显示出新添加的
按钮不放,此时显示出新添加的 ,将其拖动到
,将其拖动到 下方松开鼠标,此时系统弹出“End of Path-块:end_of_path_4”对话框。
下方松开鼠标,此时系统弹出“End of Path-块:end_of_path_4”对话框。
(2)在块4中添加G程序。在“End of Path-块:end_of_path_4”对话框中单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择

 命令,然后单击
命令,然后单击 按钮不放,此时会显示出新添加的G91,将其拖动到插入点的位置。在“End of Path-块:end_of_path_4”对话框中单击
按钮不放,此时会显示出新添加的G91,将其拖动到插入点的位置。在“End of Path-块:end_of_path_4”对话框中单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择

 命令,然后单击
命令,然后单击 按钮不放,此时会显示出新添加的G28,将其拖动到
按钮不放,此时会显示出新添加的G28,将其拖动到 后面。在“End of Path-块:end_of_path_4”对话框中单击
后面。在“End of Path-块:end_of_path_4”对话框中单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择

 命令,然后单击
命令,然后单击 按钮不放,此时会显示出新添加的Z0.,将其拖动到
按钮不放,此时会显示出新添加的Z0.,将其拖动到 后面。
后面。
(3)单击 按钮,完成刀轨结束分支处添加块4的创建,结果如图9.3.22所示。
按钮,完成刀轨结束分支处添加块4的创建,结果如图9.3.22所示。

图9.3.22 “操作结束序列”节点界面(六)
Step6.定义新添加的块的属性。
(1)设置M09为强制输出。在图9.3.22中右击 分支,在弹出的快捷菜单中选择
分支,在弹出的快捷菜单中选择 命令,此时系统弹出如图9.3.23所示的“强制输出一次”对话框,选中
命令,此时系统弹出如图9.3.23所示的“强制输出一次”对话框,选中 复选框,单击
复选框,单击 按钮。
按钮。

图9.3.23 “强制输出一次”对话框
(2)设置M05为强制输出。在图9.3.22中右击 ,在弹出的快捷菜单中选择
,在弹出的快捷菜单中选择 命令,然后在弹出的“强制输出一次”对话框中选中
命令,然后在弹出的“强制输出一次”对话框中选中 复选框,单击
复选框,单击 按钮。
按钮。
(3)设置G91G28Z0.为强制输出。在图9.3.22中右击 ,在弹出的快捷菜单中选择
,在弹出的快捷菜单中选择 命令,然后在弹出的“强制输出一次”对话框中分别选中
命令,然后在弹出的“强制输出一次”对话框中分别选中 、
、 和
和 复选框,单击
复选框,单击 按钮。
按钮。
(4)设置M01为强制输出。在图9.3.22中右击 ,在弹出的快捷菜单中选择
,在弹出的快捷菜单中选择 命令,然后在弹出的“强制输出一次”对话框中选中
命令,然后在弹出的“强制输出一次”对话框中选中 复选框,单击
复选框,单击 按钮。
按钮。
Stage5.定义程序结束序列
Step1.选择命令。在图9.3.22中左侧的组成结构中单击 节点,进入“程序结束序列”节点界面,如图9.3.24所示。
节点,进入“程序结束序列”节点界面,如图9.3.24所示。
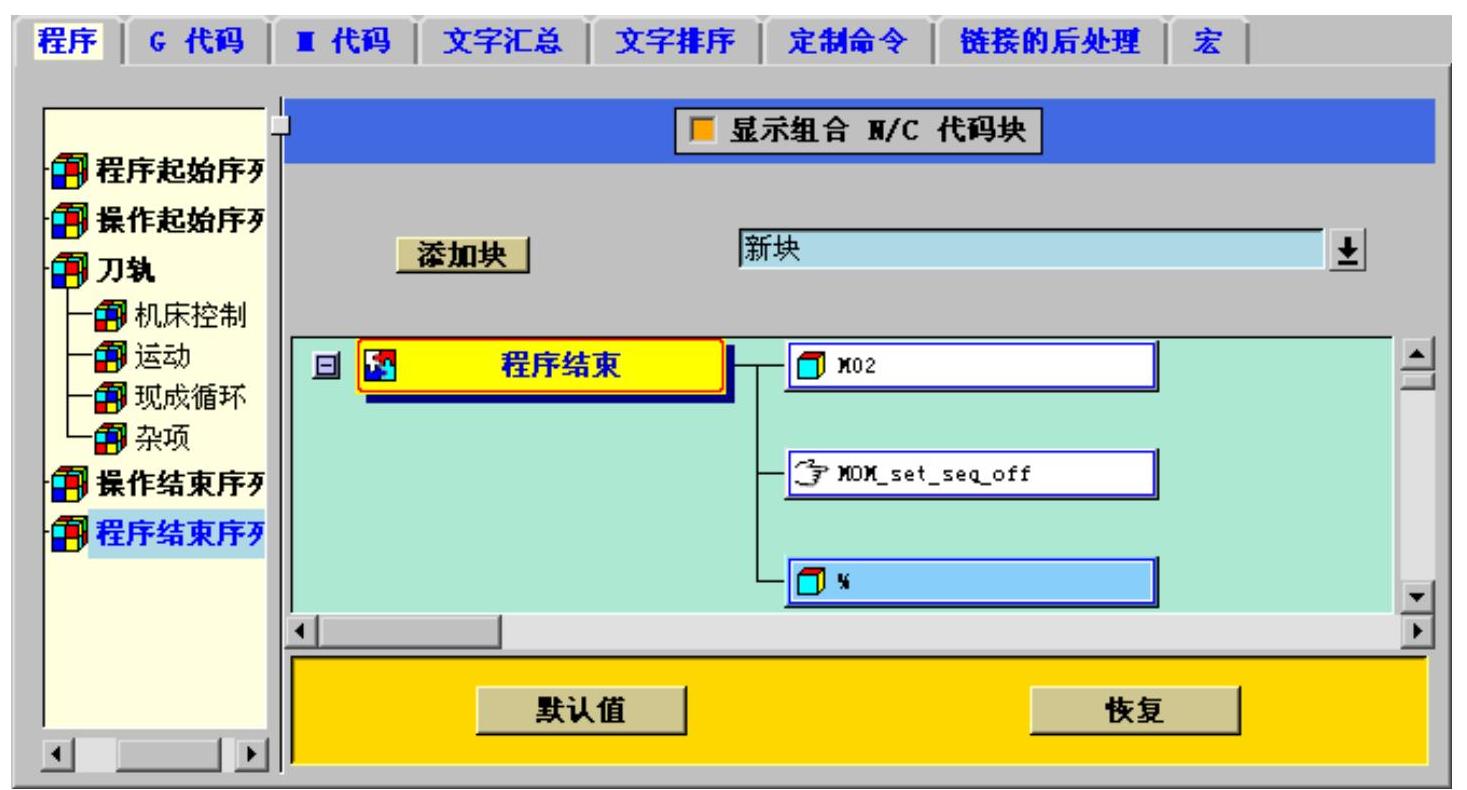
图9.3.24 “程序结束序列”节点界面
Step2.设置程序结束序列。在图9.3.24中的 分支区域中右击
分支区域中右击 ,在弹出的快捷菜单中选择
,在弹出的快捷菜单中选择 命令。
命令。
Step3.定制在程序结尾处显示加工时间。
(1)选择命令。在图9.3.24中单击 按钮,在下拉列表中选择
按钮,在下拉列表中选择 命令,单击
命令,单击 按钮不放,此时会显示出新添加的
按钮不放,此时会显示出新添加的 ,将其拖动到
,将其拖动到 下方,此时系统弹出“定制命令”对话框。
下方,此时系统弹出“定制命令”对话框。
(2)输入代码。在“定制命令”对话框中输入:globalmom_machine_time MOM_output_literal";(Total Operation MachineTime:[format"%.2f"$mom_machine_time]min)",结果如图9.3.25所示。
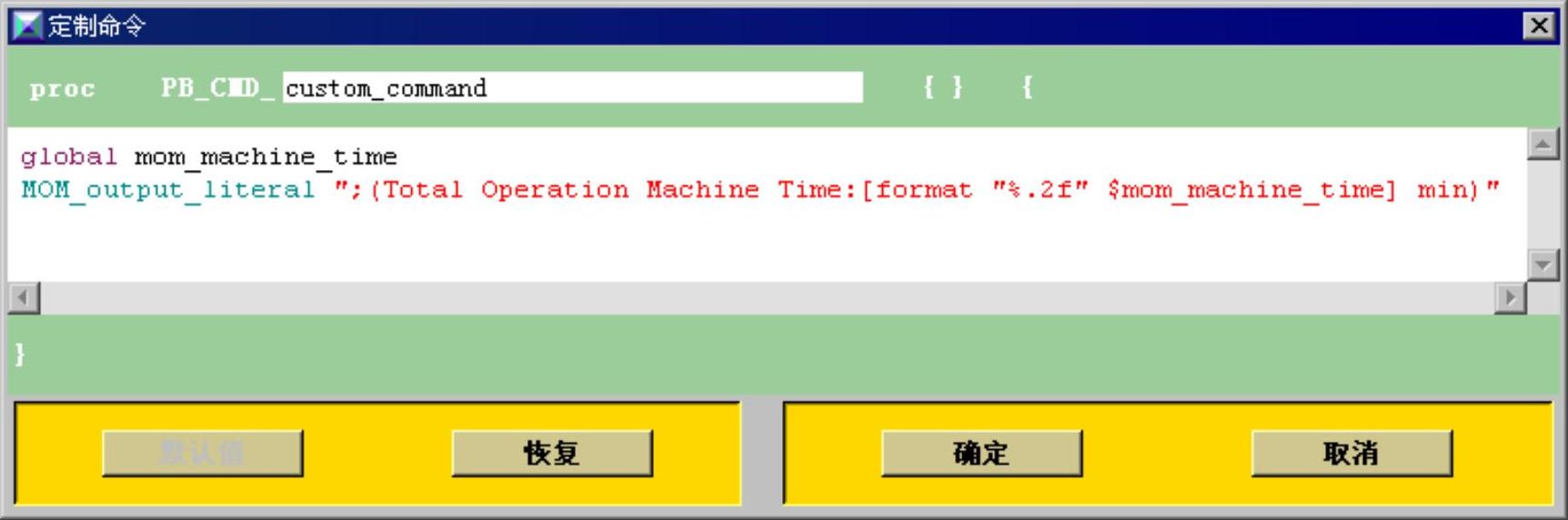
图9.3.25 “定制命令”对话框
(3)单击 按钮,系统返回至“程序结束序列”节点界面。
按钮,系统返回至“程序结束序列”节点界面。
Stage6.定义输出扩展名
Step1.选择命令。单击 选项卡,进入输出设置界面,然后单击
选项卡,进入输出设置界面,然后单击 选项卡,如图9.3.26所示。
选项卡,如图9.3.26所示。

图9.3.26 “输出设置”选项卡
Step2.设置文件扩展名。在图9.3.26中的 文本框中输入NC。
文本框中输入NC。
Stage7.保存后处理文件
Step1.选择命令。在NX后处理构造器界面中选择下拉菜单

 命令,系统弹出如图9.3.27所示的“另存为”对话框。
命令,系统弹出如图9.3.27所示的“另存为”对话框。
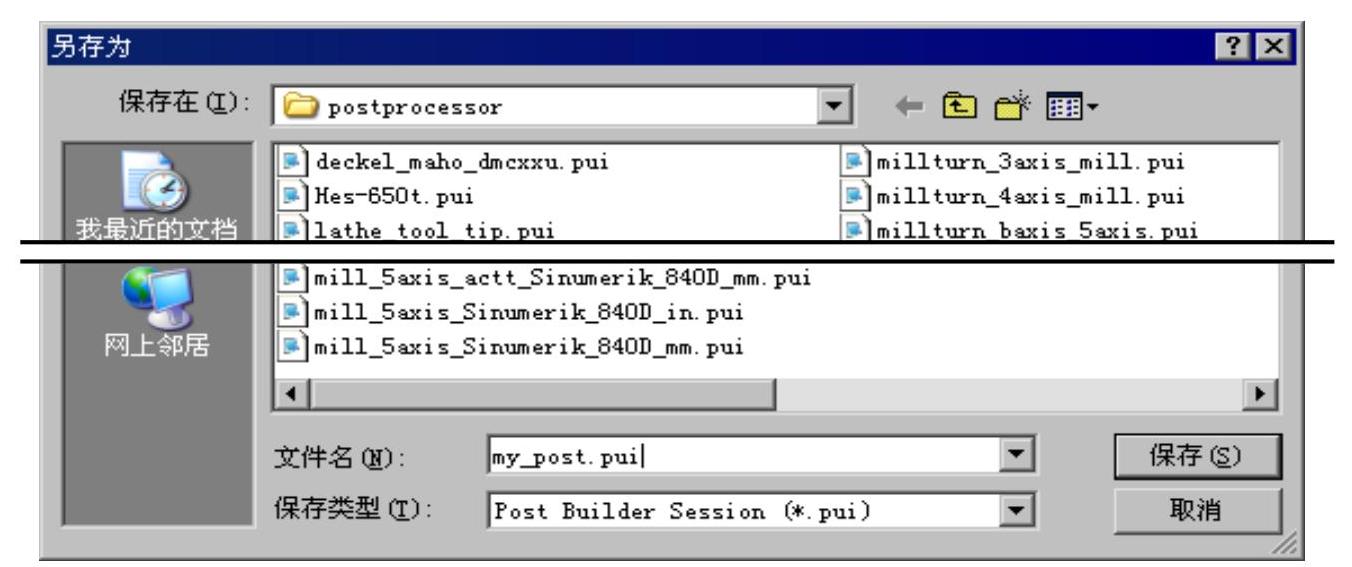
图9.3.27 “另存为”对话框
Step2.在 下拉列表中选择保存路径为D:\ugnx10.9\work\ch09.03,单击
下拉列表中选择保存路径为D:\ugnx10.9\work\ch09.03,单击 按钮,完成后处理器的保存。
按钮,完成后处理器的保存。
Stage8.验证后处理文件
Step1.启动UG NX 10.0,并打开文件D:\ugnx10.9\work\ch09.03\pocketing.prt。
Step2.对程序进行后处理。
(1)将工序导航器调整到几何视图,然后选中 节点,单击“操作”工具条中的“后处理”按钮
节点,单击“操作”工具条中的“后处理”按钮 ,系统弹出“后处理”对话框。
,系统弹出“后处理”对话框。
(2)单击“浏览查找后处理器”按钮 ,系统弹出“打开后处理器”对话框,选择Stage7中保存在D:\ugnx10.9\work\ch09.03下的后处理文件My_post.pui,然后单击
,系统弹出“打开后处理器”对话框,选择Stage7中保存在D:\ugnx10.9\work\ch09.03下的后处理文件My_post.pui,然后单击 按钮,系统返回到“后处理”对话框。
按钮,系统返回到“后处理”对话框。
(3)单击 按钮,系统弹出“信息”对话框,并在模型文件所在的文件夹中生成一个名为pocketing.NC的文件,此文件即后处理完成的程序代码文件。
按钮,系统弹出“信息”对话框,并在模型文件所在的文件夹中生成一个名为pocketing.NC的文件,此文件即后处理完成的程序代码文件。
Step3.检查程序。用“记事本”打开NC程序文件pocketing.NC,可以看到后处理过的程序开始和结尾处增加了新的代码,并在程序结尾显示加工时间,如图9.3.28所示。

图9.3.28 NC程序
有关UG NX 10.0数控加工教程的文章

图9.2.5 “程序”选项卡在子选项卡中有两个不同的窗口,左侧是组成结构,右侧是相关参数。左侧的组成结构中包括NC程序中的五个序列和刀轨运动中的四种事件。......
2023-06-18
Stage1.插入操作Step1.选择下拉菜单命令,系统弹出“创建工序”对话框。Step2.确定加工方法。图5.3.5 “可变轮廓铣”对话框图5.3.6 “曲面区域驱动方法”对话框Step3.单击“切削方向”按钮,在图形区选取图5.3.8所示的箭头方向。Stage3.设置刀轴与投影矢量Step1.设置刀轴。在“可变轮廓铣”对话框区域的下拉列表中选取选项。Step4.单击按钮,完成切削参数的设置,系统返回到“可变轮廓铣”对话框。图5.3.11 “刀轴控制”选项卡图5.3.12 “转移/快速”选项卡......
2023-06-18

如果设置了运动轴极限,则再生值就必须设置在指定的限制内。下面将以一个范例来说明运动轴设置的一般过程。图9.5.50 运动轴设置Step2.对运动轴进行设置。选取止动杆零件中的图9.5.51所示的端面,以及机体零件中的图9.5.52所示的端面,则选取的参照自动显示在图9.5.53所示的“运动轴”对话框中。图9.5.51 选取止动杆零件的端面图9.5.52 选取主体机体盖的端面图9.5.53 “运动轴”对话框Step3.验证:选择下拉菜单命令,拖移止动杆零件,可验证所定义的极限已经起作用了。......
2023-06-20

本节主要内容是指导用户如何把顺序控制梯形图程序转换成FB程序,同时确保程序实现的功能不变。图7-64 FB定义程序的新建3)如图7-65所示步骤双击鼠标,进入标签登录画面。图7-70 进入程序主单元顺序控制程序的编写按图7-72所示内容,编写带有FB的顺序控制程序,其编程方法与顺序控制梯形图程序的操作相同。......
2023-06-16

表9.4-2 DHCP默认的通信参数2.DNS设定FS-0iD的DNS设定操作步骤如下:1)设定CNC参数PRM14880.5=1,生效CNC的DNS客户机功能,并将计算机设定为DNS服务器。图9.4-7 DHCP连接成功显示a)第一页 b)第二页在该显示页上,可进行主机名的定义。如CNC和计算机的连接失败,CNC将显示图9.4-8所示的DHCP连接出错页面,并显示“DHCP ERROR”信息。......
2023-06-25

单击“页面布局”选项卡,在“页面背景”选项区的“水印”下拉列表中选择“自定义水印”选项,在弹出的对话框中选择“文字水印”选项,设置“电信学院”文字水印效果,如图2-24所示。......
2023-08-18
电工刀的刀柄结构是没有绝缘的,不能在带电体上操作,以免触电。图1-2-8电工刀结构示意图2.使用方法电工刀的刀口是在单面上磨出呈圆弧状的刃口。图1-2-9用钢丝钳剥离绝缘层方法对于截面积规格较大的塑料线,可用电工刀来剖削绝缘层,一般采用斜削法,如图1-2-10所示。......
2023-07-01

相关推荐