Stage1.生成刀路轨迹Step1.进入区域切削模式。图3.5.10 “区域切削模式”对话框(一)注意:加工区域在“区域切削模式”对话框(一)中排列的顺序与选取切削区域时的顺序一致。此时“区域切削模式”对话框如图3.5.16所示,在下拉列表中选择选项,图形区中显示所有加工区域正投影方向下的刀路轨迹,如图3.5.17所示。图3.5.15 “往复切削参数”对话框图3.5.16 “区域切削模式”对话框(二)Step3.生成刀路轨迹。......
2023-06-18
Stage1.生成第一个刀路轨迹
Step1.在工序导航器中展开 节点,可以看到三个刀路轨迹,双击
节点,可以看到三个刀路轨迹,双击 节点,系统弹出如图8.2.26所示的“Internal Trim Rough”对话框。
节点,系统弹出如图8.2.26所示的“Internal Trim Rough”对话框。
Step2.单击“生成”按钮 ,生成的刀路轨迹如图8.2.27所示。
,生成的刀路轨迹如图8.2.27所示。
图8.2.26 “Internal Trim Rough”对话框

图8.2.27 刀路轨迹
Step3.单击“确认”按钮 ,系统弹出“刀轨可视化”对话框,调整动画速度后单击“播放”按钮
,系统弹出“刀轨可视化”对话框,调整动画速度后单击“播放”按钮 ,即可观察到动态仿真加工。
,即可观察到动态仿真加工。
Step4.分别在“刀轨可视化”对话框和“Internal Trim Rough”对话框中单击 按钮,完成刀路轨迹的演示。
按钮,完成刀路轨迹的演示。
Stage2.生成第二个刀路轨迹
Step1.在工序导航器中双击 节点,系统弹出如图8.2.28所示的“Internal Trim Backburn”对话框。
节点,系统弹出如图8.2.28所示的“Internal Trim Backburn”对话框。
Step2.单击“生成”按钮 ,在图形区生成的刀路轨迹如图8.2.29所示。
,在图形区生成的刀路轨迹如图8.2.29所示。
图8.2.28 “Internal Trim Backburn”对话框
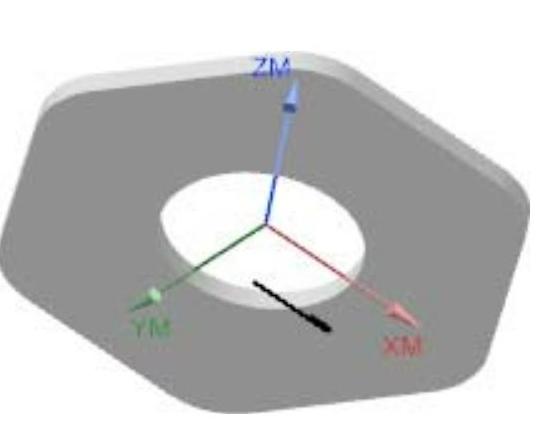
图8.2.29 刀路轨迹
Step3.单击“确认”按钮 ,系统弹出“刀轨可视化”对话框,调整动画速度后单击“播放”按钮
,系统弹出“刀轨可视化”对话框,调整动画速度后单击“播放”按钮 ,即可观察到动态仿真加工。
,即可观察到动态仿真加工。
Step4.分别在“刀轨可视化”对话框和“Internal Trim Backburn”对话框中单击 按钮,完成刀路轨迹的演示。
按钮,完成刀路轨迹的演示。
Stage3.生成第三个刀路轨迹
Step1.在工序导航器中双击 节点,系统弹出如图8.2.30所示的“Internal Trim Finish”对话框。
节点,系统弹出如图8.2.30所示的“Internal Trim Finish”对话框。
Step2.单击“生成”按钮 ,在图形区生成的刀路轨迹如图8.2.31所示。
,在图形区生成的刀路轨迹如图8.2.31所示。
Step3.单击“确认”按钮 ,系统弹出“刀轨可视化”对话框,调整动画速度后单击“播放”按钮
,系统弹出“刀轨可视化”对话框,调整动画速度后单击“播放”按钮 ,即可观察到动态仿真加工。
,即可观察到动态仿真加工。
Step4.分别在“刀轨可视化”对话框和“Internal Trim Finish”对话框中单击 按钮,完成刀路轨迹的演示。
按钮,完成刀路轨迹的演示。

图8.2.30 “Internal Trim Finish”对话框
图8.2.31 刀路轨迹
有关UG NX 10.0数控加工教程的文章

Stage1.生成刀路轨迹Step1.进入区域切削模式。图3.5.10 “区域切削模式”对话框(一)注意:加工区域在“区域切削模式”对话框(一)中排列的顺序与选取切削区域时的顺序一致。此时“区域切削模式”对话框如图3.5.16所示,在下拉列表中选择选项,图形区中显示所有加工区域正投影方向下的刀路轨迹,如图3.5.17所示。图3.5.15 “往复切削参数”对话框图3.5.16 “区域切削模式”对话框(二)Step3.生成刀路轨迹。......
2023-06-18

图8.2.15 “External Trim Cutoff”对话框图8.2.16 刀路轨迹Step3.单击“确认”按钮,系统弹出“刀轨可视化”对话框,调整动画速度后单击“播放”按钮,即可观察到动态仿真加工。Stage3.生成第三个刀路轨迹Step1.在工序导航器中双击节点,系统弹出如图8.2.17所示的“External Trim Finish”对话框。Step4.分别在“刀轨可视化”对话框和“External Trim Finish”对话框中单击按钮,完成刀路轨迹的演示。图8.2.17 External Trim Finish对话框图8.2.18 刀路轨迹......
2023-06-18

本章对运动的零件生成轨迹曲线,即对运动零件上的参考点生成一条运动轨迹线。生成轨迹曲线,模拟运动分析,必须先设置运动件的某个运动参数与时间的关系,建立与时间的关系后,才能对运动进行模拟。打开第一章的文件,装配图的模型如图18-1所示。双击“Mechanism.1\KINTime”直接进入公式编辑栏内,如图18-6所示。图18-8 Kinematics Simulation-Mechanism.1对话框图18-9 Simulation Duration模拟时间对话框图18-10 轨迹对话框图18-11 选择滑块零件棱边的中点图18-12 选择固定架作为参考件图18-13 所选点的运动轨迹......
2023-07-01

图6-11 刀库与机床为整体式无机械手换刀1—刀库 2—刀具 3—主轴 4—主轴箱 5—工件图6-12 刀库与机床为分体式机械手换刀2)采用带刀库的自动换刀,主轴箱内仅有1根主轴,设计主轴部件时可充分增强主轴的刚度,使其满足精密加工的要求。4)采用带刀库的自动换刀,其刀库和刀具交换机构的结构较复杂,工作中的频繁运动使换刀系统故障率较高。......
2023-06-23
图9.2.5 “程序”选项卡在子选项卡中有两个不同的窗口,左侧是组成结构,右侧是相关参数。左侧的组成结构中包括NC程序中的五个序列和刀轨运动中的四种事件。......
2023-06-18

图4-18供料单元气动系统原理图图4-19装配单元气动系统原理图图4-20加工单元气动控制回路工作原理图图4-21分拣单元气动控制回路工作原理图3.安装过程中注意事项气路连接要完全按照自动化生产线气路图进行连接。气路连接时,气管一定要在快速接头中插紧,不能够有漏气现象。气路气管在连接走向时,应该按序排布,均匀美观,不能交叉、打折、顺序凌乱。......
2023-06-15

相关推荐