2)数控铣床、加工中心类控制系统在编程时有多个工件坐标系可供选用。3)数控铣床加工中心类控制系统具有各种固定循环指令以适合镗、铣、钻、攻螺纹等工序的特点,大大方便了程序的编制。4)数控机床在加工轮廓及型面零件时,其编程很复杂,需要采用计算机辅助编程系统或是CAD/CAM系统来编制程序。......
2023-06-25
装入(Load,L)指令将源操作数装入累加器1,而累加器1原有的数据移入累加器2。
装入指令可以对字节(8位)、字(16位)、双字(32位)数据迸行操作。
传送(Transfer,T)指令将累加器1中的内容写入目的存储区中,累加器1的内容不变。
1.立即寻址的装入与传送指令
立即寻址的操作数直接在指令中。
【实例】 使用立即寻址的例子。
L-35 //将16位十进制常数-35装入累加器1的低字ACCU1-L
L L#5 //将32位常数5装入累加器1
L B#16#5A //将8位十六进制常数装入累加器1最低字节ACCU1-LL
L W#16#3E4F //将16位十六进制常数装入累加器1的低字ACCU1-L
L DW#16#567A3DC8 //将32位十六进制常数装入累加器1
L 2#0001_1001_1110_0010 //将16位二进制常数装入累加器1的低字ACCU1-L
L 25.38 //将32位浮点数常数(25.38)装入累加器1
L ‘ABCD’ //将4个字符装入累加器1
L TOD#12:30:3.0 //将32位实时时间常数装入累加器1
L D#2004-2-3 //将16位日期常数装入累加器1的低字ACCU1-L
L C#50 //将16位计数器常数装入累加器1的低字ACCU1-L
L T#1M20S //将16位定时器常数装入累加器1的低字ACCU1-L
L S5T#2S //将16位定时器常数装入累加器1的低字ACCU1-L
L P#M5.6 //将指向M5.6的指针装入累加器1
L B#(100,12,50,8) //装入4字节无符号常数
2.直接寻址的装入与传送指令
直接寻址在指令中直接给出存储器或寄存器的区域、长度和位置,例如用MW200指定位存储区中的字,地址为200。
【实例】 直接寻址的程序实例:
A I0.0 //输入位I0.0的“与”(AND)操作
L MB10 //将8位存储器字节装入累加器1最低的字节ACCU1-LL
L DIW15 //将16位背景数据字装入累加器1的低字ACCU1-L
L LD22 //将32位局域数据双字装入累加器1
T QB10 //将ACCU1-LL中的数据传送到过程映像输出字节QB10
T MW14 //将ACCU1-L中的数据传送到存储器字MW14
T DBD2 //将ACCU1中的数据传送到数据双字DBD2
3.寄存器间接寻址
在存储器间接寻址指令中,给出一个作地址指针的存储器,该存储器的内容是操作数所在存储单元的地址。在循环程序中经常使用存储器间接寻址。
地址指针可以是字或双字,定时器(T)、计数器(C)、数据块(DB)、功能块(FB)和功能(FC)的编号范围小于65535,使用字指针就够了。
其他地址则要使用双字指针,如果要用双字格式的指针访问一个字、宇节或双字存储器,必须保证指针的位编号为0,例如P#Q20.0。
L QB[DBD 10] //将输出字节装入累加器1,输出字节的地址指针在数据双字
//DBD10中;如果DBD10的值为2#00000000000000000000
//000000100000,装入的是QB4
A M[LD 4] //对存储器位作“与”运算,地址指针在数据双字LD4中。如果
//LD4的值为2#00000000000000000000000000100011,
//则是对M4.3进行操作
存储器间接寻址的双字指针格式如图3-17所示,共有两种。

图3-17 存储器间接寻址的双字指针格式
其中第0~2位(xxx)为被寻址地址中位的编号(0~7),第3~18位为被寻址地址的字节的编号(0~65535)。第24~26位(rrr)为被寻址地址的区域标识号,第31位x=0为区域内的间接寻址,第31位x=1为区域间的间接寻址。
第一种地址指针格式存储区的类型在指令中给出,例如L DBB[AR1,P#6.0]。在某一存储区内寻址。第24~26位(rrr)应为0。
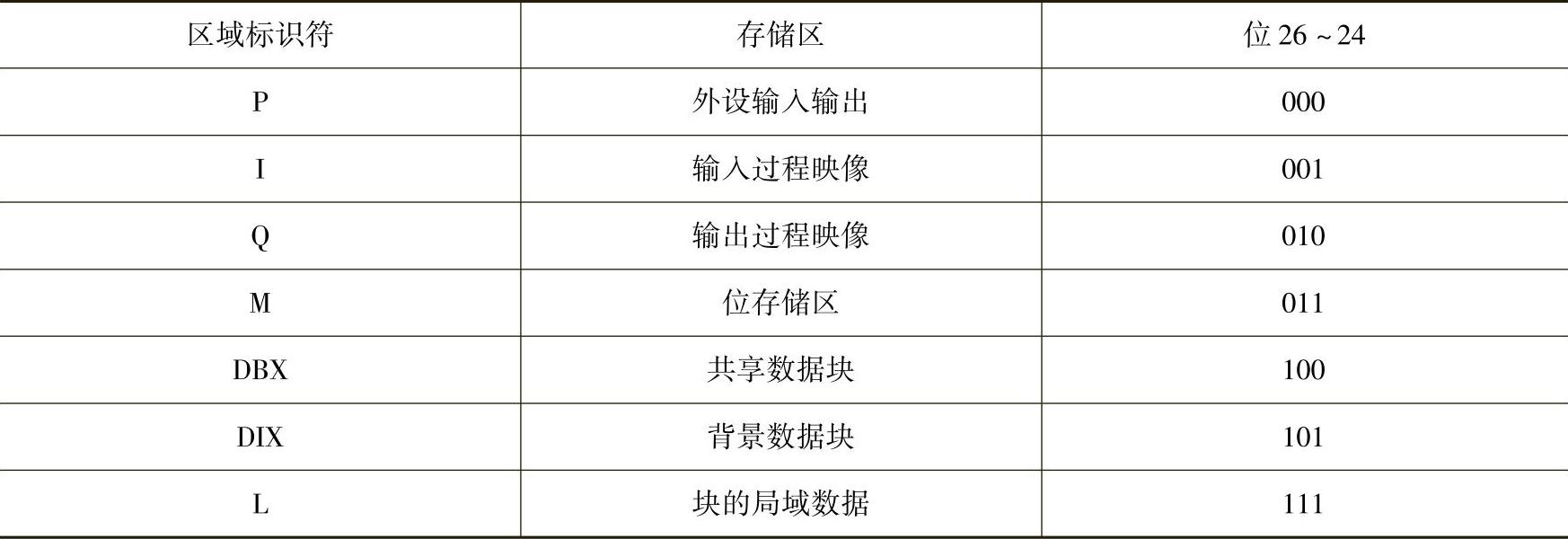
第二种地址指针格式的第24~26位还包含存储区域标识符rrr,为区域间寄存器间接寻址。表3-2为寄存器间接寻址的区域标识位
如果要用寄存器指针访问一个字节、字或双字,必须保证指针中的位地址编号为0。
指针常数#P5.0对应的二进制数为2#0000 0000 0000 0000 0000 0000 0010 1000。
【实例】 区域内间接寻址的例子。
L P#5.0 //将间接寻址的指针装入累加器1
LAR1 //将累加器1中的内容送到地址寄存器1
表3-2 寄存器间接寻址的区域标识位
A M[AR1,P#2.3] //AR1中的P#5.0加偏移量P#2.3,实际上是对M7.3进行操作
= Q[AR1,P#0.2] //逻辑运算的结果送Q5.2
L DBW[AR1,P#18.0] //将DBW23装入累加器1
【实例】 区域间间接寻址的例子。
L P#M6.0 //将存储器位M6.0的双字指针装入累加器1
LAR1 //将累加器1中的内容送到地址寄存器1
T W[AR1,P#50.0] //将累加器1的内容传送到存储器字MW56
P#M6.0对应的二进制数为2#1000 0011 0000 0000 0000 0000 0011 0000。因为地址指针P#M6.0中已经包含有区域信息,使用间接寻址的指令T W[AR1,P#50]中没有必要再用地址标识符M。
4.地址寄存器的装入与传送指令
用地址寄存器的装入与传送指令可以不经过累加器1,与地址寄存器AR1和AR2交换数据。
【实例】 应用地址寄存器AR1和AR2的实例。
LAR1 DBD20 //将数据双字DBD20中的指针装入AR1
LAR2 LD180 //将局域数据双字LD180中的指针装入AR2
LAR1 P#M10.2 //将带存储区标识符的32位指针常数装入AR1
LAR2 P#24.0 //将不带存储区标识符32位指针常数装入AR2
TAR1 DBD20 //AR1中的内容传送到数据双字DBD20
TAR2 MD24 //AR2中的内容传送到存储器双字MD24

2)数控铣床、加工中心类控制系统在编程时有多个工件坐标系可供选用。3)数控铣床加工中心类控制系统具有各种固定循环指令以适合镗、铣、钻、攻螺纹等工序的特点,大大方便了程序的编制。4)数控机床在加工轮廓及型面零件时,其编程很复杂,需要采用计算机辅助编程系统或是CAD/CAM系统来编制程序。......
2023-06-25

这个问题称为机器指令的寻址方式,本节我们详细地讨论机器指令的寻址方式问题。设X=011表示操作数为相对寻址方式。显然,变址寻址方式的地址变化范围更大。......
2023-11-18

表5-27 数据传送指令注:EDMOV指令仅适合QnU系列PLC。下面以16位数据传送指令MOV为例展开说明。图5-4 K155存储在数据寄存器D8中2)浮点数据传送EMOV指令是将源操作数中存储的浮点型实数数据传送至目标软元件中去。EMOV指令是单精度浮点数据,占32位,双精度指令占64位。4)相同16位数据批量传送指令FMOV的主要功能是将数据同时传送到指定软元件开始的n点位置。......
2023-06-16

图6.2-4 G代码输入页面图6.2-5 G代码文本说明在选择了G代码后,可继续利用地址、数字键输入坐标值,输入完成后用和键将所需要的数据输入到程序中。图6.2-6 G代码图形说明图6.2-7 M代码输入页面输入M代码数值(如01)并利用键确认,CNC即可显示图6.2-8所示的M代码的文本型帮助文件。......
2023-06-25

2)当G70循环加工结束时刀具返回到起点并读下一个程序段。参考程序如下:O0001;(程序号)N10G50X100.0Z120.0 T0101;N20M03S1000M08;图6-18 螺纹加工复合循环图6-19 车床编程例6-1图例6-2 已知工件毛坯为45mm×12mm×50mm,材料为45钢,T01为外圆车刀,T02为4mm车槽刀,T03为镗孔刀,T04为外螺纹车刀,用FANUC功能指令编制该工件的车削加工程序,如图6-20所示。图6-20 车床编程例6-2图参考程序如下:......
2023-06-25

执行G02、G03指令,可使刀具按规定的速度沿圆弧移动到终点,移动过程中刀具可进行切削加工。指令G17选择XY平面、G18选择ZX平面、G19选择YZ平面。图2.4-5 圆弧插补平面的定义a)镗铣机床 b)车削机床在不同的加工平面上,圆弧插补的方向G02、G03规定如图2.4-6所示。试编制在FS-0iTD代码体系A上,利用G50指令设置工件坐标系及使用绝对方式、半径编程实现零件车削加工的程序。......
2023-06-25

三菱电机公司Q系列PLC的指令可以分为顺序指令、基本指令、应用指令和特殊指令四大类。本章主要以梯形图编程方式介绍为主。此外,本书将在第7章介绍其他的编程方式,如SFC、FB、ST语言。指令是构成程序的基本要素,多数CPU模块的指令包括指令名部分和操作数部分:所谓指令名部分是指用特定符号表示指令的功能;操作数部分又分为源操作数和目标操作数、软元件数和传送数。......
2023-06-15

两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。图3.3-2 绝对/增量编程的影响返回平面完成底平面动作后,进给轴的返回位置称为返回平面。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。......
2023-06-25
相关推荐