【摘要】:图9.2.5 “程序”选项卡在子选项卡中有两个不同的窗口,左侧是组成结构,右侧是相关参数。左侧的组成结构中包括NC程序中的五个序列和刀轨运动中的四种事件。
1.“程序”选项卡
单击 选项卡后,系统默认显示
选项卡后,系统默认显示 子选项卡,如图9.2.5所示,该选项卡用于定义和修改程序起始序列、操作起始序列、刀轨事件(机床控制事件、机床运动事件和循环事件)、操作结束序列以及程序结束序列。
子选项卡,如图9.2.5所示,该选项卡用于定义和修改程序起始序列、操作起始序列、刀轨事件(机床控制事件、机床运动事件和循环事件)、操作结束序列以及程序结束序列。

图9.2.5 “程序”选项卡
在 子选项卡中有两个不同的窗口,左侧是组成结构,右侧是相关参数。在左侧的结构树中选择某一个节点,右侧则会显示相应的参数。每一个NC程序都是由在左侧的窗口中显示的五种序列(Sequence)组成,而序列在右侧的窗口中又被细分为标记(Marker)和程序行(Block)。在NX后处理构造器中预定义的事件,如换刀、主轴转、进刀等,用黄色长条表示,就是标记的一种。在每个标记下又可以定义一系列的输出程序行。
子选项卡中有两个不同的窗口,左侧是组成结构,右侧是相关参数。在左侧的结构树中选择某一个节点,右侧则会显示相应的参数。每一个NC程序都是由在左侧的窗口中显示的五种序列(Sequence)组成,而序列在右侧的窗口中又被细分为标记(Marker)和程序行(Block)。在NX后处理构造器中预定义的事件,如换刀、主轴转、进刀等,用黄色长条表示,就是标记的一种。在每个标记下又可以定义一系列的输出程序行。
图9.2.5所示的 选项卡的部分选项说明如下。
选项卡的部分选项说明如下。
左侧的组成结构中包括NC程序中的五个序列和刀轨运动中的四种事件。
● :用于定义程序头输出的语句,程序头事件是所有事件之前的。
:用于定义程序头输出的语句,程序头事件是所有事件之前的。
● :用于定义操作开始到第一个切削运动之间的事件。
:用于定义操作开始到第一个切削运动之间的事件。
● :用于定义机床控制事件以及加工运动、钻循环等事件。
:用于定义机床控制事件以及加工运动、钻循环等事件。
☑ :主要用于定义进给、换刀、切削液、尾架、夹紧等事件,也可以用于模式的改变,如输出是绝对或相对等。
:主要用于定义进给、换刀、切削液、尾架、夹紧等事件,也可以用于模式的改变,如输出是绝对或相对等。
☑ :用于定义后处理如何处理刀位轨迹源文件中的GOTO语句。
:用于定义后处理如何处理刀位轨迹源文件中的GOTO语句。
☑ :用于定义当进行孔加工循环时,系统如何处理这类事件,并定义其输出格式。
:用于定义当进行孔加工循环时,系统如何处理这类事件,并定义其输出格式。
☑ :用于定义子操作刀轨的开始和结束事件。
:用于定义子操作刀轨的开始和结束事件。
● :用于定义退刀运动到操作结束之间的事件。
:用于定义退刀运动到操作结束之间的事件。
● :用于定义程序结束时需要输出的程序行,一个NC程序只有一个程序结束事件。
:用于定义程序结束时需要输出的程序行,一个NC程序只有一个程序结束事件。
2.“G代码”选项卡
单击 选项卡后再单击
选项卡后再单击 选项卡,结果如图9.2.6所示,该选项卡用于定义后处理中所用到的所有G代码。
选项卡,结果如图9.2.6所示,该选项卡用于定义后处理中所用到的所有G代码。
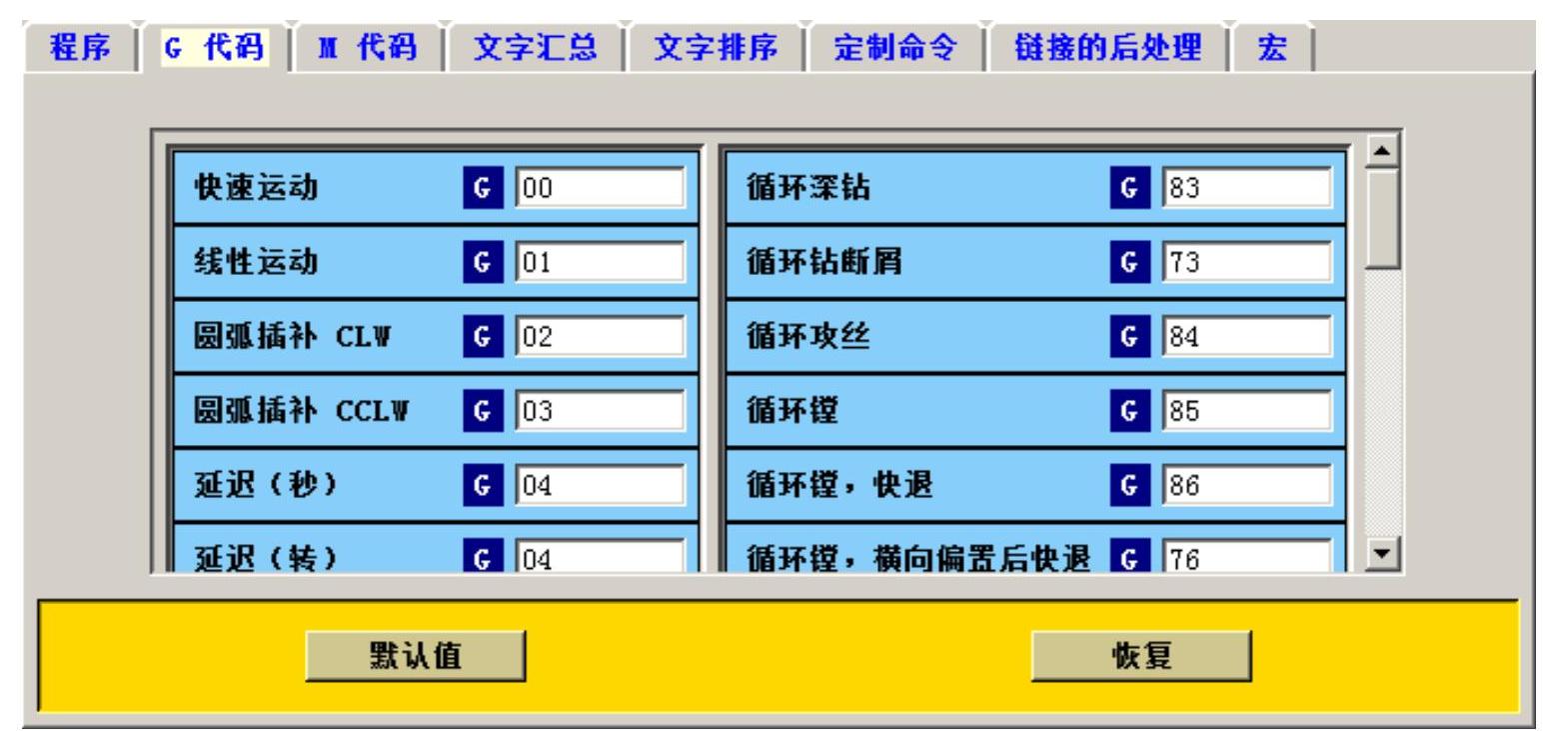
图9.2.6 “G代码”选项卡
3.“M代码”选项卡
单击 选项卡后再单击
选项卡后再单击 选项卡,结果如图9.2.7所示,该选项卡用于定义后处理中所用到的所有M代码。
选项卡,结果如图9.2.7所示,该选项卡用于定义后处理中所用到的所有M代码。

图9.2.7 “M代码”选项卡
4.“文字汇总”选项卡
单击 选项卡后再单击
选项卡后再单击 选项卡,结果如图9.2.8所示,该选项卡用于定义后处理中所用到的字地址,但只可以修改格式相同的一组字地址或格式,若要修改一组里某个字地址的格式,要在
选项卡,结果如图9.2.8所示,该选项卡用于定义后处理中所用到的字地址,但只可以修改格式相同的一组字地址或格式,若要修改一组里某个字地址的格式,要在 选项卡中的
选项卡中的 子选项卡中进行修改。
子选项卡中进行修改。

图9.2.8 “文字汇总”选项卡
图9.2.8所示的 选项卡中有如下参数可以定义。
选项卡中有如下参数可以定义。
● :显示NC代码的分类名称,如G_plane表示圆弧平面指令。
:显示NC代码的分类名称,如G_plane表示圆弧平面指令。
● :用于修改字地址的头码,头码是字地址中数字前面的字母部分。
:用于修改字地址的头码,头码是字地址中数字前面的字母部分。
● :可以是数字和文本。若所需代码不能用字母加数字实现时,则要用“文字”类型。
:可以是数字和文本。若所需代码不能用字母加数字实现时,则要用“文字”类型。
● :用于定义正数的前面是否显示“+”号。
:用于定义正数的前面是否显示“+”号。
● :用于定义是否输出前零。
:用于定义是否输出前零。
● :用于定义整数的位数。在后处理时,当数据超过所定义的位数时则会出现错误提示。
:用于定义整数的位数。在后处理时,当数据超过所定义的位数时则会出现错误提示。
● :用于定义小数点是否输出。当不输出小数点时,前零和后零则不能输出。
:用于定义小数点是否输出。当不输出小数点时,前零和后零则不能输出。
● :用于定义小数的位数。
:用于定义小数的位数。
● :用于定义是否输出后置零。
:用于定义是否输出后置零。
● :用于定义该指令是否为模态指令。
:用于定义该指令是否为模态指令。
5.“文字排序”选项卡
单击 选项卡后再单击
选项卡后再单击 选项卡,结果如图9.2.9所示,该选项卡显示功能字输出的先后顺序,可以通过鼠标拖动进行调整。
选项卡,结果如图9.2.9所示,该选项卡显示功能字输出的先后顺序,可以通过鼠标拖动进行调整。

图9.2.9 “文字排序”选项卡
6.“定制命令”选项卡
单击 选项卡后再单击
选项卡后再单击 选项卡,结果如图9.2.10所示,该选项卡可以让用户加入一个新的机床命令,这些指令是用TCL编写的程序,并由事件处理执行。
选项卡,结果如图9.2.10所示,该选项卡可以让用户加入一个新的机床命令,这些指令是用TCL编写的程序,并由事件处理执行。
7.“链接的后处理”选项卡
单击 选项卡后再单击
选项卡后再单击 选项卡,结果如图9.2.11所示,该选项卡用于链接其他后处理程序。
选项卡,结果如图9.2.11所示,该选项卡用于链接其他后处理程序。
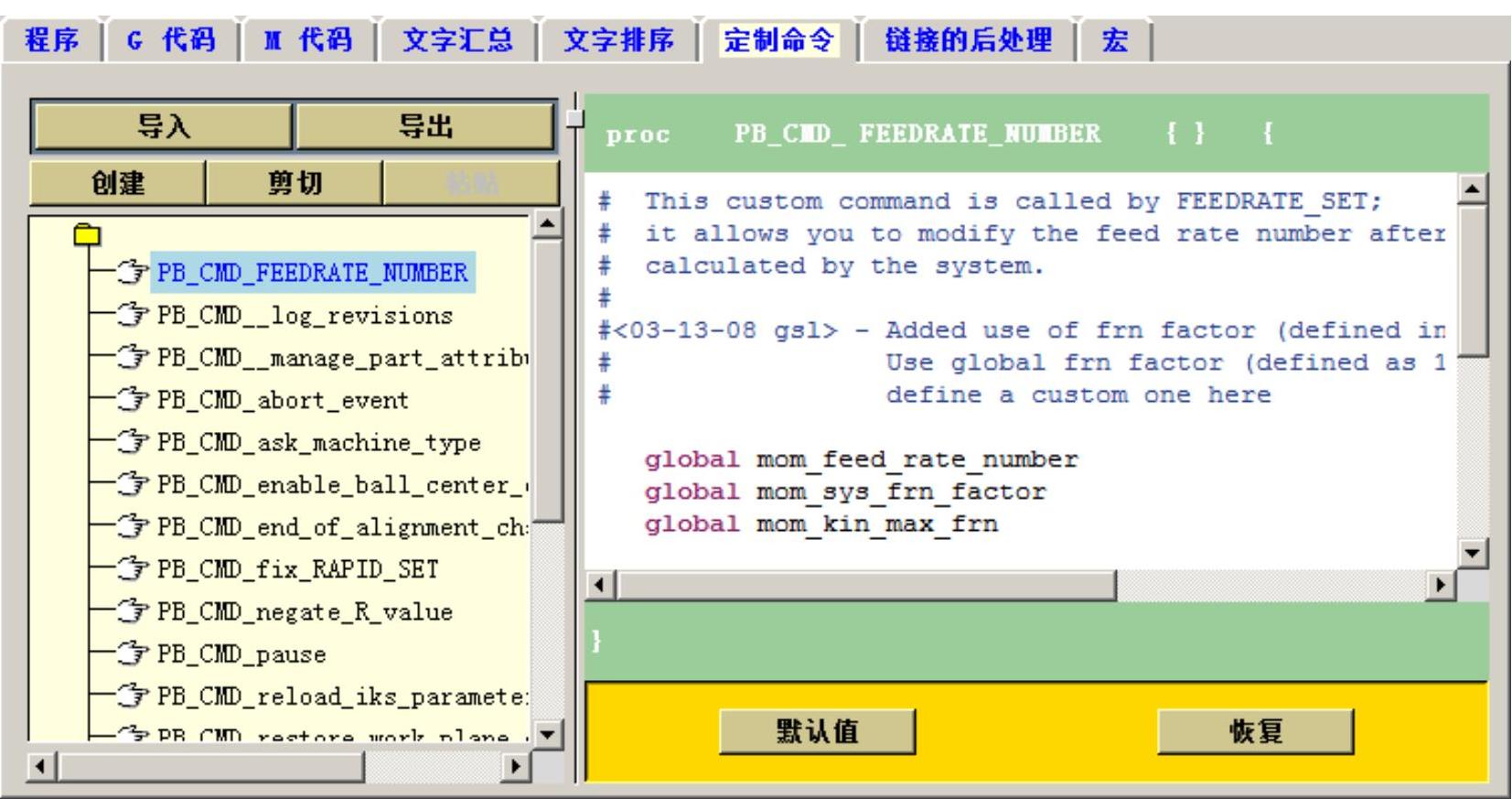
图9.2.10 “定制命令”选项卡

图9.2.11 “链接的后处理”选项卡
8.“宏”选项卡
单击 选项卡后再单击
选项卡后再单击 选项卡,结果如图9.2.12所示,该选项卡用于定义宏或循环等功能。
选项卡,结果如图9.2.12所示,该选项卡用于定义宏或循环等功能。

图9.2.12 “宏”选项卡








相关推荐